

The die technology used in die casting is contingent on certain limitations of the geometry of the parts, particularly as regards recesses or internal cavities. Some relief is provided by using lost cores; however, the cores have to be particularly stable due to the extremely rough process when the molten metal is shot into the die. Salt cores have already been tried and tested in this regard; however, the existing process paths are not economically or technologically attractive enough for mass production. Of greater interest is the approach described below which involves creating salt cores from the liquid phase based on a modified die casting technology.
Productivity and cost efficiency are counted among the special benefits of die casting. Unfortunately, there is a range of attractive applications for which the process has not yet been implemented or, if at all, only on a very limited basis due to specific restrictions. This is true particularly for components of a certain geometry that requires lost cores. Typical examples would be recessed areas, cavities that are closed for the most part, or complex inner flow channels as required for certain types of motor blocks, among other things. In those cases, the die casting process would lag behind other processes like sand or gravity die casting. Sand cores are only very rarely used for die casting since they are either unable to meet the high mechanical demands when the metal is shot into the die or – when extremely solid binders are used – the efforts required to remove them can no longer be justified.
Advantages of Salt Cores
The most important advantages of using salt cores from the liquid phase include a high level of stability with respect to mechanical and thermal demands as well as excellent surface quality. Salt is a cheap and readily available abundant commodity. In contrast to most sand molding materials it is not associated with a complex chemistry resulting in environmental issues. Furthermore, as opposed to sand cores, salt cores do not have to be smoothed and they can be relatively easily removed from narrow, tight cavities. Any incidental material resulting from the cores being removed can be directly reused for the most part.
Despite its advantages, the use of salt cores has mostly been limited to niche areas.
A New, Highly Productive Process Path
Salt cores present substantial potential for the future. Thanks to significant trends, particularly in the automobile industry, the use of salt cores for die casting has become increasingly attractive. The main driver here is in the area of the motor where increasing demands and decreasing sizes suggest the transition from “open deck” construction to “closed deck” designs. The latter design requires the use of lost cores for representing the inner water jacket.
The important thing here, therefore, is that the process path be highly productive while manageable for manufacturing salt cores as well as components.
Current Stage of Development
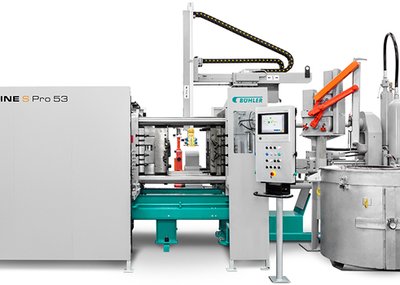
The first automated production plant for producing lost cores anywhere in the world has been located in Bühler’s technology center in Uzwil since June 2012. The plant is designed for pilot and small series production. The plant technology was developed by Bühler (Fig. 1). Essential aspects such as the composition of the salt mixture, specifics of the mixing and melting process as well the mechanical properties of the salt cores have been analyzed extensively. Significant challenges were presented by the high level of material shrinkage when the salt solidified along with the high number of shrinkage cavities inside the cores.
Knowledge gained from basic research as well as process development has enabled Bühler to present the lost core process through computer simulation. This makes it possible to check the filling and solidifying of the salt cores. It is also possible to simulate filling the components while the salt core is inserted and the influx and flow around the core. The tension that is created within the core during circulation can thus be calculated, which, in turn, helps us to predict the probability of the salt core surviving. Bühler engineers are now able to identify possible challenges already during the design phase and take appropriate action to modify the design of the components or of the gating system.
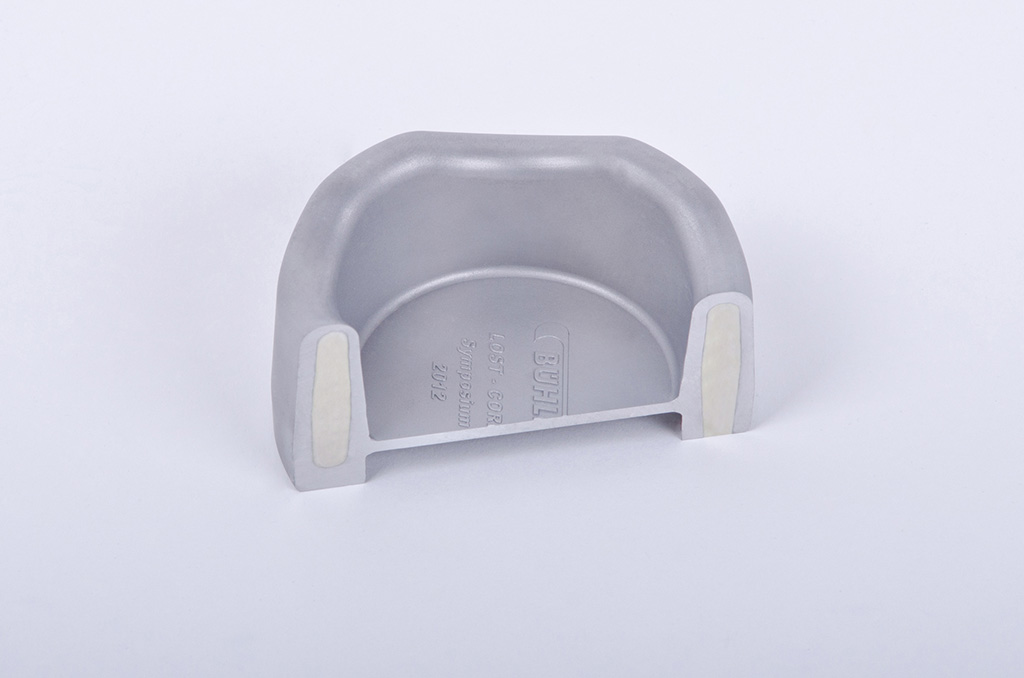
By using a pilot component developed for their own testing purposes, Bühler has researched and further developed all of the significant aspects of the process path. All of their efforts have resulted in a stable process (Fig. 2a-2d).
Main Component of the Process Chain
The process chain for the production of salt cores basically corresponds to the process chain for standard die casting. The salt mixture consists of a few basic materials that are stored separately and measured out and mixed immediately prior to use in the furnace. The liquid salt is melted, kept warm and metered in the casting plant with the help of systems that are also used in classic die casting systems in similar form. Just like the unit used for that purpose, the actual casting process largely corresponds to the standard diagram: after the die has been closed, an exactly proportioned amount of molten metal is “shot” into the die with the help of a plunger under high pressure and solidifies in there within a few seconds (Fig. 3). After the die is opened, a robot extracts the core and transfers it to the high- pressure water core removal system (Fig. 4). The resulting salt cores are then forwarded to production.
From Demonstrators to Pilot Components
As part of the development work, casting tests were successfully run at Bühler using various demonstrations. Cores and corresponding aluminum castings for closed deck cylinder blocks as well as various components for the oil circuit and oil filtering areas were cast. At this time, Bühler is working very closely with some industrial partners and pressing ahead with the preliminary work for the pilot production of select components. This includes various components from the “Power Train” area.
In the short term, Bühler is in conversations with additional potential partners who are interested in relevant development projects. Components from branches of industry other than the motor vehicle industry are of particular interest; especially from sectors dealing with components subject to flow such as pumps, elbows or fittings. In the long term, other parts besides cast parts will be added: basically, Bühler predicts that salt cores might provide an interesting solution for other casting processes and casting materials such as brass, for example.







{kind=link}
{kind=link}
{kind=link}