
Authors: Antoni Gieniec, ASK Chemicals; Wim Senden, Componenta (Hoensbroek, Netherlands); Jos van Putten, ASK Chemicals GmbH (Waalwijk, Netherlands) Copyright 2014 World Foundry Organization
Abstract
Optimization of systems already established on the market has in some foundries led to drastic reductions in emissions and an improvement in working conditions. Modern furanresin systems help to cut emissions both in the molding shop as well as on the pouring lines. Good cooperation between the foundries and suppliers of binder systems helps not only to improve the technology involved in the manufacture of molds and cores but also to fulfill evermore stringent environmental requirements. These are not limited to simply the performance of the binder, such as its sand-related and casting properties. The environmentally relevant properties of the systems are nowadays playing an increasingly important role, too. Converting the technology to a new system in good time can help to fulfill the authority’s new and more stringent environmental regulations.
Thanks to a correct and timely selection of the binder system, Componenta foundry was able to reduce the noxious emissions and lower the odor level in the foundry and its vicinity. The Componenta foundry has a production capacity of 23,000 metric tons per year and employs approx. 150 workers in two- and three-shift operation. The foundry has a hot blast cupola furnace with a capacity of 18 metric tons per hour and also two holding furnaces with a capacity of 10 metric tons. The furan line is semiautomatic, with a sand mixer with a capacity of 80 metric tons per hour. Nine complete casting molds can be produced in one hour. The maximum size of the mold boxes is 3000x1750x800 mm.
The challenge of emission reduction
The foundry was confronted for the first time with an increase of problems due to odor emissions after the merger of the foundries and the associated increase of casting production. The significant increase in casting production inevitably led to an increase in emissions and in the level of unpleasant odors in the vicinity of the foundry. The odor measurements that were carried out at the time revealed that the emission level was within the limits of the permit. As odor is not stable in time, it was decided odor level has to be analyzed within 6 hours and it was decided that due to the specific surrounding, hedonic value should change from -1 to -2. Because of these new requirements odor level had to reduce with a factor of 4 to fulfill the requirements of a modified environmental permit.
Measures such as increasing the height of chimney to 100 m or using essential oils as odor catchers in the foundry were considered or tested. This project failed due to the enormous costs of more than EUR 6 million for a “monster” chimney and the high investment and operational costs for essential oils.
In 2012, Componenta decided to test a new furan resin system with reduced sulfur content and aromatic compounds. The aim of testing ASKURAN RS with an RS hardener was to reduce the emissions of sulfur and nitrogen oxides and formaldehyde at the molding line and to minimize the odor. The third and fourth quarters of 2012 were specified as the trial period.
The result was convincing
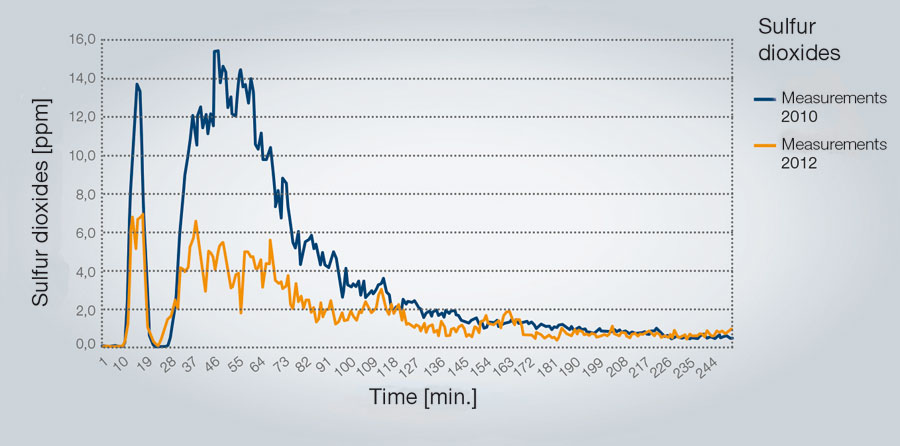
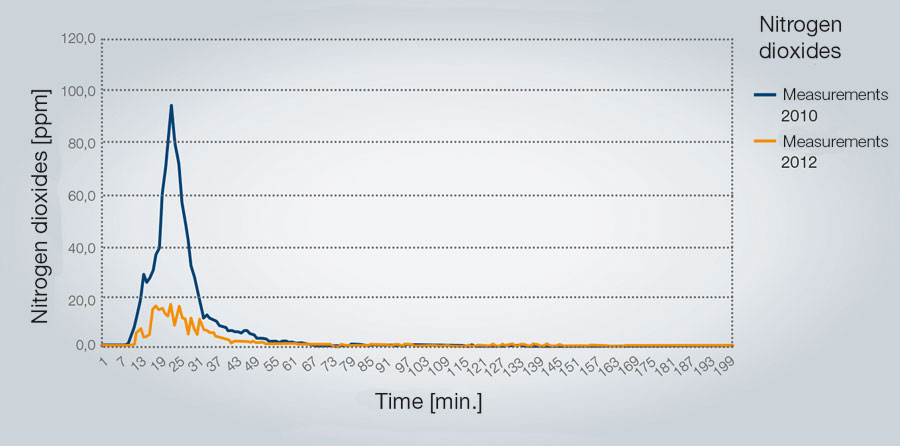
The working conditions were improved significantly by lowering the concentration of formaldehyde from 0.18 mg/m³ (the working limit value is 0.15 mg/m³) to approx. 0.07 – 0.08 mg/cm³. The sulfur dioxide emission (Figure 1) was reduced by half. The decrease of nitrogen oxide emissions (Figure 2) after the casting process was even more significant than that of sulfur oxide, dropping from a peak value of more than 90 mg/m³ to a maximum concentration of below 20 mg/m³.
At the end of 2012, the rejection of molds on the molding line dropped from 0.6 % to 0.2 %. The pollutants sulfur and nitrogen oxides in the separated casting and cooling area, were measured on the same mold box both in 2010 and in 2012.
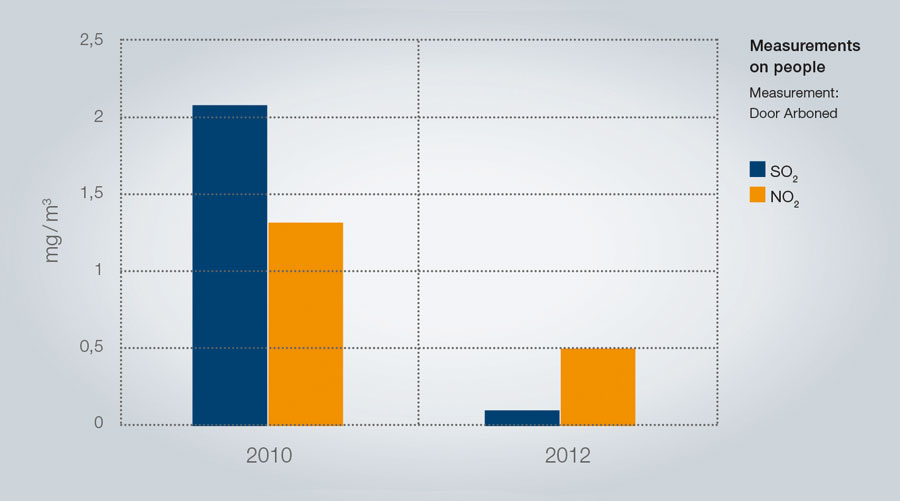
The measurements conducted on persons (Figure 3) confirmed the good measurement result from the casting line. The concentration of SO2 was reduced from a value of 2.1 mg/m³ to approx. 0.15 mg/m³ by using the new binder system. The nitrogen oxide emissions have been reduced from 1.3 mg/m³ to a concentration of 0.5 mg/m³. Arboned was responsible for the measurementsconducted on persons.
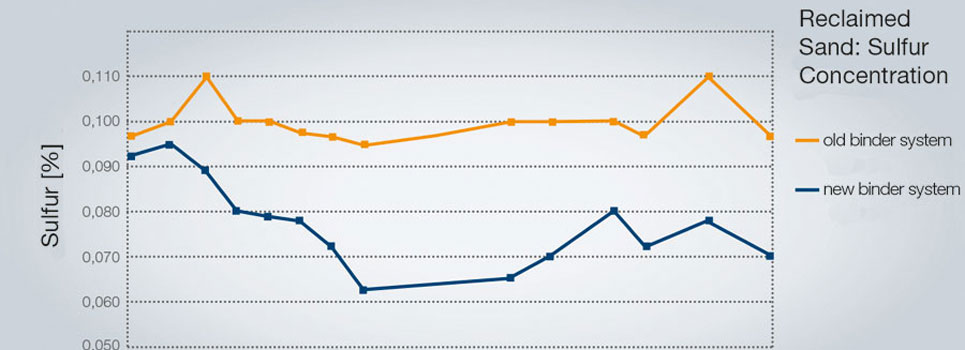
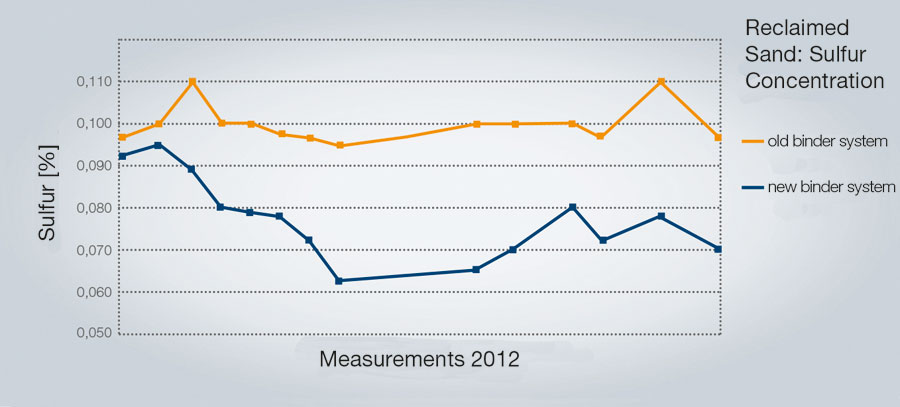
The reduction of sulfur and nitrogen in the binder naturally also had a positive effect on the quality of the mold material. The sulfur content (Figure 4) decreased from an average value of approx. 0.1 % to approx. 0.07 %. This contributes to the reduction of the SO2 concentration in the casting gases and helps to secure the good casting quality.
The concentration of nitrogen in the reconditioned old sand (Figure 5) decreased from 0.13 % to approx. 0.07 %. The low nitrogen content in the binder and the reclaimed sand reduces the risk of “pinholes” forming on the casting surface, and, as shown by the chemical analysis of the casting gases, it significantly reduces the emission of dangerous nitrogen oxides into the ambient air during casting.
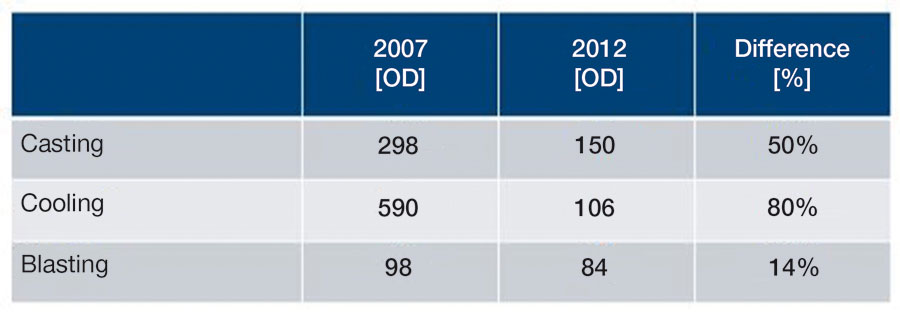
In order to bring the topic of emissions to a close, the odor concentration was measured inside the separate pouring and cooling area and in its immediate vicinity. The results of the measurements with ASKURAN RS and RS hardener were compared with the measurement values from 2007 (Table 1).
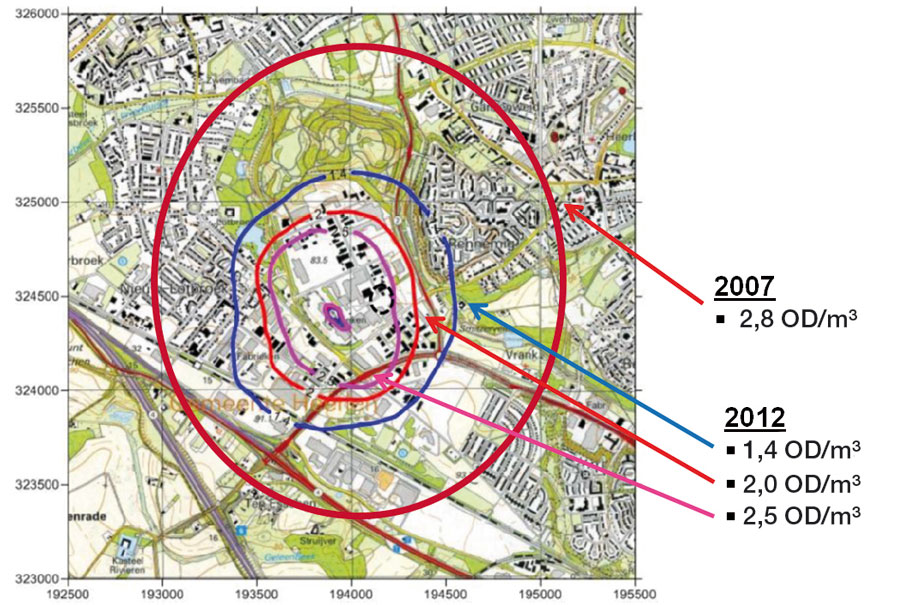
On the furan resin line inside the foundry, the reduction of the odor level lies between 14 % and 80 %, depending on the measuring point. A particularly strong reduction of unpleasant odors can be observed during casting and in the cooling station (1 – 2 hours after casting). The measurable reduction of odor in the fettling shop was also surprising. In 2007, an odor concentration of more than 2.8 OD/m³ was measured even in the wider area surrounding the foundry. Of course, the odor concentration in the immediate vicinity of the foundry was significantly higher. After the conversion of the binder quality, the odor concentration was 2.5 OD/m³ in the immediate vicinity of the foundry and dropped proportionally to the distance from the foundry (odor source) (Figure 6).
At the end of 2012, the area around the foundry that was hindered by the odor from the foundry shrank by more than 80 % as compared to 2007.
Summary
The successful trial followed by the conversion of the mold production to ASKURAN RS, a reducedsulfur system, led to a reduction of sulfur and nitrogen in the mold material and, of course, their oxides in the casting gases. The air quality inside the foundry and in the vicinity was improved and with that, the specified limit values were reached. The fact that the casting quality and the working conditions during molding and in the casting house were improved is also of significant importance.
×








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}