

also avaible in <link _top>
Aluminium melting furnaces for die casting
Authors
Dipl.-Ing. Klaus Malpohl, Manager Development, StrikoWestofen GmbH
Dipl.-Ing. Rudolf Hillen, Development Melting Technology, StrikoWestofen GmbH
Cost factors in the melting shop
The cost situation of a foundry is largely influenced by the efficiency of the melting shop. As the non-ferrous metals processed in the melting shop are very expensive, metal loss is an important cost factor. For aluminium a metal loss of 1% of an annual melting output of 5,000 tonnes corresponds to a financial loss of more than 100,000 EUR. Given a yield of 50%, this amount must be allocated to castings weighing a total of 2,500 t. Hence the lost metal means extra costs of 5 to 10 cent per one kilo casting weight. This is a not to be neglected magnitude.
Also energy consumption may vary largely depending on the melting process used. Here not only the efficiency of the plants proper but all other factors affecting overall consumption must be considered, including all auxiliary energy sources. Likewise all maintenance-related and wear parts costs must be included in the cost considerations as well as the effort associated with the operation of the plants. Considerable cost savings can be realized, e.g. when mechanical devices capable of charging complete transport container loads are used instead of manual loading.
Another important aspect is the quality of the metal produced by the melting and holding plants, as this is a key prerequisite for a high-quality casting. The number of useful direct testing methods in the melting shop is very limited. This makes it very difficult to determine and document the quality, especially as there are no universal assessment criteria. Against this background it is vital to be able to reproduce proven procedures of the overall process as reliably as possible to guarantee a uniformly high quality of the melt. This especially refers to procedures such as checking of incoming material deliveries, “gentle” melting of the raw material, correct treatment of the metal and last but not least maintenance of the melting and holding equipment.
There is no universal answer to the question as to how the melting and holding facilities in an aluminium die casting plant should be designed. As a general rule, clear separation between melting and holding is recommendable. In the melting shop, not only solid metal in the form of ingots is melted but also the returns from the casting operation such as ingate systems overflow recesses and scrap. Mixing virgin material and returns has a positive effect on nucleation during solidification. Further tasks performed in the melting shop include the treatment of the molten metal and the holding of the melt at pouring temperature until it is being used. The following proven rule has remained valid even for today’s foundry operations: “Fuel for melting and electricity for holding.” This rule takes into account the more favourable costs of natural gas and mineral oil versus electricity and the high thermal energy demand of aluminium melting processes. Figure 1 illustrates the specific thermal energy demand for heating up, melting and superheating pure metals. For unalloyed aluminium, figure 2 shows that of all the thermal energy required about 58% are needed for heating up the charge to melting temperature and 34% for melting the charge down. Compared to these amounts, subsequent superheating to casting temperature takes up only a relatively small share of the overall heat requirement.
<link file:7504> Figure 1 Specific heat content of NF alloys | <link file:7505>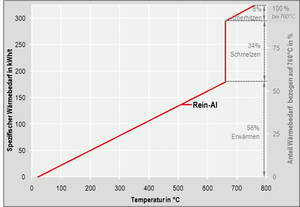 Figure 2 Heat requirement for heating up, melting and superheating pure aluminium |
If large amounts of metal are needed and a remelting shop is at a moderate distance from the foundry, the purchase of molten metal, which will be retained in holding furnaces until needed in the foundry, is a possible alternative to melting down solid metal. In this case the melting shop’s task is limited to processing the returns arising from the foundry operations. It is recommended to remelt the returns in-house and mix them with the delivered molten metal. As mentioned above, this is an attractive option not only for cost reasons: Experience from practical operation has proved that such melts have superior casting properties. Mixing the molten metal, which contains only very few nuclei, with the molten returns, which are rich in own nuclei, has a positive effect on the solidification behaviour - even in die casting. This procedure has led to reduced scrap rates.
For melting the metal ingots and the returns, aluminium die casting shops mainly use crucible or shaft furnaces.
Crucible furnaces
The advantages of crucible furnaces are their simple operation and maintenance and the low capital investment involved. With a furnace concept on the basis of crucible furnaces the foundry can also produce different alloys in small lots. There are virtually no restrictions as to the type of alloy. The melt can be treated right in the crucible and, if necessary, the alloy can be easily and quickly exchanged.
Crucible furnaces used in aluminium foundries as melting units usually have capacities of up to 1,000 kg (static type) or even up to 1,500 kg (tiltable type). The maximum melting rates of electrically heated furnaces amount to approx. 250 kg Al/h. Fuel-heated furnaces reach rates of up to 400 kg Al/h.
<link file:7506>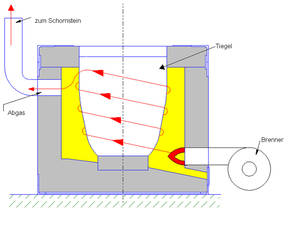 Figure 3 Schematic design of a gas-heated crucible furnace | <link file:7507> Figure 4 Electric resistance heated tiltable crucible furnace, StrikoWestofen GmbH |
Figure 3 illustrates the principle of a gas-heated crucible furnace. Due to the lateral arrangement of the fume exhaust duct into the stack, the work place is virtually free from pollutants. The crucible is equipped with a swiveling cover to save energy during holding by minimizing heat loss due to radiation from the bath surface. Crucible furnaces with the fumes being exhausted above the rim of the crucible and a hood arranged above the crucible are hardly ever in use today. A drawback of this furnace design is that the fumes come in contact with the bath, affecting negatively the quality of the melt and causing a much higher pollutant load at the work place.
Figure 4 shows a tiltable electric resistance furnace complete with the tilting device and the hydraulic system. Inside the bath the thermocouple (visible in the right top of the figure), which is used to measure and control the bath temperature, is protected by a graphite sleeve against the heat of the melt. The same design is usually used with fuel-heated furnaces.
In fuel-heated furnaces energy consumption per tonne of molten metal depends not only on the design of the furnace and the size of the crucible. Other important factors are the exact adjustment of the crucible to the size of the furnace chamber, correct tuning of the burners and the ageing condition of the crucible. Depending on the crucible size, cold-air burners consume approx. 130 – 150 m3 of gas for melting 1 t of aluminium to a temperature of 720°C. For the same task, electrically heated crucible furnaces require an energy input of some 400 kWh. In addition to these parameters, also the time needed to melt down a complete crucible charge is an important factor for the continuity of the melting operation. For example, a preheated gas-fired crucible with a capacity of 350 kg and a hot heel of approx. 20% needs about 85 minute to melt down the charge. An 800 kg crucible needs 130 minutes, i.e. the difference is moderate. Using a cold crucible may prolong the melting time by more than 50%. Electrically heated furnaces need about double the time required by gas-fired furnaces.
For larger production volumes crucible furnaces are no longer an economic option. This is mainly due to the relatively high specific energy consumption and the manual operation of the furnaces. Manual charging causes high labour costs. Moreover, only completely dry metal may be added to the charge, as moist material may lead to explosions and hazardous situations for the operators.
Shaft melting furnaces
<link file:7508>
|

Wherever exacting demands are placed on metal quality, melting rate and economy, die casting shops use shaft melting furnaces (figure 5). The melting rates start at approx. 300 kg/h and may even reach 7,000 kg/h in steps of 500 or 1,000 kg/h. According to the melting rate, provision can be made for holding capacities ranging from 500 kg to 20,000 kg in the same unit. Generally, any combinations of melting and holding capacities are feasible and realizable to suit any operating requirements. The rule of thumb here is that the size of the holding bath (in kg) should at least correspond to one to two times the melting rate (in kg/h).
The most important criteria for assessing the quality of a shaft melting furnace are:
- High metal quality, i.e. low gas pick-up and low non-metallic contamination of the melt
- Low melting loss (low metal loss due to oxidation in the furnace atmosphere)
- High thermal efficiency and low energy consumption per tonne of molten metal
- High temperature uniformity of the melt ready for tapping
- Simple and safe operation during charging and tapping
- Easy accessibility of the furnace interior. This contributes to minimized metal loss during dross removal and facilitates cleaning of the furnace (removal of build-ups on the refractory lining)
- Low maintenance requirements and long service life of the refractory lining
- High degree of automation, e.g. installation of an automatic charging system, automatic burner control system as well as bath temperature control and temperature monitoring systems
- Clearly structured visualization of the plant condition and adequate and reproducible logging and documentation
- Compliance with environmental and safety regulations, specifically concerning noise immissions, exhaust gas emissions and pollutant concentrations at the work place
<link file:7509>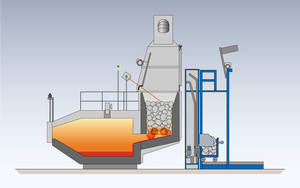 Figure 6 The thermal counter-flow principle of the shaft melting furnace guarantees optimal energy utilization and high metal quality |
Figure 6 shows the schematic design of a fuel-heated shaft-type melting furnace. Thanks to a special shaft geometry and dedicated burner technology, the process steps preheating, heating and melting are combined within one melting shaft. The metal charged in the cold condition at the top of the shaft is heated up while moving downwards inside the shaft. In the process, heat is extracted from the flue gases rising up from the melting process at the melting bridge, i.e. the shaft furnace operates according to the thermally highly efficient counter-flow principle. The heat transfer is by convection, guaranteeing an exchange of thermal energy already at low temperatures. When the metal reaches the melting bridge at the base of the shaft, it is through-heated well enough to enable high melting rates. Consequently the metal is only for a very short time subjected to the high-temperature zone and the direct impact of the burner gases. This has a positive effect on the melting loss. Explosions due to moist metal in the charge are precluded. The low-dross molten metal flows from the melting bridge into the holding chamber in a turbulent-free manner, where it is held exactly at the selected tapping temperature. Larger furnace plants are usually provided with a hydraulic tilting device (figure 5)
<link file:7510> |

tapping valve (figure 7).
The plants are automated to a high degree. The starting point of charging can be determined either directly by controlling the filling level in the furnace or indirectly by evaluation of the exhaust gas temperature. The only non-automated operation is the transport of the charge material (ingots and returns) to the charging device. This is done either by manually filled charging cars or by fork lift trucks directly into the load carrying device. Charging will then start automatically triggered by the furnace control system.
A furnace design incorporating a separate burner system for the melting shaft and for the holding area provides the basis for continuous production of molten metal within a temperature tolerance of ± 5°C. This is the basis for the flexibility needed to supply the foundry with metal in such a way that equipment utilization can be optimized.
The two-chamber furnace design consisting of a melting bridge and a separate holding bath ensures a high quality of the tapped metal. The melt is characterized by a low concentration of suspended, insoluble contaminants; the hydrogen content is below equilibrium solubility. In such shaft furnaces typical die casting alloys, such as 226, 230, 231 and 239, can be melted with a high metal yield and a metallurgical quality that easily meets the specifications of the operators. Hence this furnace type is in many cases the ideal melting unit for a die casting shop. However, it is not recommendable to melt extremely small-piece returns such as chips in a shaft furnace. The efficiency of two-chamber furnaces is also limited in operating conditions calling for low tapping rates below 150 kg/h or frequent alloy changes, especially from copper-containing to non-copper alloys and vice versa.
<link file:7511> Figure 8 Shaft melting furnaces fitted with a lateral bale-out pocket for direct metal removal, e.g. by a ladle |
These shaft melting furnaces can be designed with one or two bale-out pockets (figure 8) and are frequently used in connection with manufacturing cells. A ladle system transfers the metal from the bale-out pocket to the casting chamber. The return material arising in the cell is directly recharged into the furnace. The resulting metal quality is suitable for many series products without any additional treatment of the melt. Combining a shaft furnace with a manufacturing cell is a highly efficient solution.
Metal yield
As mentioned above, in aluminium melting the melting loss directly translates into a financial loss of the foundry. On the other hand, increasing the metal yield of the melting furnace has a positive effect on the return-on-investment period of the plant and is therefore a decisive criterion for the investment decision.
The financial equivalent of a metal loss of 1% at a melting rate of 1 t/h in a three-shift operation amounts to approx. 100,000 €/year. This calculation assumes an Al-ingot price of 2,000 €/t and an annual melting time of 5,000 h.
In order to provide the foundries with practice-proven data concerning the metal yield of a StrikoMelter® plant and be able to advise foundry operators in a highly proficient manner, StrikoWestofen has drawn up a complete metal balance taking into account the exact weight of all material inputs and outputs of the furnace. This was done with the objectives in mind to obtain reproducible data on the metal yield, come up with a comprehensive metal balance and create a reliable framework for an investment calculation.
An investigation performed in a jobbing foundry provided the results given in table 1. The obtained values underline the efficiency of this furnace type. It is to be noted that the metal loss is not determined by weighing the dross removed from the furnace but by calculating the difference between the metal fed and the metal tapped. Subsequent comparison with the dross quantity revealed that some small amount of metal was lost due to oxidation during the melting process. Overall, the investigation produced a closed and complete metal balance.
The results of investigations are only to be considered as reference values for standard alloys. In practical operation the results may be different from these values, e.g. if uninterrupted melting is not possible or the return material is of poor quality due to contaminants or high contents of oxide flakes. Another important aspect is the care exercised during dross removal. The evaluation of shift logs showed that in some cases the metal yield was up to 0.5% below that of the reference measurement. In melts made of pure ingot material this difference tends to be slightly lower, in melts with a high share of return material it is slightly higher.
Energy consumption and savings potentials
The specific energy consumption of shaft melting furnace differs largely among the various furnace concepts available on the market. Independent studies give consumption rates ranging from 580 to 900 kWh/t of aluminium [1]. As a general rule, energy consumption is influenced by the furnace size, the temperature of the melt in the bath and by the input material (alloy, lump size etc.) For the above described StrikoMelter® with ETAMAX® shaft, StrikoWestofen guarantees a specific energy consumption of 600 kWh/t for continuous operation and a melt temperature of 720°C. The figure refers to the use of ingots and bulky return material as feed stock.
To reduce the energy consumption of shaft melting furnaces the following measures should be in place or tackled:
- High degree of furnace utilization, if possible continuous melting operation
- Shaft size adapted to the feed stock. If necessary, enlargement of the shaft should be considered
- Automated charging operation
- Installation of a laser in the shaft to monitor the filling level and optimize the starting point of charging
- Installation of a shaft cover
- Control of furnace pressure (if required)
- Evaluation of the operating data
- Personnel training
It is generally recommendable to have a continuous melting operation, as any interruption of the process leads to a loss of thermal energy. Another drawback is that whenever the process is interrupted the molten metal resolidifies. When the process is resumed, the lost melting energy must be input again. Moreover, this “double melting” also promotes oxidation, and hence formation of dross, which has negative impact on the quality of the metal. Due to the varying metal demand in the foundry, it is naturally not always possible to optimally use the capacity of the furnace. In situations of low furnace utilization, use should be made of the holding capacity of the furnace. Then, while the melting operation is being suspended, the required amount of molten metal can be taken from the holding bath. During this time the furnace operates exclusively in the holding mode. Heat loss can be minimized by closing the shaft cover. Only when the bath is approx. 50% empty should a new melting campaign start, which - depending on the bath size - should run over several hours.
Material preheating is another decisive factor in optimizing energy use. The wide range of energy consumption rates of furnaces summarized in the literature under the term “shaft melting furnaces” is largely due to the difference in shaft geometries and the resulting effects on the preheating of the material in the shaft. An energy-efficient shaft furnace features a “cold” feeding zone, followed by a “warm” shaft zone, in which the material is preheated, and a melting zone in which energy density should be as high as possible. Another important precondition for a high utilization rate of the thermal energy is a uniformly charged shaft with high filling height and high packing density.
<link file:7512> Figure 9 Roller table used as a buffer for charging containers in fully automatic charging |
Charging of the shaft is usually by means of proven lifting & tilting devices. Charging should take place automatically, triggered by a sensor which reliably senses the progress of melting in the shaft. To ensure that the shaft is optimally filled at all times, the shaft cross section may be scanned by a laser beam at a suitable position below the charging device. As soon as the sensor signals that the shaft is empty at that position, the furnace control system will automatically initiate the charging process. This laser-based monitoring system detects the filling level directly in the shaft, enabling the charging process to start as early as possible, independent of the form, size and bulk density of the charge material. This approach optimally exploits the advantages of the shaft principle and achieves much better energy efficiency than indirect procedures, such as furnace temperature measurements or operation based on time control. In a typical melting shop, efficiency can be further enhanced by installing a roller table as charging device, see figure 9. Charging and furnace plant control are coordinated in such a way that handling and transport of the return and ingot material take place fully automatically. This reduces to a minimum the physical labour to be performed by the personnel. The staff becomes available for other tasks. Thus this step towards further automation also contributes to improved labour productivity.
The surface temperature of furnaces is often used as a measure for their radiation loss. However, this approach neglects heat losses via the furnace doors and losses during charging, which likewise must be taken into account. All these losses are factors that co-determine the efficiency of the furnace technology. Considerable amounts of heat escape through poorly sealed doors. If the doors located in the area of the hot melting zone must be opened for charging, each charging operation gives rise to enormous additional heat losses. Melting furnaces designed for charging the metal from above into the cold shaft zone by contrast suffer virtually no heat losses during charging. Eventually, the only measure for the energy performance of a furnace is the overall efficiency, which is obtained by multiplying the efficiency of the firing system by the efficiency of the furnace technology. Good shaft melting furnaces achieve efficiencies better than 50%.
Metal quality
Whereas in the past die casting was predominantly used for mass produced products, today the product range has been expanded to also include components which have to meet more exacting quality requirements. This is due to the development of new alloys and casting techniques for ductile, weldable and heat-treatable die castings. Examples are castings for automotive engineering applications, such as car bodies and chassis components made of aluminium.
Typical casting defects, such as oxide inclusions and porosity are often caused by insufficient quality of the molten metal. Treating the melt by purging gases has become a proven practice in aluminium foundries. The treatment is often performed at an impeller station while the melt is in the transfer ladle on its way from the melting furnace to the dosing or bale-out furnace. If this process step can be dispensed with, the advantages for the foundry are multiple. It saves on time, capital investment and last but not least on energy as, whenever a melt is treated in an impeller station, it cools down. Against this background the quality of the melt in the furnace appears in a new light. With a sufficiently good cleanliness of the melt, the melt temperature can be reduced as a result of the fact that a treatment of the bath can be dispensed with.
<link file:7513> Figure 10 Sections of three vacuum density test samples illustrate the differences in porosity for different DI values |
A simple, fast and practice-proven method for assessing the cleanliness of the melt is the vacuum density test (figure 10). It delivers the density index (DI) of the melt. This mixed parameter allows conclusions to be drawn as to both the hydrogen content and the content of inclusions of the melt, serving as an indicator for the melt’s potential proneness to casting defects. The higher the density index, the higher the risk of porosity in the casting will be.
The achievable cleanliness of the melt is influenced by the melting and holding process and by the quality of the charged material. Therefore the basis for the quality of a casting is laid as early as in the melting furnace. For standard aluminium-silicon alloys, two-chamber melting furnaces of the StrikoMelter® series typically achieve density indices of the melt between 4% and 8%. With density indices being in this range, the produced melt is in many cases die-castable without any additional treatment. Thanks to the clear separation of the holding zone from the melting zone, a high-quality melt can be achieved even when inferior grade charge material is used. The sizing of the holding bath, especially the limitation of the bath depth to less than 600 mm, and the setting of a uniform temperature by burners featuring modern regulation technology are key factors for the attainment of a high metal quality. Additionally, with a generously dimensioned bath capacity the melt can be held long enough to favourably influence its cleanliness.
Measurements at a StrikoMelter® shaft melting furnace show how an optimal melting process and efficient temperature control will translate into a high melt quality. In the transfer ladle, immediately after tapping, DI values between 4% and 5% were determined. The tapping temperature in this case was 740 °C. Such low DI values are usually entirely sufficient to transfer the melt directly to the bale-out or dosing furnace, without gas purging.
<link file:7514> Figure 11 Porous plugs installed in the bottom of the holding chamber improve the quality of the melt by gas purging |
If higher-grade castings, e.g. highly loaded ductile castings, are produced, the melt treatment may already commence in the holding bath of the melting furnace by means of porous plugs (figure 11). The main objectives pursued by inert gas purging (nitrogen or argon) is firstly to pre-clean the melt, i.e. degassing the melt at a higher rate than achievable by bath holding, and secondly to homogenize the melt. The latter also reduces energy consumption during subsequent holding. However, treatment by purging plugs installed in the bottom of the holding chamber is not recommended if the furnace is batch-charged or if the chamber must often be completely emptied. Additionally, with bath temperatures of 800°C and above – depending on certain alloying elements – the purging plug may be infiltrated by molten metal. This impairs the efficiency of purging and/or increases the consumption of purging gas.
<link file:7515> |
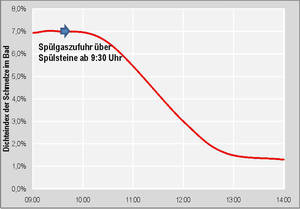
Figure 12 shows the curve of the density index of the melt in the holding bath of a two-chamber shaft melting furnace after start of inert gas injection via the purging plugs. After a period of deceleration the density index decreases continuously. With a low melt temperature of 700°C and very low contents of oxides and other solid contaminants an excellent final DI value below 1.5 % could be attained.
Chip melting furnaces
During the last few years, many foundries have heavily invested in machining equipment for reworking their castings in-house. This was and is still being done especially as a response to cater to the automotive industry’s growing demand for finish machined castings. As a result the quantities of metal chips arising in some foundries have reached dimensions which make internal recycling in the foundries an economically attractive alternative to selling the chips to external recycling plants or secondary melting shops.
Foundries generally assess the investment in a chip melting furnace under the aspect of the metal yield, as the financial bonus generated by a higher metal yield will dramatically cut the ROI period of the plant. Here it must be taken into consideration that the metal yield is determined by the specific alloy type as well as the form and condition of the chips. The higher the fine-grain fraction of the chip charge and the smaller the chip thickness, the poorer the metal yield will be. A technologically advanced chip melting system will always comprise the analysis of these critical parameters of the charge.
A melting furnace intended for remelting metal chips must integrate a chip conditioning plant, which ensures that the chips are charged into the furnace in an as dry as possible condition. Moist chips not only reduce the metal yield. They also cause fume and soot, requiring cleaning of the exhaust gases.
<link file:7516> Figure 13 Multi-chamber melting unit with additional furnace pocket at the side for rapid melting of metal chips | <link file:7517>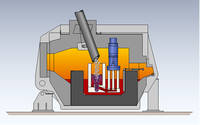 Figure 14 During chip remelting the circulation pump and a dedicated refractory block ensure a high metal yield | <link file:7518> Figure 15 Minimum formation of dross thanks to sophisticated chip remelting technology |
In principle chips can also be melted in induction crucible furnaces. Here the heavy, partly vertical, agitation of the bath has the effect that the chips easily submerge below the bath surface. This is an indispensible precondition for low melting loss. As an alternative option, gas-heated multi-chamber furnaces have been developed featuring a holding chamber with an additional furnace pocket (open fore-hearth) for adding the metal chips. Figure 13 shows a system equipped with a circulation pump and a dedicated refractory block for melting metal chips. The refractory block and pump form an integrated unit. The pump sucks the metal out of the holding chamber of the furnace and pumps it into the block (figure 14). The pump is fitted on a steel structure. This makes it easy for the personnel to lift it out of the bath for maintenance or cleaning. In the downstream block a vortex is created, which quickly draws the chips below the metal surface, melting them under exclusion of air - as known from submerged melting. The circulating metal leads to quick thermal and chemical homogenization of the melt. The continuous movement of the melt has the positive effects that the process of heating up the melt to the required temperature consumes less energy and the tapping temperature of the melt is characterized by high uniformity. This system achieves metal yields better than 98%. These values are based on comprehensive performance measurements performed at various chip melting furnaces. The form and properties of the chips – in this case mainly turnings - as well as the alloys were well suited for remelting. At the end of the melting campaign, the amount of surface dross in the bath chamber was very low (figure 15). This dross can be easily removed through the cleaning door. The residual metal is treated by drossing flux added in small quantities. This creates dross of relatively dry condition, which is removed via the furnace well.
<link file:7519> Figures 16 a and b Combination melter for ingot and return material as well as metal chips |
In multi-chamber furnaces of advanced design metal chips can be melted along with ingot and return material. A possible solution is a shaft melting furnace additionally fitted with a chip charging pocket (figure 16). This combination furnace has the advantage of low specific energy consumption and provides the possibility of combining all alloy production processes in one melting unit, with a small overall footprint. If chips of different alloys or moist chips are to be melted, they should not be mixed into a single holding chamber as it negatively affects the metal quality. In this case it is recommended to melt the chips separately.
Operational furnace management
During the last few years, raw material prices have been on a constant rise. The current slump is not likely to remain for too long. This applies to both metals and energy. The limited availability of these resources and the growing demand will make the cost situation increasingly acute in the long run. This can only be counteracted by increasing the efficiency of raw material and energy use. In metal melting operations this primarily means that the metal yield must be increased and energy consumption decreased.
Efficient melting plant management is only possible if suitable information is available as to the performance of the melting plants. The required data are captured and provided by the furnace control system. It logs furnace operation data, equipment utilization as well as metal and energy consumption figures. Then it is up to the production management to analyze and evaluate the process data.
<link file:7520>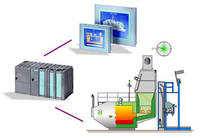 Figure 17 Modern furnace control system with operator panel and process data acquisition | <link file:7521>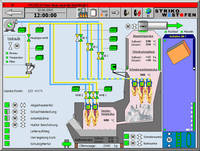 Figure 18 High-resolution graphics enable clearly structured visualization of the furnace and the process data | <link file:7522> Figure 19 Example of a shift log including all important facts and energy consumption figures |
Modern furnace control systems capture, visualize and store process-relevant data. The operating panel acts as the interface between the human operator and the machine (figure 17). Operation is menu-driven. Current process data are visualized in a clear structure and by self-explanatory illustrations on a colour screen (figure 18). Pop-up sub-menus can be opened for viewing further details. Information about the current furnace state and even current shift logs can be called up at any time at the push of a button (figure 19). If the data are logged and stored on a removal storage medium, they can be transferred by a hardware medium to a customer’s PC. Alternatively, the data logs can be transmitted from the field to the management level via Ethernet. However, efficient furnace management does not need a vast flood of data but a clearly structured presentation of the process data which qualifies for a comparable analysis. Therefore the external evaluation of the data is made using standard spreadsheet software. A specifically programmed, dedicated application is provided by the furnace manufacturer. As a minimum standard, furnace logs must include data about operating modes and operating times as well as temperature curves and message archives relevant for quality assurance. If the furnace is equipped with a weighing cell, the amounts fed and removed including the amounts removed during cleaning can be compiled. The data are complemented by evaluations of fuel consumption figures. A complete data log hence contains average energy consumptions, consumptions by operating modes and the specific energy consumption, i.e. relative to the melting rate. For a clear overview it may be useful to output shift logs or evaluations by days, weeks, months or years. The logs can be tailored to individual customer requests.
Thus the production management has on hand an efficient instrument to capture resource performance data and compare these with data from the past. This knowledge enables conclusions to be drawn as to the operation and condition of the furnace plant. This forms the basis for initiating targeted organizational or technical improvement measures capable of exploiting available resources in the best possible way and increasing the efficiency of production.
<link http: www.strikowestofen.com _blank>
<link _blank>Click here for more Information and Contact to StrikoWestofen GmbH in our Suppliers Profile

