
An vorhandene Peripherie angepasste Durchlauf-Gleitschliffanlage
Geht es um die Serienfertigung anspruchsvoller Druckgussteile aus Aluminiumlegierungen, ist die Kovolis Hedvikov a.s. gefragter Partner von Automobilherstellern und -zulieferern. Um sowohl die Kapazität als auch die Bearbeitungsmöglichkeiten auszubauen, investierte das Unternehmen in ein neues Gleitschliffsystem, das auf ein breites Teilespektrum und die örtlichen Gegebenheiten maßgeschneidert wurde.
1816 als Eisenhütte gegründet blickt die im tschechischen Třemošnice ansässige Druckgießerei Kovolis Hedvikov a.s. auf eine lange und wechselvolle Geschichte zurück. Nach 1945 spezialisierte sich das Unternehmen auf den Aluminium-Druckguss. Heute werden aus neun verschiedenen Aluminiumlegierungen in unterschiedlichen Gießtechnologien wie beispielsweise Vakuumgießen und Rheocasting Teile im Gewichtsbereich von 200 Gramm bis acht Kilogramm hergestellt. Dazu zählen Bremsen, Servolenkungen, Abgas-Turbolader und Kompressoren für Klimaanlagen. Kunden sind namhafte Automobilhersteller und Tier-1-Zulieferer, für die Kovolis teilweise auch als Entwicklungspartner tätig ist. Mechanische Bearbeitung, Wärmebehandlung und Oberflächenbearbeitung runden das Angebotsspektrum ab.
Schnelle aber schonende Bearbeitung
„Unsere Produktpalette hat sich in den letzten Jahren verändert. Wir stellen immer mehr größere und beschädigungsempfindliche Teile her. Sie werden nach dem Stanzentgraten gleitgeschliffen, damit das weitere Handling erfolgen kann. Unsere vorhandene Gleitschliffanlage war dafür nicht ausgelegt, außerdem war sie schon in die Jahre gekommen“, begründet Jiri Buzek, Leiter der Gießerei III bei Kovolis, den Investitionsbedarf in ein neues Gleitschliffsystem. Neben der Teilegröße war eine schnelle aber gleichzeitig schonende Bearbeitung gefordert. Hohe Anlagenverfügbarkeit und Wirtschaftlichkeit hatten ebenfalls oberste Priorität. Wichtig war auch, dass das neue System genau am Platz der bestehenden in die Fertigung integriert und an die vorhandene Beschickungseinrichtung sowie den Bandtrockner angeschlossen wurde. Mit diesen Spezifikationen wandten sich die Verantwortlichen von Kovolis an zwei deutsche Anlagenhersteller. „Dass wir uns für die Durchlaufanlage von Rösler entschieden haben, lag zum einen an der Konzeption der Anlage, die eine hohe Leistung ermöglicht und an der Flexibilität des Unternehmens. Zum anderen haben wir sehr gute Erfahrungen mit anderen Anlagen von Rösler“, erklärt der Gießereileiter. Ein weiterer Punkt war, dass der Anlagenbauer auch die Verfahrensmittel Schleifkörper und Compound selbst entwickelt. Der Prozess kann dadurch optimal auf die zu bearbeitenden Werkstücke abgestimmt werden.
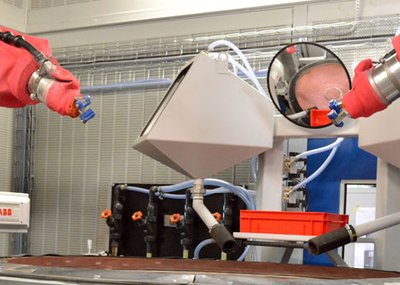
Automatische Teilezuführung im 30-Sekundentakt
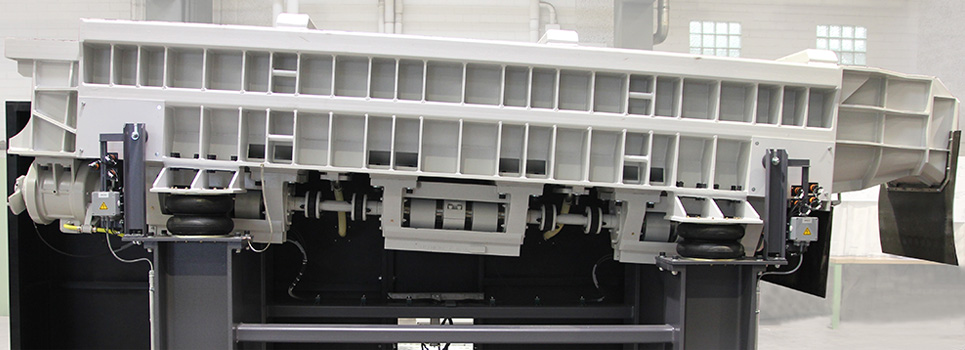
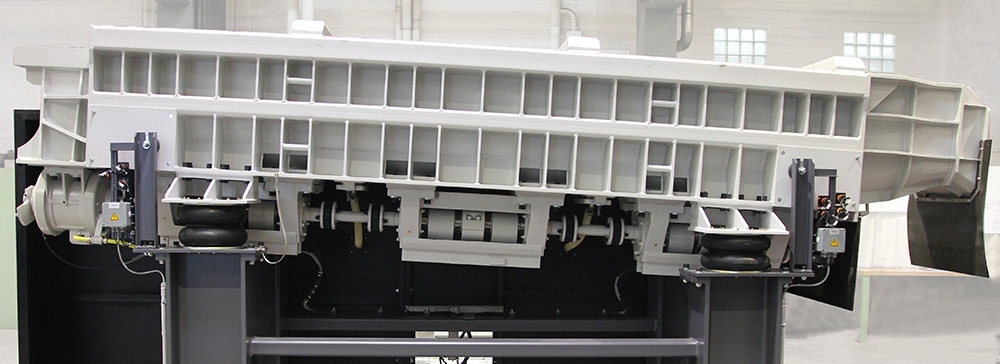
Bei dem neuen System handelt es sich um eine Linear-Durchlaufanlage R 550/4600 DA mit einer Nutzlänge von 4,6 Metern. Die Beschickungseinrichtung und der Bandtrockner wurden steuerungstechnisch in die Anlage integriert. „Rösler ist bei der Konzeption der Anlage auf alle unsere Wünsche eingegangen und hat uns auch bei der Prozessgestaltung unterstützt“, berichtet Jiri Buzek.
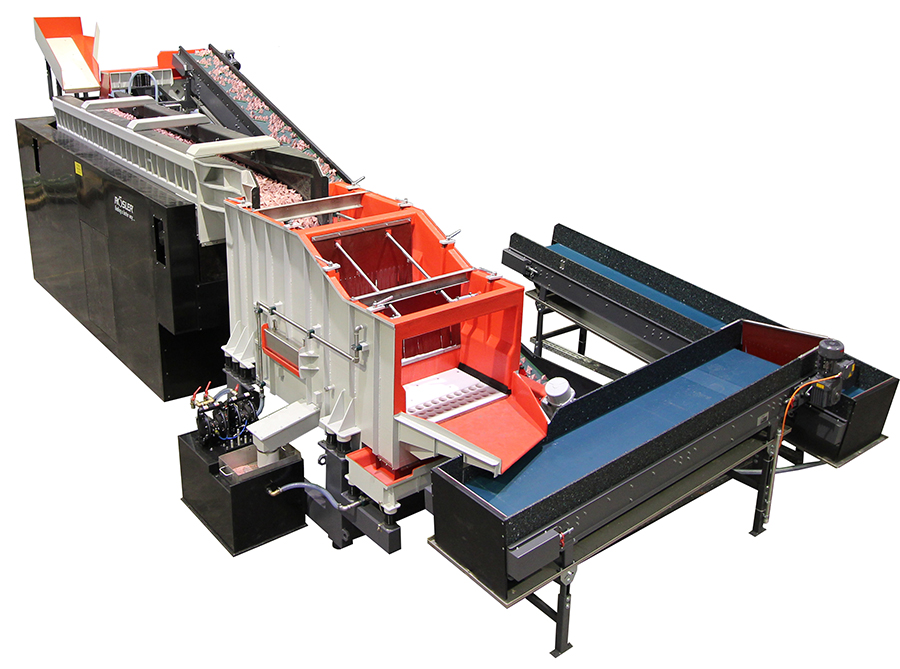
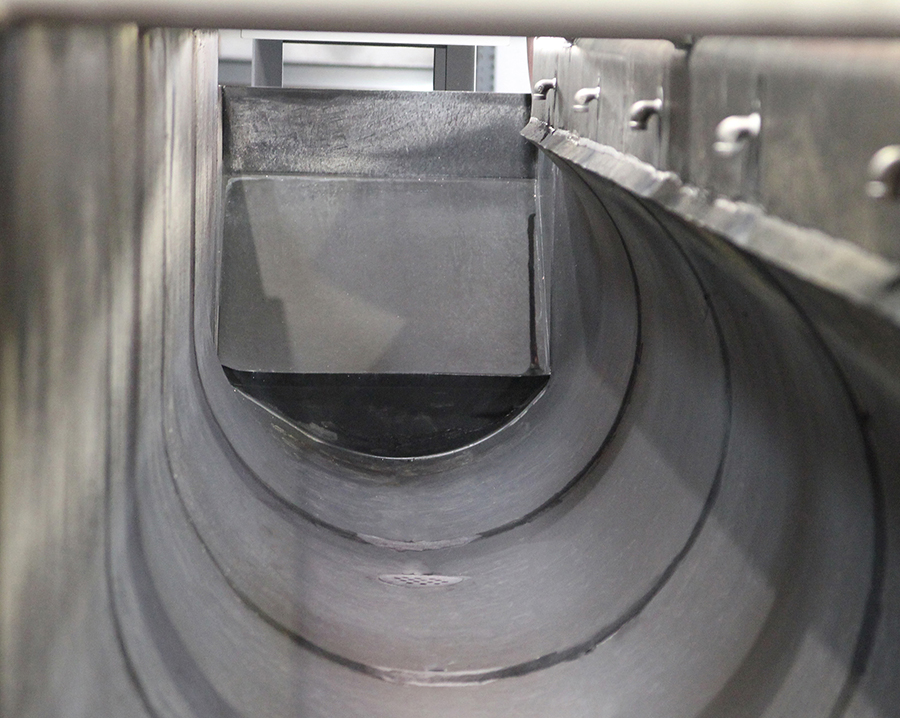
Genutzt wird die R 550/4600 DA für die Bearbeitung von rund 30 verschiedenen Gussteilen mit einem maximalen Durchmesser von 300 mm. Da in dem System bis zu 400 mm messende Teile bearbeitet werden können, bietet es eine hohe Investitionssicherheit. Außerdem lassen sich die Anpassungen für die automatische Beschickung durch die vorhandene Einrichtung bei Bedarf auf ein neues Beschickungssystem umrüsten. Die Zuführung erfolgt je nach Gussteil zwischen 30 Sekunden und einer Minute. Die spezielle Gestaltung der Arbeitsbehälterinnenflächen mit einseitig eingerundeter U-Form fördert optimale Umwälzung von Schleifkörpern und Werkstücken. Die Bearbeitungsleistung wird dadurch gesteigert. Dies ermöglicht in Kombination mit dem eingesetzten Kunststoffschleifkörper RKM ein optimales Ergebnis in maximal acht Minuten. Die Durchlaufzeit kann durch die Neigung des Arbeitsbehälters angepasst und verkürzt werden. Im Gegensatz zu Anlagen mit separat angetriebenen Vibrationsaustrag läuft das Teil von der Eingabe bis zu Austrag mit gleicher Geschwindigkeit. Dies verhindert, dass es zu Stauungen kommt, bei denen empfindliche Teile beschädigt werden können.
Zweistufige Separierung mit Sprühstation
Um eine Beschädigung der schlagempfindlichen Gussteile bei der Separierung zu verhindern, wurde die Separierstation zweistufig mit minimierten Fallhöhen ausgeführt. Die integrierte Unterkornaussiebung ist mit einem stufenlos verstellbaren Stangensieb ausgestattet. Kovolis kann dadurch selbst festlegen, ab welcher Größe Schleifkörper ausgetragen werden sollen.
Da die Gussteile nicht separat gereinigt werden, durchlaufen sie, um anhaftenden Abrieb zu entfernen, während der Separierung eine Sprühstation. Es folgt die Bandtrocknung und anschließend entweder die Verpackung oder eine mechanische Bearbeitung.
Automatische Zentrifuge zur Abwasseraufbereitung
Zusammen mit der R 550/4600 DA hat das Unternehmen in eine automatische Zentrifuge Z 1000 für die Prozesswasseraufbereitung investiert. Angeschlossen daran sind neben der neuen Anlage auch alle vorhandenen Rundvibratoren. Durch die Beschleunigung bis 2.000 g werden Partikel größer 2 µm aus der Flüssigkeit abgeschieden. Die gereinigte Flüssigkeit gelangt über ein Schälrohr zurück in den Prozess. Der Feststoffaustrag aus dem bis zu 30 kg Schlamm fassenden Rotor erfolgt automatisch. Im Gegensatz zu herkömmlichen Anlagen, bei denen das Schälmesser über einen Getriebemotor angetrieben wird und ständig im Rotor mitläuft, ist es bei der Z 1000 feststehend. Es wird bei Bedarf über einen Pneumatikzylinder in den langsam drehenden Rotor eingefahren und schält den Schlamm ohne Belastung der Lagerung heraus. Der Rotor wird nach dem Schälvorgang automatisch gespült. Dies verhindert, dass es durch eventuell noch vorhandenen Restschmutz beim folgenden Reinigungszyklus zu einer Unwucht und damit einen Lagerverschleiß kommt.
„Die Abwasseraufbereitung erfolgte bei uns bisher teilweise chemisch und teilweise durch eine halbautomatische Zentrifuge. Dies war personalintensiv und kostenaufwendig. Rösler hat uns auch in diesem Punkt gut beraten. Wir gehen davon aus, dass wir mit den neuen Anlagen effektiver und wirtschaftlicher arbeiten können“, fügt Jiri Buzek abschließend an.
×









{kind=link}
{kind=link}
{kind=link}