
Cost and resource-efficient die casting from the point of view of a machine manufacturer.
They need to have thinner walls and be even lighter; they are more complex to develop and more functional in their application and still be produced in a way that saves resources and reduces costs: these are the demands placed on castings for automobile construction. This is the challenge for modern and future die casting: larger, more complex structural components made of aluminum and magnesium replacing costly multi-part structures while placing new requirements on die casting technology. Nowadays, real-time controlled die casting systems already guarantee reproducible results and parts of the highest quality. This is the basic prerequisite for the integration of additional functions and for further development of die casting to create components with greater flexibility in design while using the minimum of materials and energy. Increasing productivity and quality is crucial to maintaining long-term competitiveness in the die casting technology. The new opportunities and associated new challenges are discussed below.
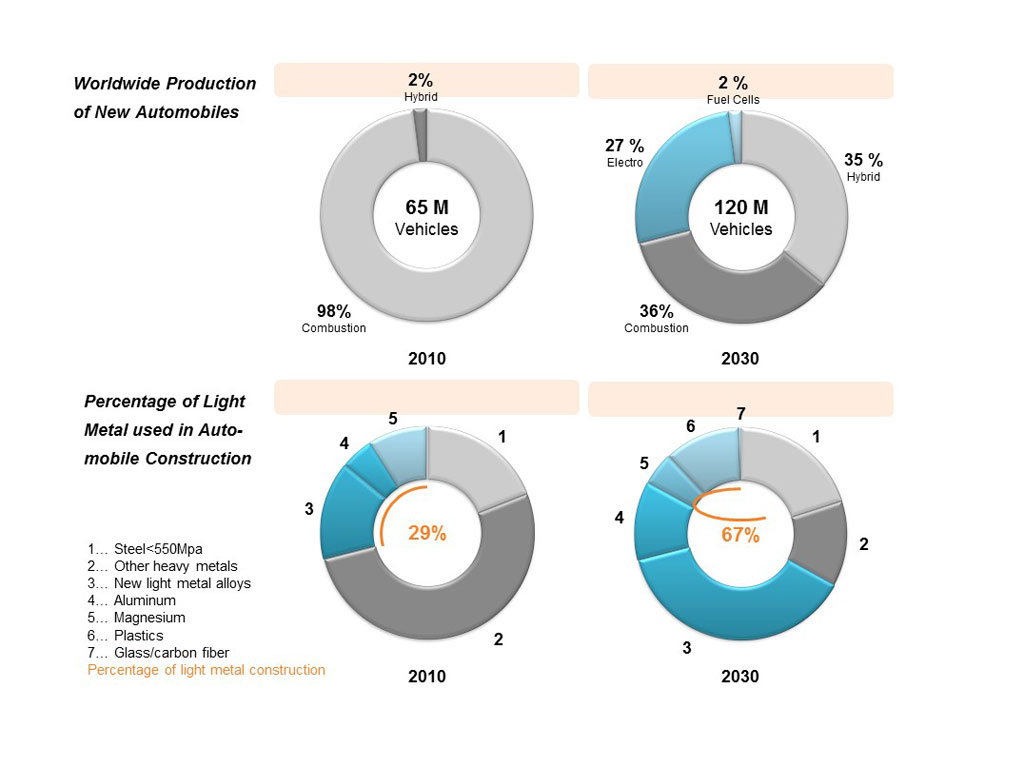
The optimization of energy consumption and the associated reduction of CO2 emissions are top priorities for our society in the 21st century. In addition, our resources are finite which is why we all need to be searching for opportunities to use them as efficiently as possible. The governmental regulation of emissions standards for vehicles in particular has led to a paradigm change resulting in the promotion of innovative concepts for light construction. Despite global efforts to reduce the use of non-renewable energy, the worldwide demand for individual mobility has been unrelenting. Independent studies of trends and markets conducted by well-known automobile manufacturers and research institutes have shown this to be true. Optimistic predictions talk about a doubling of production volume for automobiles within the next 20 years, whereby the classic drive technologies will be replaced with new, future-oriented technologies. Regardless, an increased use of light and highly resilient materials is to be expected. Aluminum and magnesium will play a crucial role in this.
With the demand for efficiency and sustainability, die casters have encountered new and recently yet unknown challenges not least of which is to master the die casting process and to ensure the required level of quality. There is an overall trend towards more complex components with increased functionality and lower weight at lower costs. Various approaches to solutions are under discussion so we will take a closer look below.
Keyword: Structural Components
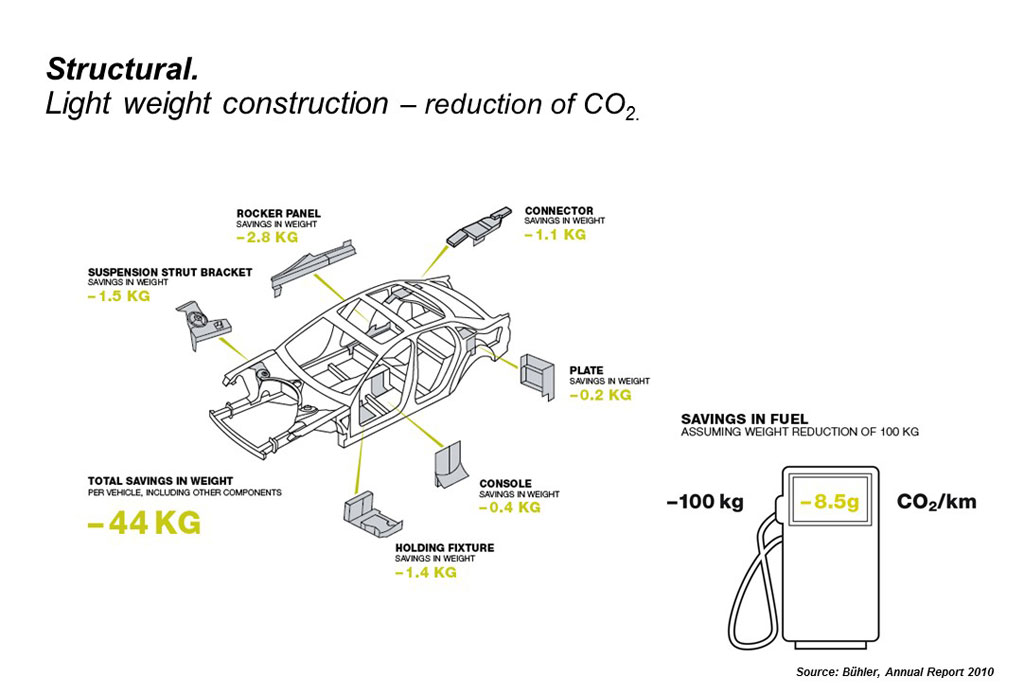
In addition to substituting heavy materials such as steel with lighter metals, the use of structural components contributes to reducing the weight of automobiles. This makes it possible to effectively reduce fuel consumption and, as a result, CO2 emissions. However, vehicles running on gasoline or diesel are not the only ones to benefit from the light construction; electric or hybrid vehicles also benefit: batteries and additional drive elements such as electric motors increase the weight. This can be compensated for by the strict use of light construction for the bodies of the vehicles. Structural components made of die cast aluminum provide additional options. They play an ever-increasing key role in the construction of new vehicles now and in the future.
Difficult Challenges
The requirements placed on such components are high: particularly in the area of support structures and vehicle bodies, they have to withstand highly dynamic stresses and meet the strict requirements of the vehicle manufacturers in terms of crash safety and joining technology. This requires a consistent, high-level uniform process to be implemented. Only then can the good mechanical properties be reliably maintained. In addition, structural components must be easy to weld, clinch and bond. Despite strict requirements of the automotive industry, production must be cost-efficient. This means that the entire process chain of die casting must be carried out and monitored within narrow boundaries from the selection and handling of the melt through die design and casting technology to clear labeling of each individual casting.
The Right Process, the Right Plant Engineering
Structural components unify the function of many metal component parts, thereby reducing the complexity required for body construction. By integrating many components into a single casting, they continue to become larger and more complex. In order to minimize their weight, wall thicknesses have been reduced from the current 2.5 to 3 mm to less than 2.0 mm in the future and are only reinforced according to local requirements. In order to ensure reliable production of such components, having the right process run on machines and systems designed for that process is critical.
Even thinner wall thicknesses call for even shorter die filling times; even larger castings with long flow paths for the molten metal require very accurately dimensioned locking units. In order to fulfill these tasks, very efficient and highly dynamic shot ends with little scattering of the process parameters are required. Hydraulic clamping cylinders directly on the tie-bars allow for each tie-bar to be clamped individually and therefore homogenous distribution of the locking force. This results in very little flashing and very little need for post-processing. This is how stable processing conditions can be guaranteed. In addition, the unique control of the casting process in real-time ensures an extraordinarily high degree of reproducibility over the entire production process.
Air-Tight and Free of Turbulence
In order to achieve the low vacuum in the cavity that determines the component properties in die casting, die casting dies designed accordingly and a high-performance die vacuum technology are required. Wear resistance and thermal insulation of the shot sleeve are crucial: they guarantee the tightness of the vacuum system between the shot sleeve and the plunger and reduce the heat loss of the molten metal in the shot sleeve. Turbulence must be reduced for ladling metal from the dosing furnace: that is the only way to ensure that the molten metal in the shot sleeve is low in oxide and hydrogen and ready for the next die filling process.
Precision – in Post-Processing
In addition to how the material is molten and die cast, post-processing, thermal treatment and logistics of the components must also be taken into consideration. Errors made when the die releasing agent is applied, could increase porosity due to gas which would have a negative effect on the quality of the weld. For this reason, there is a clear trend for such castings toward using a minimum of die releasing agent when spraying. However, this requires that the temperature control concept be adjusted for the die inserts in order to dissipate the process energy efficiently.
The ejection and extraction of the castings in particular and the subsequent cooling has a significant effect on warping. The large-scale dimensions of structural components present a new challenge for high-volume production: trimming of components in the die casting cell requires large trimming presses and an optimized flow of material for the cast part as well as for recycled materials. A thermal treatment process that is not set correctly could lead to an increase in rejects during production since the required mechanical properties cannot be attained in a reproducible manner.
Keyword: Lost Core
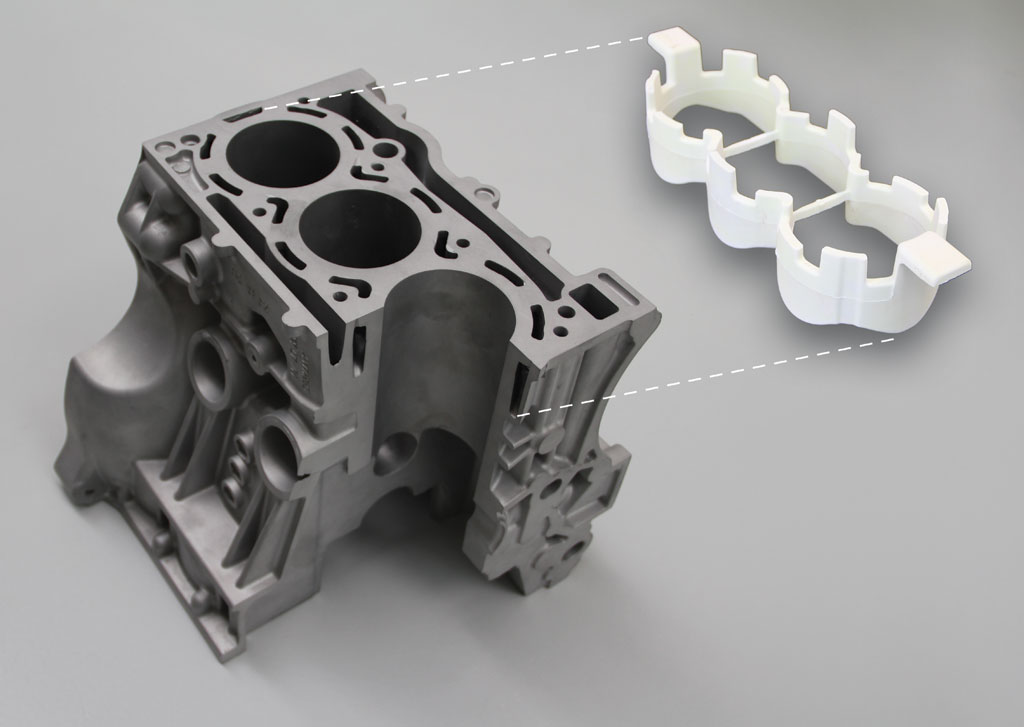
The potential for light construction has been further expanded with a process that has been advanced by pioneers for years: lost core technology. The internal design of a casting can be even more complex, and geometric undercuts can also be made. This allows for a previously unknown component design and an even higher degree of functional integration that is sought after, for example, for cylinder crankcases with closed deck construction.
In this process, the water jacket is formed with a salt core that is flushed out later with water under high pressure. The use of salt cores in a die casting machine does not pose any problems since, in contrast to sand cores, is not abrasive and does not cause any wear. This is how components from gravity and sand die casting can be substituted and produced even more economically with pressure die casting: pressure die castings are near net-shape and require fewer post-processing steps. Another advantage of the lost core technology is the excellent quality of the surface of the cast wall by the salt core, comparable to the roughness of a die cast component. That is why lost core is particularly well-suited for manufacturing components for guiding flowing media, such as water and oil.
Aluminum castings with salt recesses demonstrate very little flow resistance.
When the salt core that determines the internal shape of the component is created, the appropriate salt solution and process parameters play a crucial role. This guarantees the stability of the core while making it possible to extract the core subsequently. The die casting machine manufacturer thus becomes the technology partner who supports customers throughout the entire process: from the initial idea to the production stage from component design for the salt core application to the die and salt core concept in the die casting process.
Keyword: Improving the Efficient Use of Resources
Special attention must be paid to the use of energy and materials during die casting. The die and the gating system play a crucial role here. The melting and holding processes alone use between 50 and 70 percent of the energy required for the entire process. A lot of energy is consumed initially to melt and overheat the metal to then solidify it in the die shortly afterwards and to cool and extract the casting. The die temperature control concept plays a critical role in determining the cooling time and, consequently, the cycle time of the casting process. The classic surface cooling by spraying with water-soluble die releasing agents uses up to 50% of the entire cycle and the same in terms of energy and resources.
Reducing the Use of Materials
In turn, the design of the shot system is critical for the amount of material used. Thin-walled castings use the greatest portion of material for the gating proportionally. The material must be returned and melted down again which results in additional use of energy and, at the same time, loss of material due to slagging. Cost-effectiveness demands sophisticated gating concepts that make it possible to substantially reduce the amount of returns. Consistent optimizing at an early stage of the concept is key to sustainable, economic success. Dies used for numeric simulation and with which more precise and faster filling an solidifying simulations are created to find the right gating, ventilating and cooling systems, are continue to be developed. These methods will grow in importance along with the practical experience of the caster. In addition to the material and its solidification and casting properties, post-processing, thermal treatment and logistics of the components are also taken into consideration for the overall analysis. Knowledge of the individual process steps and how they affect costs and function should be learned through well-founded training. The only way to prevent costly mistakes is to have well-trained experts.
Keyword: Increasing Productivity
The best indicator of the productivity of a die casting cell are uptime and the efficiency of the die casting process, i.e. the number of castings produced per unit of time. However, how can we measure this as objectively as possible? The following method of measurement was recently recommended throughout the industry: the OEE «Overall Equipment Efficiency» – or in other words, the comparison between the theoretically output capacity and the actual capacity of the plant. Of particular interest is the fact that this method of calculation includes the performance of the entire die casting cell, i.e. the die casting machine and peripherals, while taking into account the factors of time, velocity and quality in a meaningful and reliable manner. The reliability and uptime of individual components is therefore less important for the output capacity of the die casting cell. It is much more determined by the weakest link and the interaction of the individual components and sub-processes of the production chain. A clear connection between all components that are relevant to the process is the key to uninterrupted and cost-efficient production.
Targeted Optimization
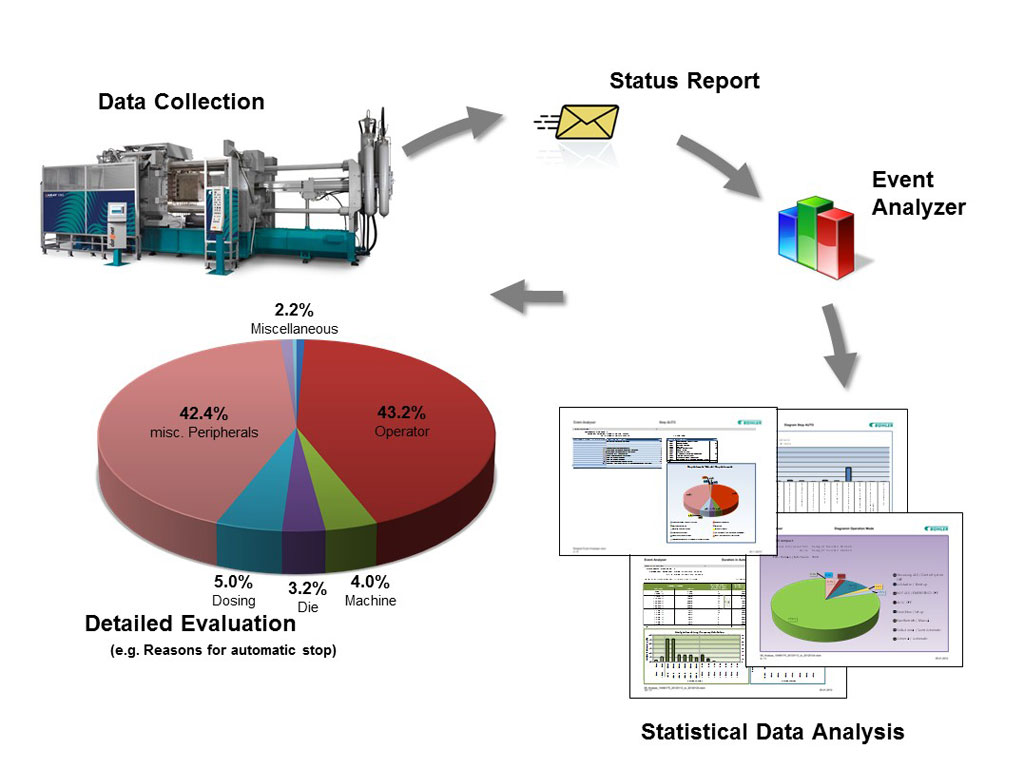
The cell control system of current die casting machine integrates all of the activities of the system peripherals throughout the process in monitoring and documenting the process. Interfaces to higher level systems make it possible to collect, analyze and safeguard all the data in a central location over the long term. Furthermore, they support the operator with a sophisticated diagnosis system in optimizing the entire die casting process and, therefore, the OEE. The control system logs important information regarding the operating status of the machine and its peripheral equipment, and any alarms that may have been sounded.
These logs should then be actively used for continuous improvement of the process and for understanding the most common sources of error. Using specialized software packages, such as e.g. the Bühler «Event Analyzer», it possible to evaluate the data as needed. Downtimes can be assigned to corresponding alarms, and any process errors can be identified. This is a key benefit to a foundry: it can increase the productivity and quality of its die casting process in a targeted manner while improving profitability.
Conclusion
The challenges of the future for die casting can be met with new innovative concepts and consistent implementation along with existing expertise. These challenges are a result of requirements for weight reduction, expanded functionality of components as well as improved resource and cost efficiency of the castings to be produced. Machine concepts and technologies are being continuously improved. However, as die casters are confronted with changing processing conditions, they need to rethink how they operate. In order to manufacture components of the highest quality in a cost-efficient manner, all measures must be coordinated individually to meet the different requirements of the component to be produced and the particular production process. As a technology company with a global presence, Bühler stands ready to invest its know-how and qualified personnel as a partner.







{kind=link}
{kind=link}
{kind=link}
{kind=link}