

3D printing technology is moving ahead by leaps and bounds. Whether foundries use sand molds for metal casting or plastic melt-off models for investment casting, in both cases they benefit from the many advantages of additive 3D printing processes.
For many years now, a large number of foundries have regarded sand casting molds and cores produced with a 3D printer as the standard. This technology is well established in the iron and metal casting field and is used wherever it is beneficial. While these applications primarily lie in the area of prototypes and small batches, the limits are increasingly shifting toward bigger and bigger volumes, as the performance of the 3D printing systems continues to improve.
In terms of overall costs, 3D printing is always the more economical alternative to conventional processes up to a certain batch size, since tool costs are eliminated. The smaller the batch size, the greater the cost advantage offered by voxeljet's technology. With complex geometries in particular, 3D printing is the most economical choice, even in batch sizes of several hundred units, although it cannot replace classic mold construction in large series.
The other benefits range from shorter production times to less post-processing work for the unfinished cast parts. The same essentially applies to investment casting, where 3D-printed plastic models have replaced classic wax models, which are very time-consuming and expensive to produce with injection molds.
Printed sand molds for metal casting
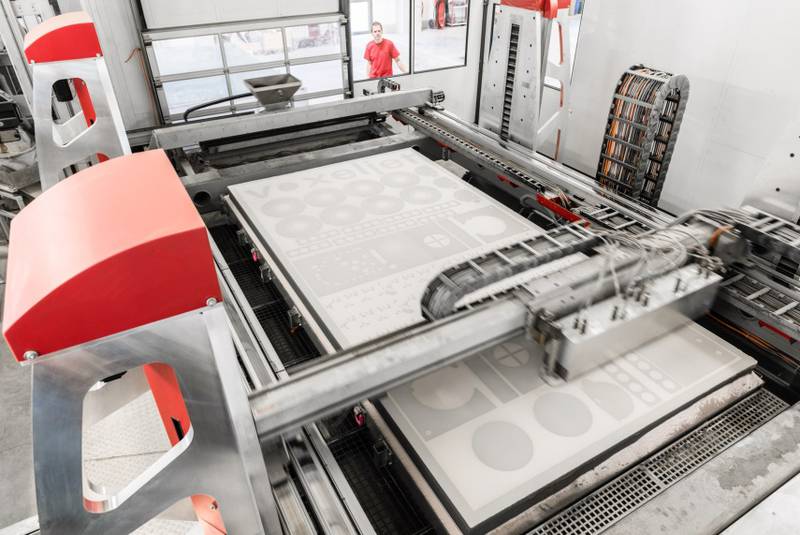
In contrast to the conventional manufacture of molds, in which the production of model plates or core boxes alone can take several weeks, 3D printing makes it possible to print even complex sand molds usually overnight or in just a few days. The molds are created without expensive mold set-ups, and are produced in a fully automated process purely based on CAD data in a layering process, in which 300-micrometer quartz sand layers are applied repeatedly and selectively glued together with a binder, using the system's print head. After the printing process is complete, the mold only has to be unpacked and cleaned of excess sand-that's all. Since the sand molds are produced directly on the basis of CAD data, they set the standard where rich detail and precision are concerned.
Along with a shorter production time, design freedom is also far less limited than in conventional manufacturing. Designs can be made true to their structure without having to watch for draft angles, separating lines or undercuts. Even molds that are modified during the testing phase can be printed immediately in accordance with the new CAD data, without time-consuming tool modifications. Moreover, gating systems can be customized individually to parameters such as casting pressure, thus avoiding turbulence and increasing quality.
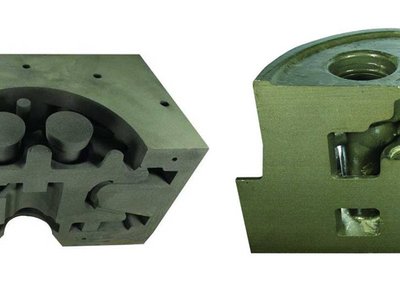
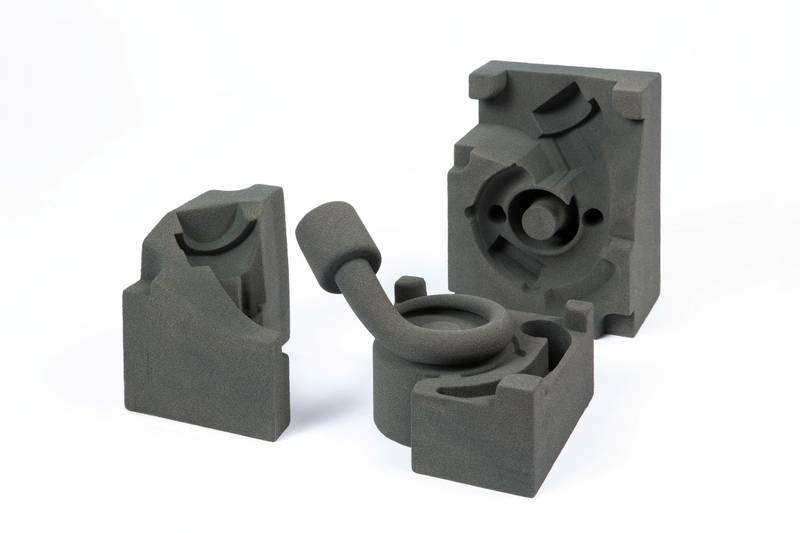
Combination of 3D-printed cores and classic mold construction
Whenever suitable, innovative foundries today rely on a combination of 3D-printed cores and molds produced with conventional methods. This approach is a good choice, among other things when producing complex cores with undercuts, which are required for impellers, for instance. The cores can be printed in the 3D printer and subsequently integrated into the conventional mold. The benefits include a smaller number of parts and a much less laborious mold construction process, since the method eliminates the time-consuming, conventional production and assembly of the complex cores and also minimizes subsequent remachining.
Another interesting alternative that experienced die-casters select with increasing frequency is to produce the time-consuming molding tools and 3D-print the sand molds in parallel. Since the printed sand molds are available immediately, initial parts can be cast for test purposes in order to optimize the tools under construction. In many instances, this variant is faster and more cost-effective than classic mold construction alone.
3D printing and classic mold construction are equal when it comes to mold stability and strength. With adjustable values between 220 and 380 N/cm2, the bending strength that can be achieved in the layering process is in the same range as the strength of cores produced with conventional methods.
High-precision melt-off models for investment casting
In addition to printing sand molds, more and more foundries also rely on models produced with the 3D printer for investment casting. This method facilitates the easy and straightforward production of wax models. Even though these models are no longer made from wax, but rather from plastic, this does not have any bearing on the subsequent process steps. The production of PMMA models in 3D printers is easy enough: they are printed exactly according to CAD data. To increase the quality of the melt-off process, the plastic models are also infiltrated with wax, which creates a particularly fine-pored and homogeneous surface.
Benefits of 3D printing for investment casting
In addition to producing models cost-effectively and without tools, the method also earns points with impressive time savings. The voxeljet service center can thus provide models in dimensions of up to 1,000 x 600 x 500 millimeters in just a few workdays. Of course, the large job box can also be used to print complete small batches in a single print job. The subsequent investment casting operations are identical whether one uses classic wax models or 3D-printed models.
Case studies
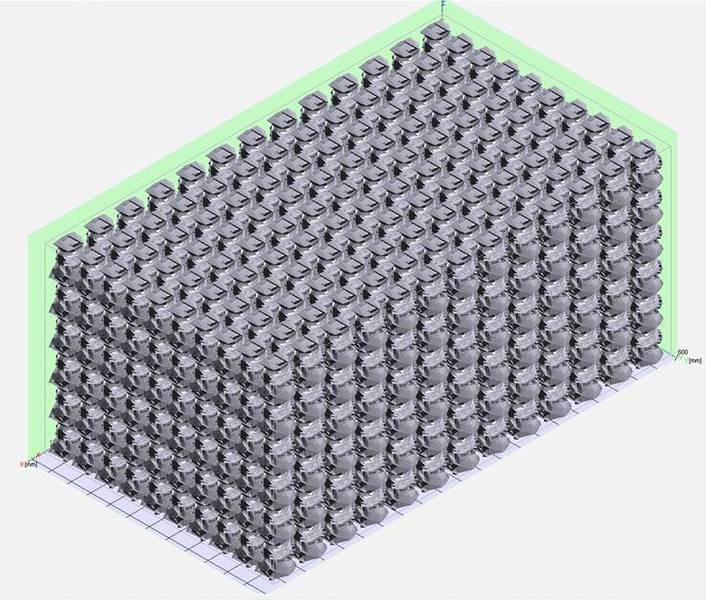
A wide range of applications, such as rapid manufacturing of two-stroke motors for chainsaws, demonstrates the performance of voxeljet printers in practice. One motor is just 78 x 76 x 59 millimeters in size. To produce the models as quickly and economically as possible, voxeljet combined 780 of these motors into a single print job in a build space whose dimensions were 1,000 x 600 x 500 millimeters. It took 23 hours to print the motors with the VX1000 high-performance printer, which corresponds to a print time of only 1.8 minutes per motor.
×










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}