

By Michal Vykoukal, Markéta Přerovská, Alois Burian, Tomáš Bajer.
SAND TEAM, spol. s r.o., Holubice 331, 683 51 Holubice, the Czech Republic.
The GEOPOL® technology is currently used in the foundries for three basic production processes/technologies: (1) for self-hardening moulding mixtures, (2) sand mixtures hardened by gaseous carbon dioxide and (3) the hot box technology with hot air hardening. The GEOPOL® technology not only solves the binder system and the ways of hardening, but also deals with the entire foundry production process. Low emissions produced during mixing of sand, moulding, handling, and pouring bring a relatively significant improvement of work conditions in foundries (no VOCs). A high percentage of the reclaim sand can be used again for the preparation of the moulding mixture.
The geopolymers with a high molar ratio of SiO2/Al2O3, sometimes called geopolymer resins, are liquid substances with similar properties to colloidal solutions of alkali silicates – water glass. One of the possibilities of using geopolymer resins is the usage as a foundry binder. Either elevated temperatures or chemical hardening is used for hardening.
Geopolymers for foundry industry
More and more emphasis is put on the clean and environment-friendly operations. Many foundries are exposed to a great pressure. This leads to the introduction of new technologies, most often based on inorganic chemistry, which are more acceptable in terms of the environment and sustainable development. The geopolymer binder systems and GEOPOL® technology are undoubtedly among these new technologies. A new environmentally friendly binder system GEOPOL® has been developed using a geopolymeric inorganic binder for the production of conventional moulds and cores in the Czech Republic. These polymers are also referred to as polysialates and are composed of chains of tetrahedrons of SiO4 and AlO4. The resulting properties of the binder depend on the ratio of these components and on the preparation of the geopolymer.
The binder is an inorganic geopolymer precursor with a low degree of polymerization. The hardening occurs by the action of heat or hardeners. There is an increase in the degree of polymerization and formation of an inorganic polymer during the hardening reaction.
The GEOPOL® is odourless technology and generates no pollutants, so it has a minimal negative impact on the environment. Due to the chemical nature of the geopolymer binder, the mechanical reclaimability of used sand mixture is feasible.
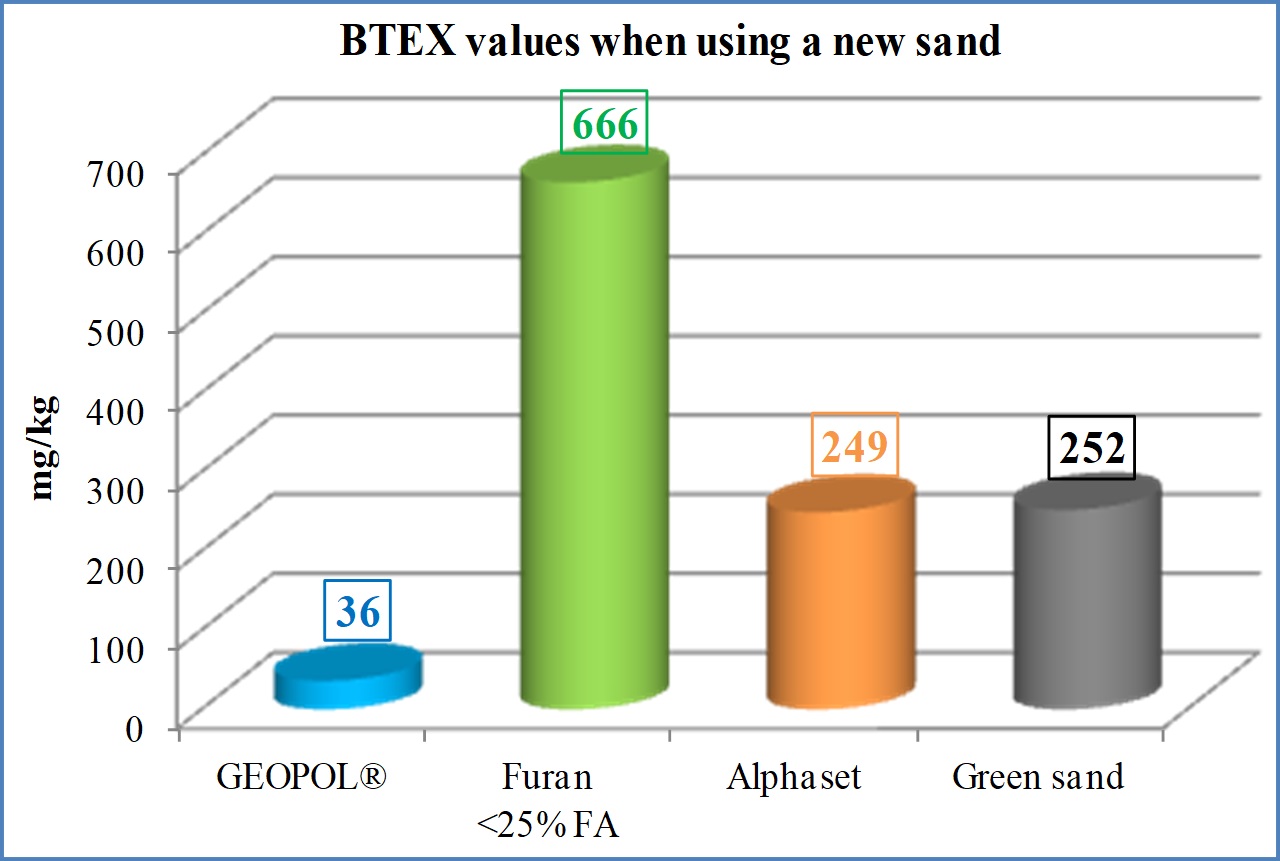
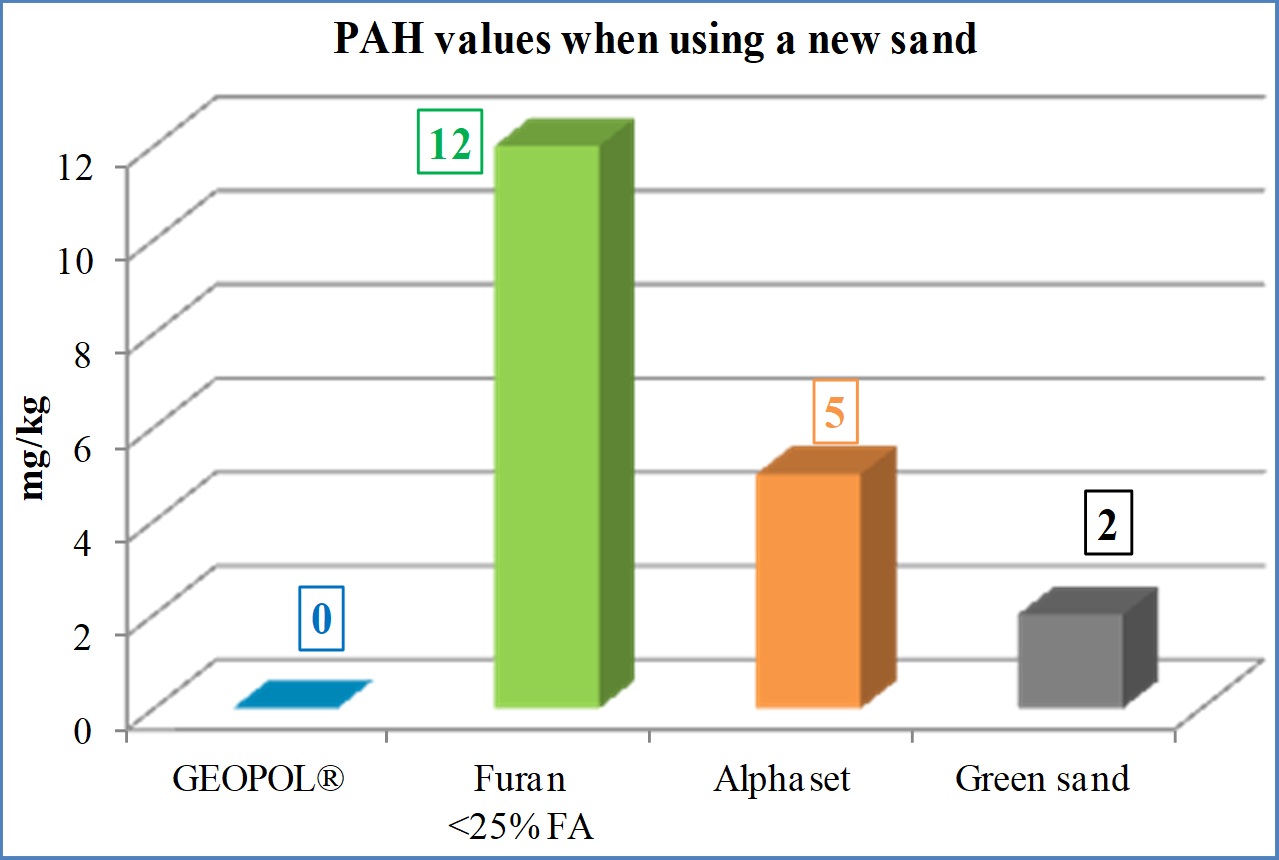
The emissions are one of the fundamental environmental troubles of foundries. Foundries have to take into account an increasing cost related to solving these environmental problems. They are increasingly interested in technologies with more favourable environmental characteristics and are trying to introduce them into operation. The environmental pressure is even greater in economically developed countries. There is also increased interest in the development of new technologies and their implementation. The GEOPOL® technology is included in the environmental programme, the goal is the change of the environmental footprint of the foundry industry. In general, it is expected that the inorganic binder systems achieve significant reductions in emissions. The comparison of the binder systems from the point of view of the BTEX and the PAH shows in graphs in Fig. 1.
The GEOPOL® technology is currently used in the foundries for three basic production processes/technologies: (1) for self-hardening moulding mixtures, (2) sand mixtures hardened by gaseous carbon dioxide and (3) the hot box technology with hot air hardening.
GEOPOL® self-hardening mixtures
The technology of self-hardening mixtures is for moulds and cores production. The geopolymer binder for this technology is a clear viscous liquid with a low degree of polymerization. By the action of the hardener, the degree of polymerization is increased and a polymer with high binding ability is formed.
In the geopolymer binder, polymerization takes place by the action of the hardener so that gradually the liquid increases the viscosity and changes to the solid polymer. There is no syneresis. The polymerization process results in a solid inorganic polymer with a characteristic structure. The water is enclosed within the solid inorganic polymer. The geopolymer binder has a high bonding strength. The possibility of low addition levels of geopolymer binder in the self-hardening mixtures is confirmed also by the long-term experience of foundries, where the geopolymer binder system is used. The sufficient addition level of the binder to achieve the required operational strengths and properties of the moulds and cores ranges from 1.4 to 2.0% in the sand mixtures with a new sand and from 1.8 to 2.0% in the sand mixtures with 75 to 100% of reclaimed sand.
The important parameters for all self-hardening sand mixtures are the bench life (working time) of the sand mixture and the stripping time. A mould strength tester has been proven to be a very practical measurement method in both laboratory and operational measurements of the bench life and the stripping time. In the initial stages of hardening, it allows to measure quickly and easily the increase of strengths in dependence on time on the test pieces and specific moulds or cores. The ratio of the bench life and stripping time is comparable to existing organic and inorganic binder systems (alkaline phenolic systems, furans, water glass ester processes).
The bench life of the self-hardening mixtures with geopolymer binder system can be set by a suitable liquid hardener. The mostly used are the SA series hardener and GEOFIX, SGU, a new series of hardeners. The bench life of the sand mixture can be set in the range from 2 to 90 minutes. Thus, it can be said that by the selection or combination of hardeners, the desired parameters can be set for a particular production.
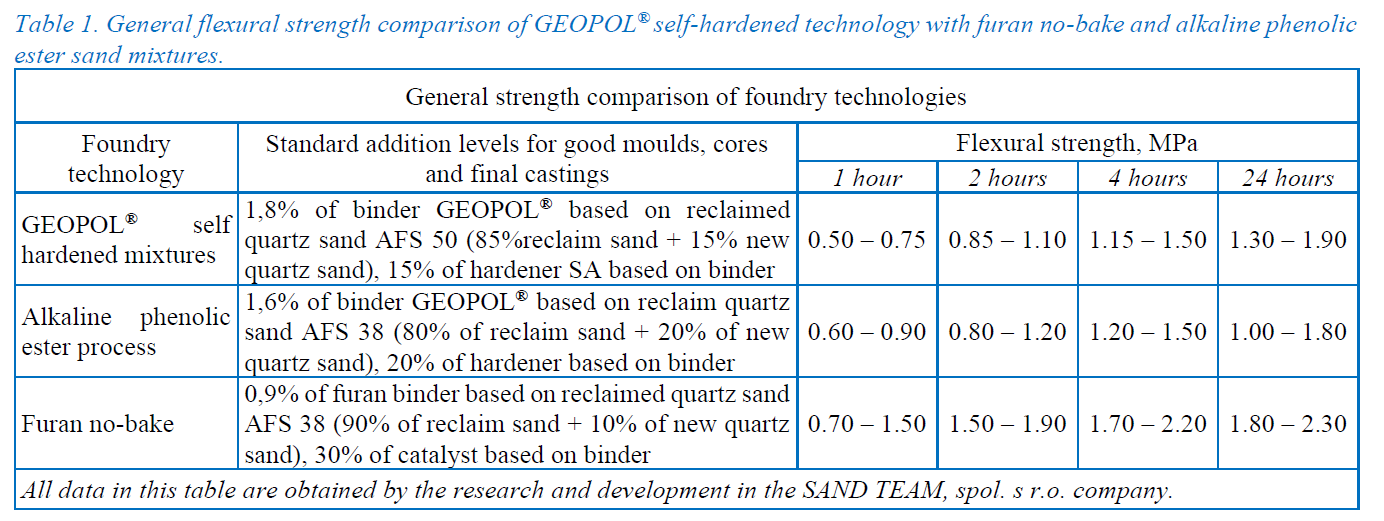
The general flexural strength of GEOPOL® self-hardened sand mixtures are shown in the Table 1. together with comparison with furan no-bake and alkaline phenolic ester sand mixtures. It is possible to claim that the flexural strengths are same as alkaline phenolic ester process.
The composition of the self-hardening sand mixture:
- Sand
- GEOPOL 618 binder, addition level ranging from 1.4 to 2.0%, based on the sand quantity (quartz sand)
- Hardener, addition level ranging from 14 to 18%, based on the binder quantity.
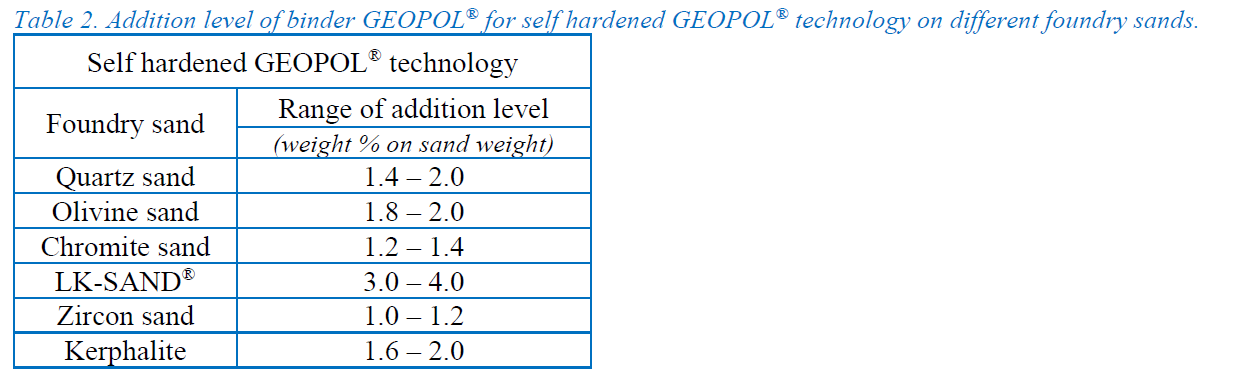
The addition levels for quartz sand and non quarts sands are shown in the Table 2.
During the pouring process, only minimal emissions to the atmosphere (environment) are generated, essentially it is just a water vapour.
GEOPOL® CO2 technology
The inorganic geopolymer system is also applicable in the production of cores, or even moulds, hardened by gas from the outside by the gaseous carbon dioxide (CO2). During the curing process with gaseous CO2, the polymerization and the formation of an inorganic polymer occur.
In order to achieve higher immediate strengths, as well as core storage strength, GEOTEK accelerators, both liquid and powdery, can be added to the sand mixture. The additive is used to achieve higher immediate strengths, to improve storability and collapsibility. The collapsibility of the cores after pouring is similar to the alkaline-condensed phenolic resin binder sand mixtures hardened by gaseous CO2. The type of this additive is selected according to the requirements of the properties of the sand mixtures and the produced cores and the sand used. The sand mixture can be stored for up to 24 hours without changing the quality while the air is prevented from coming. Accelerators speed up the hardening of cores and reduce the consumption of CO2. In comparison to the sodium silicate, the hardening time is shorter; however, in comparison to the alkaline-condensed phenolic resin hardened by CO2, the hardening time is longer.
For more efficient hardening, it is possible to use the cycling of CO2 gas flow through the core or CO2 dilution by air. The heated CO2 could be also used in the hardening process.
The water is tightly bound in the binder and reduces the risk of bubbles and cavities due to the formation of water vapours. The cores show low gas generation.
The composition of the sand mixture hardened by gaseous carbon dioxide, GEOPOL® CO2:
- Sand.
- GEOPOL 510 binder, addition level ranging from 2.3 to 3.0%, based on sand quantity (quartz sand).
- Accelerator GEOTEK, addition level ranging from 0.5 to 0.8%, based on sand quantity.
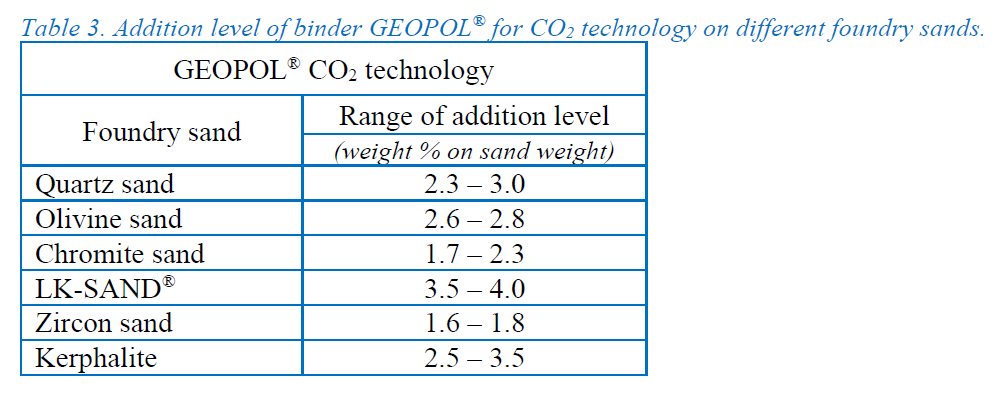
The addition levels for quartz sand and non quarts sands used in foundries are shown in the Table 3.
GEOPOL® W technology
GEOPOL® W binders are used for the production of cores, that are hardened by heat. In this technology, the hardening is caused by dehydration, so it means by a physical process. The technology is suitable for serial and mass core production. The whole technology is purely inorganic; thus, it has a minimal impact on the environment and ensures favourable hygienic conditions.
The principle of this technology is as such: the sand mixture is shot into a heated core box and the hardening of the sand mixture in the hot core box is speeded up by blowing the hot air through it at the same time. Suitable temperatures of the core and the hot air range from 100 to 200 °C. The temperatures from 150 to 200 °C allow to obtain a long storage time and prevent the reverse cores hydration. Dehydration can also be achieved by microwave hardening.
It is recommended to use the GEOTEK W powder additive, which has a beneficial effect on the reduced wettability of the cores and the increases the cold and hot strength of the cores.
When compared with PUR cold box amine technology, the comparable (higher) strengths are achieved at the same or shorter hardening time and the collapsibility of the cores after pouring is significantly better. Core strengths and other properties depend on the addition level of the sand mixture and on the parameters of the production processes. Flexural strength after hardening and cooling reaches up to 5 MPa.
The composition of the sand mixture for core production made by the GEOPOL® W technology:
- Sand.
- GEOPOL W binder, addition level ranging from 1.4 to 2.0%, based on sand quantity (quartz sand).
- Accelerator GEOTEK W, addition level ranging from 0.3 to 0.9%, based on sand quantity.
The addition of 1.8% of binder and 0.5% of accelerator ensures optimum strength, which was verified/confirmed by the production process.
Very good results are achieved in the production of aluminium and non-ferrous alloy castings. We are currently working on the development of binder system for castings made of steel and cast iron.
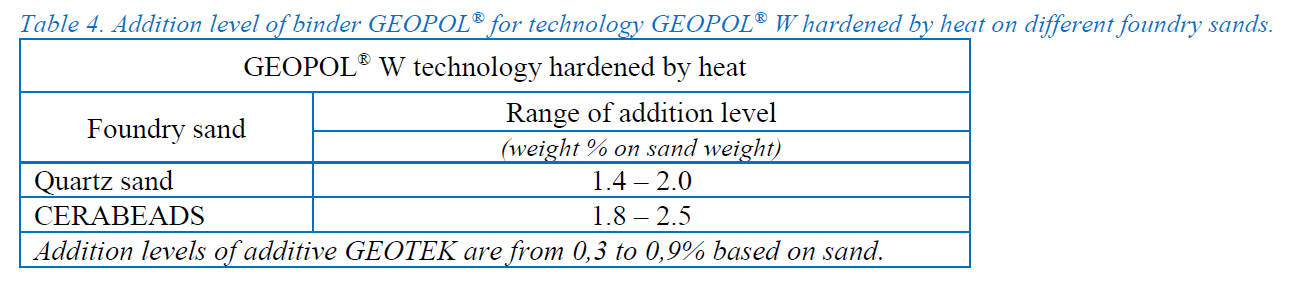
The GEOPOL® W binder system is suitable for most quartz and non-quarts sands such as CERABEADS, olivine sand, chromite sand, aluminosilicate sands. The addition levels are in Table 4.
More favourable effect of the geopolymer binder system on the work environment and the environment can be seen in Fig. 3. The differences between inorganic and organic binder systems are, at first glance, significant. The cores made by GEOPOL® W technology does not generate smoke, fume, odour, and smell during the process of pouring. Only hardly noticeable aroma is formed when the die is opened.
The cores made by the GEOPOL® W technology can be manufactured in the same production cycle as the cores made by the PUR cold box amine technology. The manufactured cores do not need any extra care, it means, that conventional coatings can be applied (conventional alcohol based coatings based on graphite or aliminosilicates or corundum or zirconium etc. and their mixtures). The cores can be stored in standard foundry conditions without having affected the final casting quality. There is no deformation of the cores. Very good collapsibility of the cores after pouring and the substantial reduction of the decoring process time (aluminium alloy castings) has been confirmed.
Reclamation
The used sand mixtures with the geopolymer binder have significantly easier reclaimability, which is comparable with the organic binder systems. The better collapsibility of the used sand mixtures with geopolymer binder after pouring has been confirmed by the foundries manufacturing aluminium and non-ferrous castings. Thus, it means that with lower temperatures, the collapsibility is better than the collapsibility of the conventional organic binder systems. It has been proven operationally that the used sand mixtures with the geopolymer binder can be successfully reclaimed through a simple vibration reclamation plant functioning on the principle of attrition. The utilization of the reclaimed sand is then 75% for the facing sand mixture and 100% for the backing sand mixture. This eliminates the disposal of the excess moulding sand in landfills and burdening the landscape with waste. The higher utilization of the reclaim sand and the savings on input materials improve the overall economic balance.
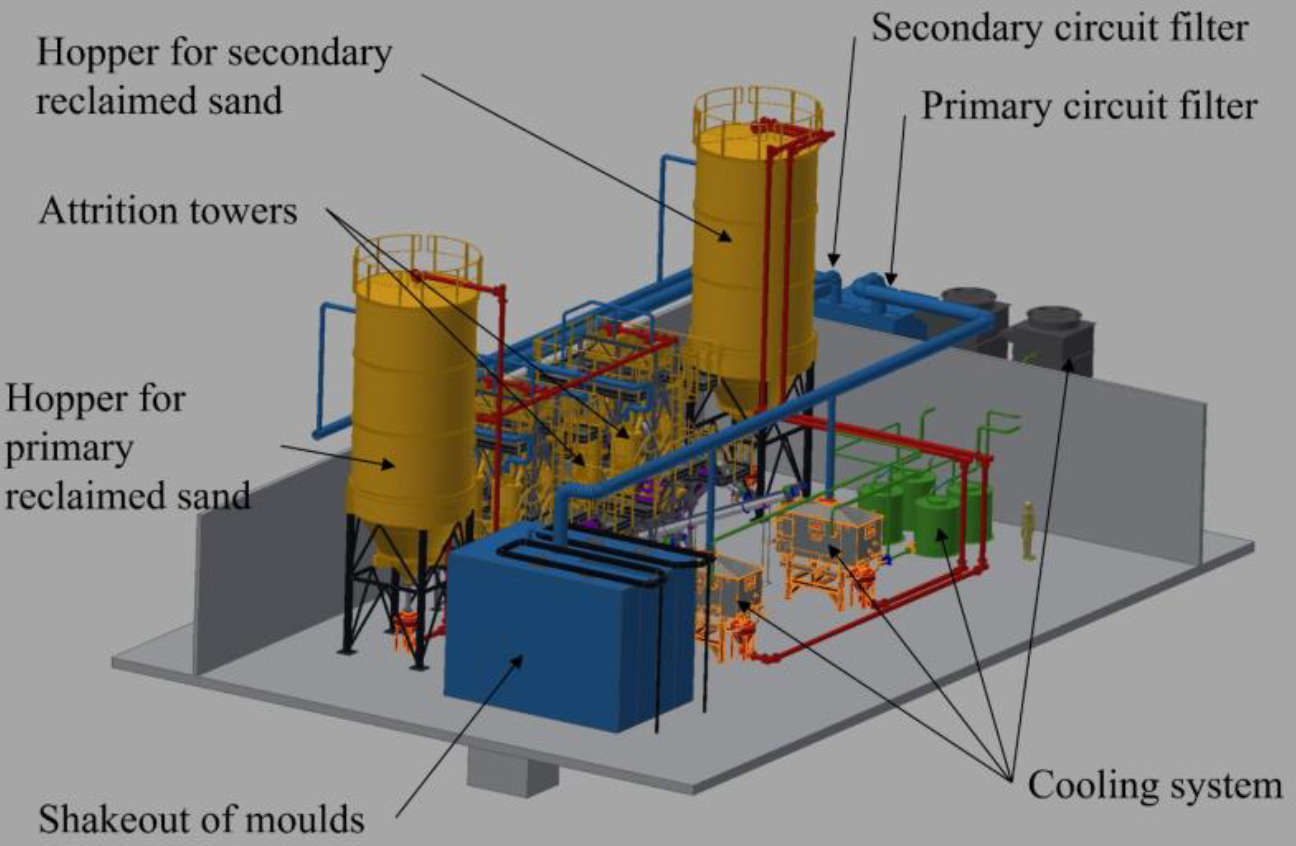
Company SAND TEAM, spol. s r.o. has developed the secondary reclaimer (attrition unit) to increase the utilization of the reclaimed sand. When this reclaimer (secondary attrition unit) is integrated to the whole reclamation plant and is included after the primary reclamation stage, the 85 to 95% of the reclaimed sand can be used for the unit sand mixture. The secondary attrition unit works on the principle of intensive activation attrition and it consists of the abrasion of the grains by rotation of metal parts of the device and the mutual rubbing of the sand grains with simultaneous dust extraction. This process also leads to the activation of the sand grain surface.
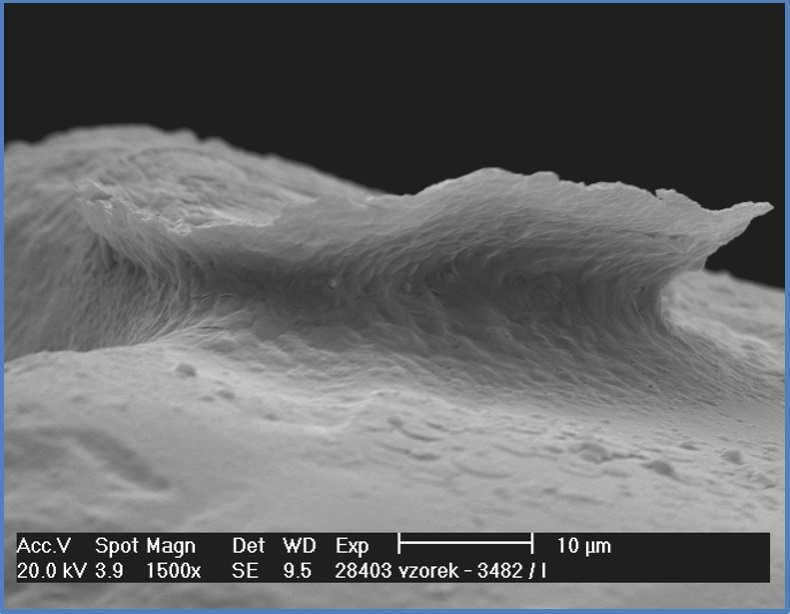
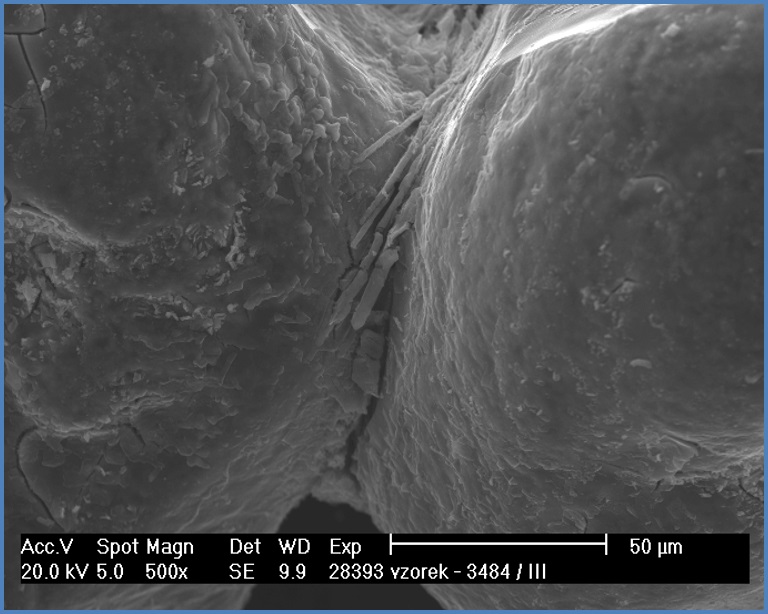
The geopolymer binder has a high cohesive strength. When the binding bridges are mechanically loaded, the binder envelopes (residues) separate from the surface of the sand grains. There is no breakage of the binder in the area of the binding bridges. The nature of destruction is adhesive, see Fig. 4, similar to that of the organic self-hardening sand mixtures.
The schemes of the utilization of the reclaimed sand, using both primary (single stage) and secondary (two stage) reclamation, are shown in Fig. 5.
Parameters of the reclaimed sand, which allow the high utilization, i.e. up to 95% of the reclaimed sand back for mould and core production, are as follows:
• Conductivity.................... below 400 µS/cm,
• Na2O content………...... below 0.150%,
• washout substances......... below 1.2%,
• average sand grain size... ±0.2 mm (deviation from the original average sand grain size).
The operating parameters in the foundry, which is manufacturing aluminium castings, having the two-stage reclamation plant installed and using the GEOPOL® ST self-hardening moulding mixtures, are as follows:
• reclaimed sand / new sand ratio……….... 85/15%,
• addition level of GEOPOL® binder……. 1.8%,
• dust quantity.............................................. 3.5%.
Conclusions
The inorganic binders clearly offer a solution for the future of the foundry production. Therefore, it is already clear that the development of foundry processes will continue leading in this direction.
GEOPOL® technology offers applications in three foundry processes for moulds and cores production: (1) the technology of self-hardening moulding mixtures, (2) the technology of sand mixtures hardened by gaseous carbon dioxide, and (3) the technology of sand mixtures hardened by heat.
These GEOPOL® binder systems can be used in the production of castings from steel, cast iron, non-ferrous metals and their alloys, and are suitable for all types of sands. This binder system can be used as a replacement of the existing binder systems, both organic and inorganic, for the production of moulds and cores. The GEOPOL® technology delivers substantial improvements in the working conditions and environmental performance of production, compared to the current practice. It helps to solve the hygienic and environmental problems of foundries and their impacts on health, safety of workers, and overall environmental impacts.
The next research is focused to the new grades of binder, hardener and additive with respect of improved technological properties and reclaimability.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}