Planning and implementing the conversion
The engineering team
"What should the dimensions of our melting plant be?" "How can I increase productivity?" "Which upgrades will pay for themselves most quickly in terms of ROI?" – These are all questions foundry operators ask themselves when converting from cupolas to induction furnaces. And they are important questions, as they often entail large investments or can boost earnings. In order to be able to perfectly design, scale and plan a melting plant, ABP has developed the Meltshop Designer. This determines which solution is the best when it comes to material flow in the foundry. ABP experts can develop simulations for different foundry situations in close coordination with the customer's staff involved in the process, present alternatives when setting up the furnace, and include different configurations from the ladles to the filling of the molding system.
The metallurgical team
The metallurgical team must have expertise in cast iron production using the induction furnace as well as skills in producing the desired nucleation state. In contrast to the cupola, this is largely produced in a synthetic manner in the induction furnace. The metallurgical team creates a digital twin of the complete metallurgical process chain to evaluate and optimize all process steps in advance of the conversion from cupola to induction melting operation.
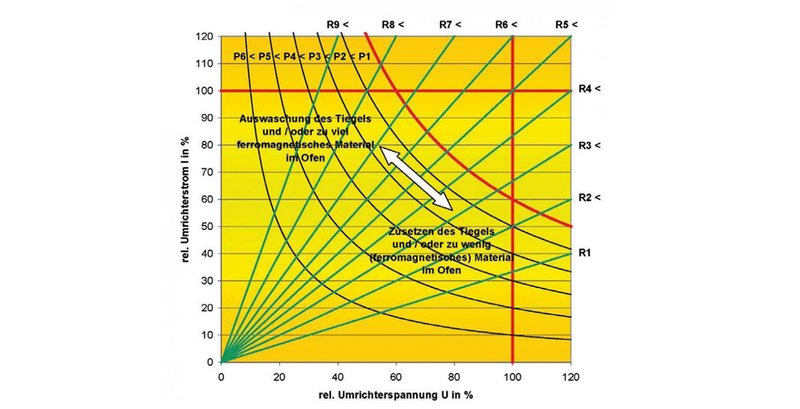
The energy efficiency of induction melting depends crucially on the sequence of materials to be batched and the timing of the recharging. These factors are incorporated into the Digital Twin's knowledge base, so the Zorc Genesis AI calculates batch composition and melt sequence based on this expertise. To determine the optimal time for charging, based on the current coupling and Curie temperature, ABP has developed the patented Opticharge tool mentioned earlier.
The synthetic nucleation state is generated in several stages. It starts in the furnace via the adding of silicon carbide (SiC), whose special physics during the dissolution process forms the basis for the nucleation state [5]. The next step in achieving the desired nucleation state for nodular graphite casting and vermicular graphite alloys involves adding cerium mixed metal (CerMM) and carbon prior to treatment. Cerium compounds have a high density and are not lost during the treatment process. In the production of thick-walled cast iron, it must of course be considered that cerium compounds can result in undesirable graphite shapes, up to and including chunky graphite. This requires a metallurgical balancing act in which the addition of elements such as antimony or bismuth creates an equilibrium that has a positive effect on graphite precipitation.
The interlinking of consulting services and production operations is a core feature of the metallurgical team. The service team's broad experience base enables them to provide comprehensive training to the production team. The production team, in turn, has precise knowledge of the foundry processes and brings with it a significant wealth of experience that must be incorporated into the process planning.
The specific implementation
Scheduling
The timeline for the conversion from a cupola to an induction melting unit is the biggest challenge and requires a strategic approach. It is a challenge for the planning team, the executing engineering team responsible for the implementation and the production team to use the newly established process chain. In the process, the condition of the existing production environment, including all integrated aggregates, must be converted to the newly designed process and plant technology, considering all parameters and influencing variables.
Engineering phase
The Meltshop Designer is used in the engineering phase, which is what makes its variability so valuable. ABP experts can simulate all materials by accessing or incorporating new materials into a large database. Various one-off or periodic events can also be simulated, for example power supply limitation, a not exactly uncommon problem in which energy providers reduce power supply at certain times when more power is currently being drawn elsewhere in the power grid. The basis for the simulation is data: The added value comes from the analysis performed by the ABP experts based on the linkage of the information. The simulation results in the recommended actions for moving from the cupola to the induction furnace.
Zorc's Genesis AI also works with data and uses the digital twin as a basis for controlling process flows. In the planning phase, it is used to simulate and optimize the processes in the newly designed melting operation. This helps to identify and avoid bottlenecks early in the planning process.
Transition of metallurgy from the cupola process to induction melting
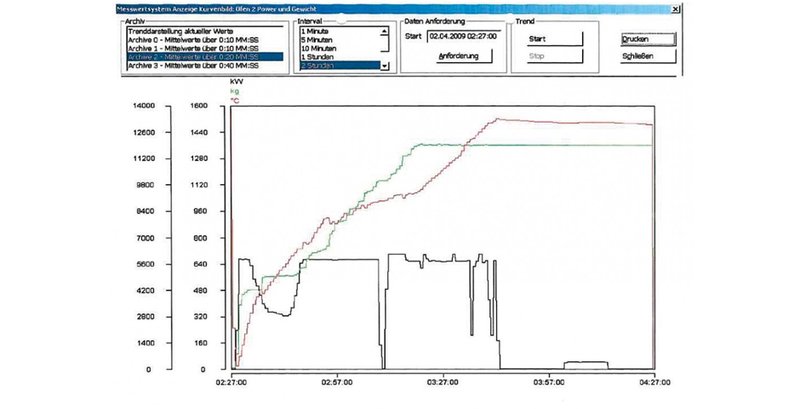
While the cupola is still active, measurements of the metallurgical state are performed using thermal analysis, spectrometry and combustion analysis. Here, the precise mapping of the data is important to establish a link to the microstructural and mechanical properties obtained. This is provided by the service-oriented software Foundry Cloud developed by Zorc. Modern thermal analysis uses double-chamber crucibles to simulate the final stream inoculation or casting stone inoculation.
On the one hand, the data obtained during this phase are used to define the target parameters for the new melting process in such a way that the core parameters of the melt remain stable or improve during the conversion to ensure the smoothest possible transition during further processing of the components. This phase should last about four weeks to cover all metallurgical conditions. When the induction melting process is ramped up, it usually takes another four weeks for all aspects of the new process to be correctly mapped in the digital twin.
Tools for optimal planning and control of a modern production process
How is the metallurgy controlled and how are the transport logistics and the melt treatment and casting units controlled? Both can be answered in one sentence: with the Zorc Genesis AI, whose expertise is integrated into a digital twin. The Digital Twin mirrors the charging and melting process by replicating the physical processes in the furnace in a virtual environment. In doing so, it considers the pouring both in the charging troughs and in the furnace itself. It simulates the oxygen balance and the dynamics of the nucleation elements. It also describes the energy flow in the induction melting furnace, including the cooling capacity.
During the pouring and transport process, it tracks the interactions with the environment (atmospheric oxygen) and calculates the heat dissipation via convection and radiant heat. The Digital Twin has a comprehensive knowledge of the physics and chemistry of the wire feeding processes as well as the pour-over processes and simulates the associated nucleation processes. In the casting and solidification process, the twin performs simulation-based analysis to determine the effects of melt composition and nucleation state on part properties. In addition, the digital twin also keeps an eye on seemingly everyday processes: It calculates the duration of a forklift run, recognizes bottlenecks when tapping the iron and takes into account the break times of the forklift drivers.
Digital Twin Data Sources
To compare its forecasts with the current actual situation, the digital twin requires information about the current production status. The Digital Twin's "senses" are the measuring devices in the production environment. Traditional measuring instruments such as spectrometers determine the melt composition, while temperature measuring lances and pyrometers measure the bath temperature. Methods such as thermal analysis capture the dynamics of the solidification process and allow conclusions to be drawn about the nucleation state and graphite morphology.
Systems such as the Zorc Track & Trace are used to determine the position of forklifts, even in halls with "Indoor GPS", as well as to track the ladle position in the process flow. Service-oriented software such as the Foundry Cloud provides all the services required to read data sources such as measuring devices, PLC systems or IoT devices and convert them into a structured database.
And what is the AI doing? Production planning and process control
AI has the task of planning the next steps in the short, medium and long term in order to effectively solve the tasks set in the production process. Much like a chess computer, it searches for the optimal strategy. The way the task is formulated can influence the character of the production. The question is whether cost priority is higher than meeting deadlines or vice versa. All these factors can be adjusted with the help of parameters. The AI calculates optimal future trajectories while developing a plan that takes into account resources such as labor, energy consumption, electricity costs, etc.
Interaction with process owners and employees
The Zorc Genesis AI creates a workflow plan in much the same way that a navigation system suggests a route. Analogous to a navigation system, the human planner is not obliged to strictly adhere to this plan. Instead, he may deviate from it. The Genesis AI then calculates an adjusted workflow based on the new situation.
Tasks within the workflows are distributed via the Foundry Cloud to employees using mobile or stationary devices. The feedback is used by the Genesis AI to capture the current status of production and dynamically adapt workflows to deviating situations. A self-optimizing process: by following the procedure described above, production within FoundryCloud generates data that is used to refine all aspects of the Digital Twin. This, in turn, enables the Genesis AI to further optimize all aspects of production while learning from employee experience.
Conclusion
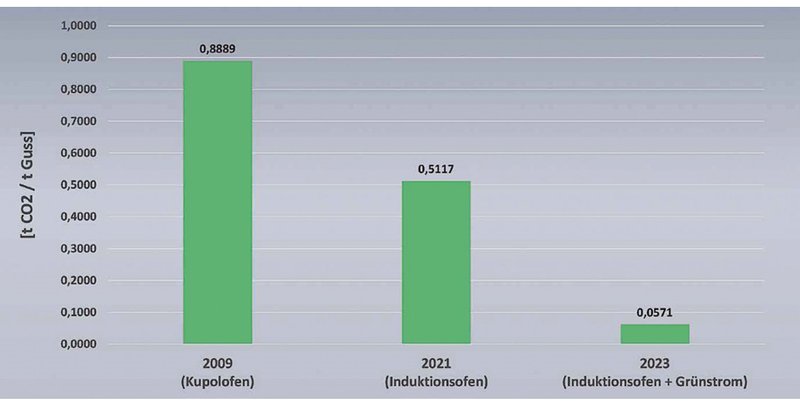
To achieve decarbonization targets, the transition of operations from fossil fuels to virtually carbon-neutral production is of great importance. How can foundries with cupola operations address the requirement for decarbonization? For the experts at ABP Induction and Zorc Technology, the solution lies in switching from cupola to induction furnace operation and controlling the processes using digital tools which incorporate AI. The induction furnace has clear advantages when operating with high-grade scrap, and additional tools such as ABP OptiCharge and the ABP Meltshop Designer can increase production capacity and throughput and improve energy efficiency. The flexibility of production with stringent quality requirements is achievable with the help of dynamic production planning and control using digitalization. The use of Zorc Genesis AI represents the next evolutionary stage of these systems and will result in increased efficiency even in complex production situations.
https://www.abpinduction.com
https://www.zorc-technology.com/
References
[1] Castings, show me your footprint! In: Foundry Planet, retrieved from: https://www.foundry-planet.com/d/castingsshow-me-your-footprint/
[2] A big step towards a small footprint. In: Foundry Planet, retrieved from: https://www.foundry-planet.com/d/abig-step-towards-a-small-footprint/
[3] M. Walz, R. Deike, EKALGU- Automatisierte Einblasanlage zur kalkbasierten Entschwefelung und Legierungseinstellung von Gusseisen, Herausgeber: Bundesministerium für Bildung und Forschung, 2020, retrieved from: https://r-plus-impuls.de/rplus-de/verbundprojekte/projekte/abgeschlossen/ekalgu.php
[4] Deike, R.; Brümmer, A.; Kahrl, A.; Smaha, B.; Walz, M.; Hentsch, R.; Baumgart, W.; Boenkendorf, U.: SubMag – Substitution von Magnesium bei der Entschwefelung von Gusseisen, in Innovative Technologien für Ressourceneffizienz – Strategische Metalle und Mineralien-Ergebnisse der Fördermaßnahme r³ (Hrsg. A. Dürkoop, C. P. Brandstetter, G.Grabe, L. Rentsch), Fraunhofer Verlag, Stuttgart, 2017, (ISBN: 978-3-8396-1102-9)
[5] Semleit, T., Adhiwiguna, I., Wijaya, J., Deike, R.: Investigation of silicon carbide dissolution behavior in molten cast iron under specific consideration of the formation of reaction layers, GIESSEREI Special 01/2021, 46-53, retrieved from https://doi.org/10.17185/duepublico/77012