When you are supplying a range of safety critical components to all of the automotive OEMs in South Africa your attitude towards your production operations and systems has to be progressive and inefficiency is not an option.
That is why the Auto Industrial Group has spent over R50 million in the last two to three years on new equipment and systems for its two cast iron foundry operations that are situated in Isando and Wadeville, Gauteng. The number is even more impressive – R375 million over the last 10 years – when you take into account what has been spent at its machining operation in Spartan. And capital expenditure for the foundries and machining operations is not destined to stop there. Already in the advanced stages of planning is the installation of a third automatic moulding line that could be up and running by 2019, depending on whether the company wins future projects from the OEMs and the government commits to an extension of the Automotive Production and Development Programme (APDP) beyond 2020.
The Auto Industrial Group has spent over R50 million in the last two to three years on new equipment and systems for its two cast iron foundry operations that are situated in Isando and Wadeville. Currently being installed on the induction furnaces at both foundries are BO Anlagenbau extraction hoods
The Auto Industrial Group supplies all of the auto OEMS in South Africa
“These investments in plant and equipment were made with assistance from the DTI’s Automotive Production and Development Programme (APDP), more specifically the Automotive Incentive Scheme (AIS). The AIS provides for a cash grant of up to 30% of the value of qualifying investment in productive assets by component manufacturers. The planned investment in a new foundry line would only be possible if the DTI continues to assist component manufacturers through the AIS or a similar programme when the APDP programme comes to an end in 2020,” said Andrea Moz Managing Director/CEO of Auto Industrial.
The foundry industry in South Africa is at best struggling to survive and the success of Auto Industrial is in stark contrast to this precarious situation. Moz is convinced that by continuing to invest in new technologies and processes, Auto Industrial has been able to keep running costs at a manageable level and has reaped the rewards of incremental increases in volumes.
“Investing in new technologies and processes is vital when you are running factories at maximum capacities. You cannot afford the excessive down time and the incurring of significant additional running costs by trying to extend the life of old obsolete plant and equipment.”
The pattern for an OEM auto component
Auto Industrial have spent R19 million on two Pangborn machines that were installed just over a year ago. The one that was installed at the Isando foundry is an overhead monorail conveyor unit. The monorail blast machine is processing cast iron drums and solid discs arranged on six hangers (800kg load) suspended on a closed loop monorail overhead conveyor. High efficiency blast cleaning performed by no.4 Genesis TM wheels (4” curved vanes, 17” diameter, dual-sided runner head, 30 kW each) are arranged to minimise the distance to the hangers (Ø 1200 and H 1600mm) rotating inside the blast cabinet. The cabinet is fully lined with Mn and special alloy wear plates to reduce maintenance impact. Magnetic abrasive valves control the abrasive flow automatically
As the name of the company suggests, auto parts manufacturing has always been the primary focus of the company with a significant local market share for its product offering. Today it is a leading supplier to most of the auto OEMs in South Africa. In fact virtually 100 per cent of the company’s output is supplied to the local OEMs including Nissan, BMW, Ford, Toyota, Mercedes Benz, GM and VWSA.
Established in 1968 as Auto Industrial by Dean Fragale the company manufactures steering knuckles, brake discs, brake drums and wheel hubs as its core products. However, Auto Industrial also manufactures many other products like differential components, gearbox covers, flywheels, clutch plates, wheel carriers, pinions, brackets and ball joint attachments among others.
The company has had various owners and partners during the course of its history. These included ZF Lemfoerder and Brembo with ZF being the owner since 2006. However, in 2013 ZF Friedrichshafen AG, the holding company of ZF, decided to realign its business and sell its South African subsidiary. Local private equity investment company, Trinitas Private Equity, purchased a 70% stake in the Auto Industrial Group with the remaining 30% of the business sitting in the hands of a management equity pool. Although Trinitas do not get involved in the day-to-day issues of the business, they are fully aware of and support the strategic direction management has put forward.
Components that have just exited from the Pangborn overhead monorail conveyor shot blasting unit
At both foundries Auto Industrial have installed a new General Kinematics Vibra-Drum® sand and casting conditioner in the shakeout operation. The General Kinematics Vibra-Drum® at Isando foundry was installed about a year ago and was supplied by Lauds Foundry Equipment
“Trinitas Private Equity has since increased its exposure in the automotive arena when in November 2016 it purchased Powertech Industries a subsidiary of Allied Electronics (Altron) Battery Group. The Powertech Battery Group manufactures and distributes a wide range of automotive batteries for the South African market, including Willard and Sabat batteries.”
Spartan
The main machining plant of Auto Industrial is located in Spartan, Gauteng. The 20 000m² under roof facility comprises two factories. The one is mainly involved in roughing and finishing of round parts such as brake drums and discs and the equipment is made up mainly of lathes and turning centres. Many of the lines are fully automated.
The second factory is involved in the machining of asymmetrical shape components such as knuckles and differentials. Here milling work is predominant and you will find machining centres as the predominant machine on the shopfloor.
With over 300 CNC machines on the shopfloor you are overwhelmed when you visit. The mix is made up of Pittlers, Weissers, Chirons, Okumas, Hyundai-Kias, Hitachi-Seikis, Leadwells, DMG MORI’s, Hellers, Doosan Pumas, and Quasers to name a few. Organised by cells catering for the various machining operations and product lines the flow of work is clear to see.
The quality ratings of the company are ISO TS 16949, ISO 14001:2004, ISO 9001:2008, Ford Q1 and 430 staff are employed at this location.
Castings and forgings
The company has for a long time had the philosophy of being in control of its own destiny, and the key components to feed the numerous machines are castings and forgings. The company acquired the first of its two foundries in 1984 and added the second one to the asset list in 2009.
The Disa MK 5 automatic moulding line at Isando foundry delivers castings directly into the first of two shakeout operations that form part of the General Kinematics Vibra-Drum® sand and casting conditioner
Cores at Isando foundry are made in two Laempe machines
Since a number of final components supplied are first forged and then machined before being assembled, the company acquired Hubco Forgings in 1985.
Wadeville Foundry
Auto Industrial Foundry manufactures grey iron and high carbon castings and is located in Wadeville, Gauteng. Operating from a 48 000m² property with 24 000m² under roof, the foundry has recently been through a major refurbishment and installation of new equipment that doubled production capacity.
With a melt capacity of 40 000 tons per annum the foundry is equipped with a Loramendi moulding machine with a box size of 750 x 600mm. The castings emanating from this foundry range between four and 22 kilograms and there are 170 employees.
Isando Foundry
Isando Foundry, which was only acquired in 2009, produces ductile iron and grey iron castings. The foundry operates from a 20 000m² property with 10 000m² under roof and is located in Isando, Gauteng.
The melt capacity of the foundry is 30 000 tons per annum and it operates one Disa line with a box size of 750 x 535mm. Casting weights of the various components vary between one and 22 kilograms and there are 110 employees.
Hubco Forgings
The company’s main activity is hot forging of steel forgings. Operating from a 23 000m² property with 18 000m² under roof, it is also situated in Wadeville.
The capacity of the companies machines are 500, 750, 1300, 2000, 3000 and 4000 tons and the capacity is in the region of two million parts per annum with steering knuckles, wheel hubs, spindles, control arms, side gears and ring gears in the mix of components forged. Some pre machining is done at this plant.
The volume of castings being manufactured on a daily basis at both the Isando and Wadeville foundries runs into the thousands. Typical foundry casting flaws such as porosities, the formation of pores and blisters, thermal cracking, dimensional changes and inclusions can occur in all casting techniques. Auto Industrial therefore have to be constantly aware of these flaws and this is why the company have invested in the latest x-ray crack and leak detection systems
Both Isando and Wadeville have Simpson Technologies sand treatment systems. This includes both sand preparation and sand reclamation
Process development is done from 3D models and the company has a fully equipped tool room for in-house die manufacturing. Other operations include billet cutting, CAD/CAM methodology, die modelling, Magnaflex crack detection and heat treatment.
Investment in new processing machines for foundries
In the last year or so the Auto Industrial Group has spent over R50 million on new equipment and systems for its two cast iron foundry operations, mostly in post casting operations. The difference between the two foundries is that Wadeville Foundry operates on an automated press pour system whereas Isando Foundry operates on a tundish continuous moulding system.
However, post-casting the foundries are very similar and this is where the majority of the investment has taken place.
“It’s a combination of many factors that have driven us to investing. We continually invest in the latest technology and always put in the required capacity as and when needed. Additionally, we are always looking at continuous improvement in our manufacturing processes to avoid mechanical damage, eliminating waste, cutting manufacturing costs, increasing productivity and improving workplace safety,” said Moz.
General Kinematics Vibra-Drum® sand and casting conditioners
“At both foundries we have installed a new General Kinematics Vibra-Drum® sand and casting conditioner in the shakeout operation. This includes the conveyors and agitation systems post and prior the drums. The gentle tumbling action of the drums keeps the castings in a bed of sand, never dropping or creating impact during the shakeout process and it eliminates any mechanical damage.”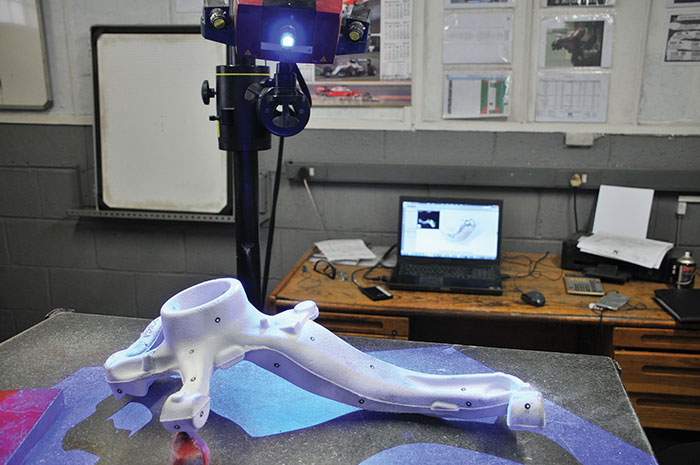
Inspection of a raw steering knuckle casting before machining, utilising a GOM Compact Scan System. This enables manufacturers to immediately check product quality and conformance. The manufacturer can optimise casting size and weight, thus reduce machining times and therefore optimise costs and productivity by not machining parts that have excess material or are not to specification. The machine was supplied by RGC Engineering and has been installed at Isando foundry
Mitutoyo high accuracy CNC controlled CMM for measuring cores and castings. This technique allows for process control of cores and product with the possibility of SPC real time data capturing and process analysis. The machine was supplied by RGC Engineering and has been installed at Wadeville foundry
“Furthermore, high frequency agitation efficiently reduces sand to original grain size. Put it all together and you have a simple, easy-to-maintain, non-rotating design with all the environmental benefits of a totally enclosed drum but with no air handling, sealing, or interface problems and no casting damage.”
“A big benefit has been the lower temperature of the castings once they exit the shakeout system and the homogeneous sand returns for reclamation. Initially the lower temperature of the castings created a minor problem for removing the runners and risers but we have now come up with a satisfactory solution.”
“You could say that we have achieved all the objectives that we were looking for before installing the drums.”
Extraction hoods for induction furnaces at both foundries
“Currently being installed on the induction furnaces at both foundries are BO Anlagenbau extraction hoods. They are designed to control our heat and dust capturing in the harsh conditions of the melting areas. We anticipate savings on electricity bills because there will be less loss of heat during the melt and temperature variation of the metal, and of course the capturing of the dust in the exhaust air through a duct system will contribute to our environmental protection.”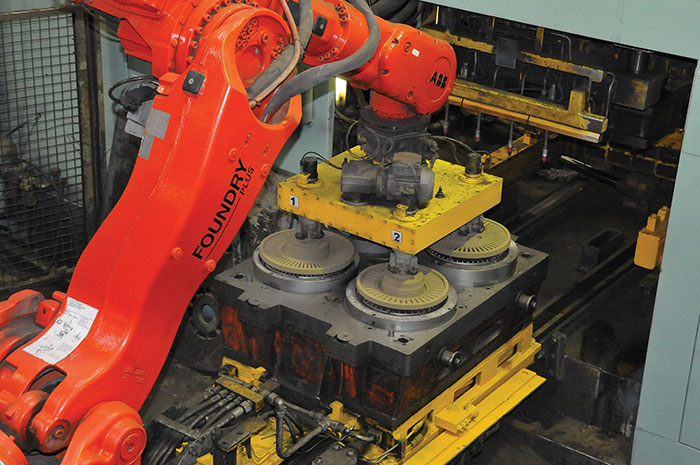
Cores at Wadeville foundry are also made on a Laempe machine. However, the production system has been automated with the installation of an ABB foundry robot that picks them up from the machine, moves them to dimensional testing before dipping them in a coating tank and then delivering them to the baking oven
Cores being dipped in the coating tank before being transferred by the ABB foundry robot to the baking oven
“Once we have completed the installation of the extraction hoods at both foundries we will be awarded our permanent Air Emissions License that will sit comfortably with our ISO/TS 16949, 9001, 14001 certification that we hold at all four of our manufacturing plants, and will be fulfilling our commitment to maintaining the highest environmental standards possible in this type of industry.”
New Pangborn shot blasting machines
The benefits of the new General Kinematics drums have also been extended to the shot blasting operations, where Auto Industrial have spent R19 million on two Pangborn machines that were installed just over a year ago. One was installed at the Wadeville foundry, which is a continuous shot blaster type TR3-11, and the other one is an overhead monorail conveyor unit that has been installed at Isando foundry.
“With the installation of the General Kinematics drums at the foundries the castings are now arriving at the shot blasting machines virtually sand free. This has had a huge implication on the quality.”
Windows of shutdown for installation
“We have had a long relationship with all the OEMs based on good quality products, supplied on time. Over the past 40 years we have virtually removed all OEM in-house manufacture of the core components that we manufacture for them. As a result they now rely on us and we cannot afford to offer excuses. We run a 24-hour operation and cannot have our manufacturing operations standing idle.”
Auto Industrial have also recently upgraded their metals testing department. The Bruker G4 Icarus HF combustion analyser instruments installed at both foundries are used for the rapid, precise and simultaneous determination of carbon and sulfur in materials. This picture is taken in the laboratory at Wadeville foundry
With a melt capacity of 40 000 tons per annum, the Wadeville foundry is equipped with a Loramendi moulding machine with a box size of 750 x 600mm. The castings emanating from this foundry range between four and 22 kilograms
“It was therefore imperative that the planning of the installation of the new equipment took place during the annual shutdown in December and during the shorter version in April. We are happy to say that we had complete cooperation with the suppliers of the equipment and there was a seamless integration.”
X-ray crack and leak detection
The volume of castings being manufactured on a daily basis at both the Isando and Wadeville foundries runs into the thousands. Isando foundry is producing about 9 000 components a day and Wadeville foundry between 6 000 and 7 000, depending on demand. The mix of components is different at both foundries but the volume is still high for a South African foundry.
“We are competing against international competition in a very competitive automotive OEM market. The difference lies in the volumes. In South Africa we generally quote for thousands of units while elsewhere they quote for hundreds of thousands of units or even millions. However, we still have to achieve the same quality standards and supply performance,” explains Moz.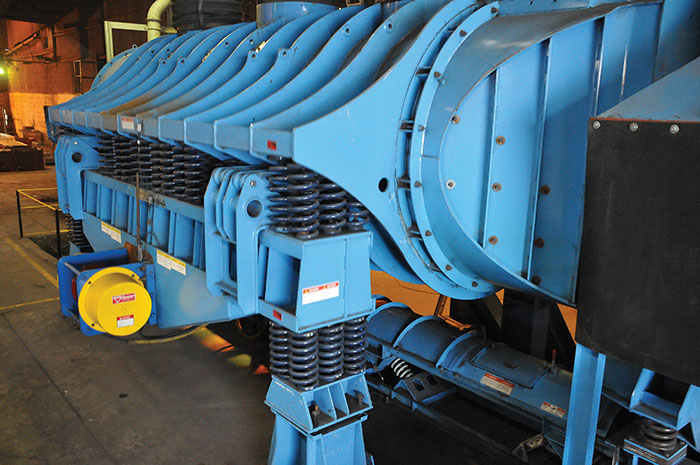
The new General Kinematics Vibra-Drum® sand and casting conditioner in the shakeout operation that was installed in Wadeville foundry over the December 2016 shutdown period
The Pangborn shot blasting machine that was installed at the Wadeville foundry is a continuous barrel shot blaster type TR3-11. Engineered by Pangborn Europe to process six tons/h of grey iron castings in line with moulding equipment with no manual operations, the TR3-11 continuous barrel blast machine is equipped with no.3 Genesis TM wheels (4” curved vanes, 17” diameter, dual-sided runnerhead, 30 kW) conveniently arranged to perform blast cleaning of castings while tumbling in the heavy duty slat conveyor on a continuous flow. The abrasive circulation system is designed to remove high sand quantity from conditioned shot. The machine has a double elevator to reduce machine total height. Process parameters automatically adjust according to work-flow (passage speed, work volume, wheel power, abrasive flow). Blasted workpieces are unloaded directly on a vibrating conveyor for optimal shot drainage and transfer to a sorting conveyor
“Typical foundry casting flaws such as porosities, the formation of pores and blisters, thermal cracking, dimensional changes and inclusions can occur in all casting techniques. We therefore have to be constantly aware of these flaws and this is why we have invested in the latest x-ray crack and leak detection systems.”
Inspection and quality
Equally important to Auto Industrial is tolerance inspection of its cores and cast components. In view of the growing complexity of shapes and functions, the scanning, analysis and inspection is carried out with 3D measurement systems. In this department the company has invested in a GOM 3D scanning and inspection system and a Mitutoyo Crysta-Apex S, a CNC coordinate measuring machine.
Briquetting
Auto Industrial’s machining plant processes over three million components a year that results in a huge amount of metal shavings and swarf. The two foundries are now benefitting as a result of the company investing in a briquetting machine.
“We used to sell our shavings and swarf on the open market. With the amount of components that we are machining we generate a huge amount scrap material that we realised we could put to better use. The solution has been installing a briquetting machine at our machining plant and we now recycle all this scrap material from our machining operations. The outcome is that we are now supplying the foundries with 400 tons of compacted scrap that is ideal for melting. Not only are we saving on scrap metal expenditure but we are also realising savings on electricity costs, which we all know, along with labour costs, have become a major challenge to the manufacturing sector in South Africa in recent years,” said Moz.
Complete solution
Auto Industrial also manufactures most of its tooling and castings patterns in-house, which significantly reduces lead times when implementing new projects.
The volume of castings being manufactured on a daily basis at both the Isando and Wadeville foundries runs into the thousands. Isando foundry is producing about 9 000 components a day and Wadeville foundry between 6 000 and 7 000, depending on demand. The mix of components is different at both foundries but the volume is still high for a South African foundry
“Having our own toolrooms enables us to have a fast turnover time with a significant reduction in cost. We are also able to do prototype tooling and changes can be made quickly to suit new processes. This facility allows us to manufacture quality tooling and patterns because of the intimate knowledge of the project, and thus tracking of the project is much easier and customers are allowed to have visual inspection in-house and if necessary, changes can be made quickly.”
“In short we offer a complete solution from design, using proprietary software, to manufacturing the tooling, to casting the components to machining, along with inspection and quality checks.”
“When new vehicle models enter the market, Auto Industrial is generally involved in the process. This includes the recent introduction of the new Toyota Hilux and Fortuner where we manufacture five new components that we have never done before, as well as the next generation Volkswagen Polo. We are also already included in the next generation Ford Ranger currently in the prototype process.”
“The Group has seen a healthy growth of 20% over the last three years and we reached the significant figure of R1 billion aggregated turnover in 2016, and are looking to grow this by another 10% in 2017. We offer a value added production chain, from the foundries and forge to machining and assembly. In addition, we have been very successful in controlling our costs through investment in new equipment and technologies, which is paramount in the motor industry,” concluded Moz.
For further details contact Auto Industrial Group on TEL: 011 922 5600 or visit <link http: www.autoindustrial.co.za>www.autoindustrial.co.za
Source: Castings SA
×