
Fata Aluminum, specialist in the design and construction of aluminum gravity casting and spent sand regeneration systems, has recently supplied General Motors Corporation with high production cylinder head casting cells.
The first cells were installed at the General Motors Powertrain plant in Tashkent, Uzbekistan.
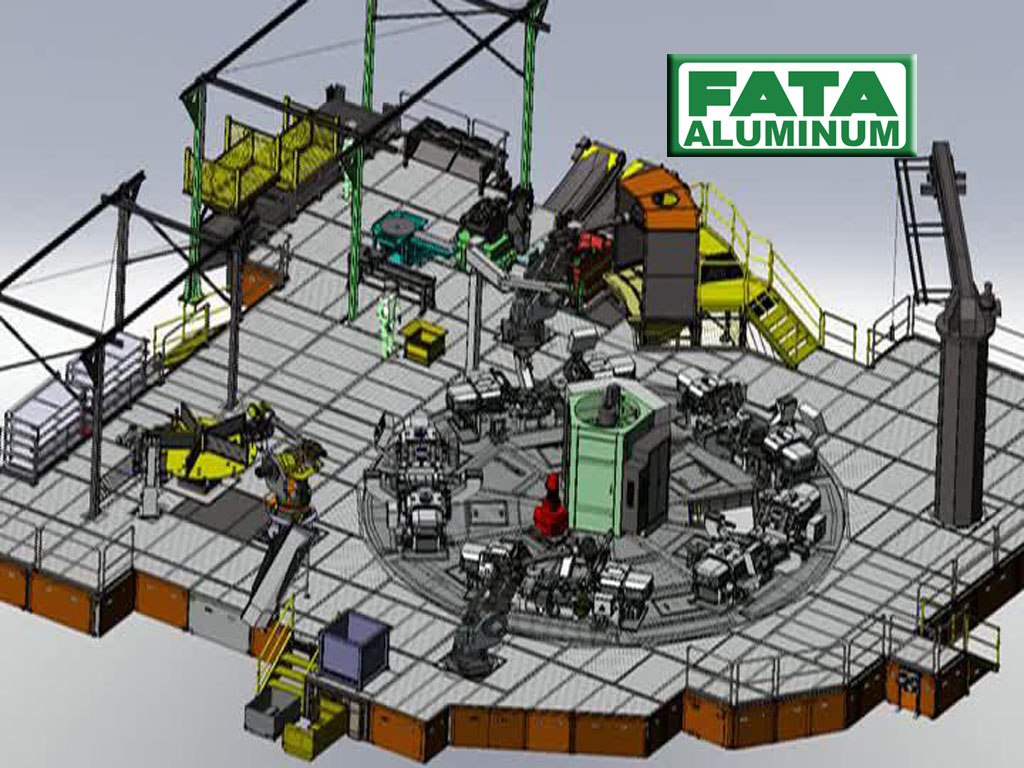
That Scope of Supply included two (2) five-bench carousels capable of producing approximately 500,000 cylinder heads annually.
These casting benches were specifically engineered with upward tilting platens to facilitate mold access when opened and to maximize cooling using a multi-circuit regulated water flow system. Each carousel includes automated robotic devices for setting cores, pouring molten aluminum alloy and unloading castings, after which the rough castings sequentially pass through ancillary equipment to break off external core sections and shear sprues and runners. After manual and visual operator checks, the castings are housed in dedicated baskets that are placed in engineered forced-air cooling garages that drop piece temperatures to a maximum temperature of 80° C.
This engineering solution give a maximally flexible system with a buffer between casting and finishing areas, thus creating two functionally separate and independent areas within the foundry.
In addition to the above casting equipment, FATA Aluminum also supplied a thermal sand regeneration system that processes spent sand for reuse in molding cores for the two carousel casting cells.
This regeneration system has a three-ton per hour (3t/h) through-put. On the input side of the system, spent core butts and pieces are dumped from metal hoppers into a sand preparation area that removes extraneous metallic pieces from the mix while breaking down the sand buts and pieces into granular spent sand suitable for thermal reprocessing. A regenerated sand cooling and classifying unit, designed with a fluidized bed having sand flowing through and over a water-cooled tube bundle, is placed immediately after the furnace outlet. The regenerated sand has an LOI of only 0.05%, and it is used 100% for core making.
This sand has a post-calcination loss of only 5% from fines entrainment and various losses, a loss which is compensated for by the addition of new sand.
The regenerated sand is then transported pneumatically to a storage silo, from which (upon request), it is sent through a controlled heating/cooling sand conditioning unit before being transported pneumatically to the core room for re-use.
The fluidized-bed furnace is equipped with an external heat exchange unit that cools down furnace exhaust while heating up fluidization and combustion air. This counterflow exchange process significantly reduces the amount and cost of gas consumed to bring the incoming spent sand to the proper calcination temperature to remove the resin-coat from the spent sand granules.
The FATA Aluminum Scope of Supply (in addition to sand-handling equipment such as bucket elevators, conveyors vibratory machinery) also includes ancillary equipment (fines and exhaust removal system and closed water-cooling circuit for the cooling/classifying unit).
A second Material Supply was delivered to the General Motors Bedford plant in the United States.
This Scope of Supply included three (3) 6-bench casting carousels producing an approximate annual total of 900,000 aluminum cylinder heads.
As for the Tashkent plant, these casting benches were specifically engineered with upward tilting platens to facilitate mold access when opened and to maximize cooling by a multi-circuit regulated water flow system.
Each carousel includes automated robotic devices for setting cores, pouring molten aluminum alloy and unloading castings, after which the castings sequentially pass through ancillary equipment to break off external core sections.
To add system flexibility when removing sprues and runners, an anthropomorphic robot carries the casting on a pre-established pathway through a fixed circular saw device. After manual and visual operator checks, the castings are housed in dedicated baskets that are then placed in engineered forced air cooling garages to drop piece temperatures to a maximum 80° C temperature.
In addition to the above casting equipment, FATA Aluminum also supplied a thermal sand regeneration system that processes spent sand for reuse in molding cores for the two carousel casting cells.
This regeneration system has a six ton per hour (6t/h) through-put. On the input side of the system, spent core butts and pieces are dumped from metal hoppers into a sand preparation area that removes extraneous metallic pieces from the mix while breaking down the sand buts and pieces into granular spent sand suitable for thermal regeneration. A regenerated sand cooling and classifying unit, designed with a fluidized bed having sand flowing through and over a water-cooled tube bundle, is placed immediately after the furnace outlet.
The regenerated sand has an LOI of only 0.05%, and it is used 100% for core making.
This sand has a post-calcination loss of only 5% from fines entrainment and various loss, a loss which is compensated by an addition of new sand. The regenerated sand is then transported pneumatically for storage in a silo, from which (upon request), it is sent through a controlled heating/cooling sand conditioner before being transported pneumatically to the core room for re-use.
Both the thermal regeneration furnace and its ancillary equipment are similarly engineered, both in construction and in Scope of Supply, as for Tashkent.
×









{kind=link}
{kind=link}