The inorganic binder technology INOTEC from ASK Chemicals has established itself over the past 10 years as a productive and alternative core manufacturing procedure in serial casting production processes, especially in the segments of aluminium cylinder heads, crankcases and suspension parts by low pressure die casting and gravity casting applications. This odourless and emission-free core production is also characterised by very low cleaning and maintenance efforts for machines and tools. These ecological advantages are strongly linked to economic and technological benefits as an increased permanent mould availability leads to a general increase in productivity and increased mechanical component strength as permanent mould temperatures are reduced. In order to profitably deploy this technology and its ecological, economic and technological advantages, expertise and specialised knowledge of materials and processes are required.
"INOTEC technology has established itself as a productive core manufacturing procedure for the serial production of lightmetal castings by low-pressure die casting and gravity casting applications."
-Dr. Christian Appelt, Global Incubator Business Manager Inorganics at ASK Chemicals.
The initial motivation for the introduction of inorganic binder systems into the foundry industry was themed by "emission-free casting processes" and is based on the absence of harmful volatile compounds and emissions during the core production, core storage and casting processes, which ultimately results in the elimination of air treatment systems. The drastically reduced cleaning and maintenance effort for the permanent moulds is based on the inorganic nature of the INOTEC technology, since the formation of condensates and pyrolysis products during the casting processes is not observed. The absence of these condensates also allows a faster casting solidification due to reduced permanent mould temperatures, which in turn contributes to the mechanical strength of the metallurgical structures. Thus, the ecological advantages of this technology are in line with economic and technological factors.
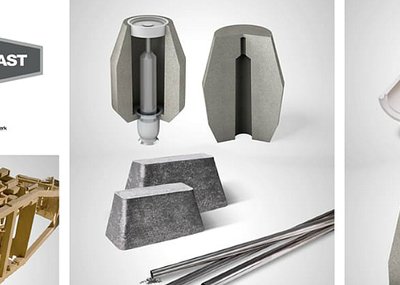
The INOTEC technology is described as a two-component binder system: Component 1 forms the liquid INOTEC binder, which can be described as a modified alkali silicate solution and influences specific sand core properties during the production (final strength, flowability); Component 2 is the powdered INOTEC promoter, which is a mixture of synthetic and natural raw materials based on a completely inorganic product composition (Fig. 1).
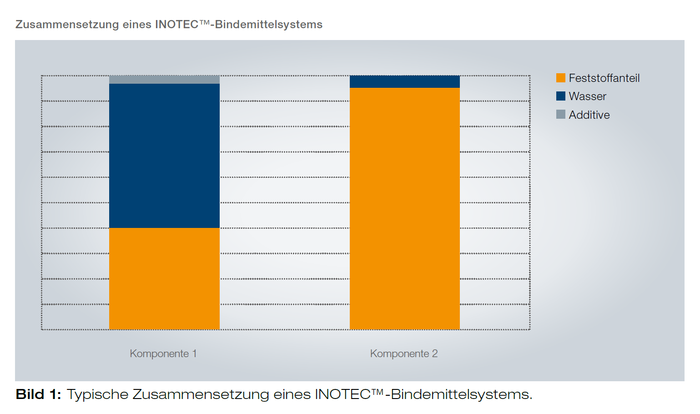
Figure 1. Typical composition of an INOTECTM binder system.
Through the use of the INOTEC promoter, primarily mechanical and thermophysical parameters of the sand core are influenced during the production process (immediate strength, flowability), but in particular during the casting processes, resulting in castings of high dimensional accuracy and best surface quality.
INOTEC binder system with balanced viscosity and particulate structure of the promoter
The INOTEC binder contains an active solids content between 35 and 55 percent on the basis of an aqueous solution. The macroscopic parameter “viscosity” is thereby influenced by this active solid content as well as by its adjusted reactivity, whereby the viscosity meets all requirements during the mixing and core production processes, e.g. wetting behaviour/coating of the sand grain surface and flowability at productive cycle times. The INOTEC promoter contains over 99.8 percent solids. The particulate, i.e. powdery, structure of the promoter is essential to enable the incorporation of network-forming constituents and to act as filler for increasing the flowability of the moulding mixture and increasing the sand core packing density.
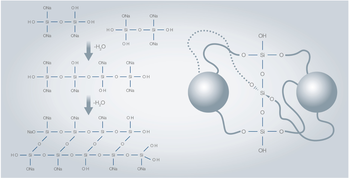
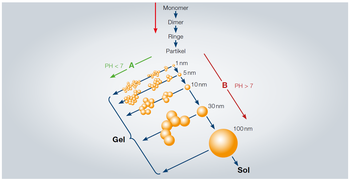
Figure 2. Polycondensation reaction, schematic description of the sol-gel process and incorporation of network-forming components of the INOTEC promoter.
The core production is characterised by a physical-chemical curing mechanism. The introduction and supply of thermal energy from heated steel tools and dehumidified, heated compressed air leads to the evaporation of the free solvent water and simultaneously initiates a chemical polycondensation reaction with the formation of a three-dimensional silicate network which characterises the actual strength composite in the sand core (Figure 2). Simultaneously, specific raw materials of the INOTEC promoter are linked to the free, non-condensed, OH groups of the three-dimensional silicate structure via a surface reaction and can thus specifically influence the mechanical and thermal properties of the sand core. The binder bridge formed after core production has a gel structure and, depending on the cross-section and volume of the sand core and energy input during core manufacture, contains a defined amount of residual water. If this residual water is expelled by further introducing thermal energy, the binder bridge loses its binding gel structure and embrittles, resulting in sandy core surfaces and core fracture.
The material properties of the INOTEC technology thus define the process windows and the technical prerequisites for production: robust and productive process flows can be effectively ensured by suitable control and quality assurance measures.
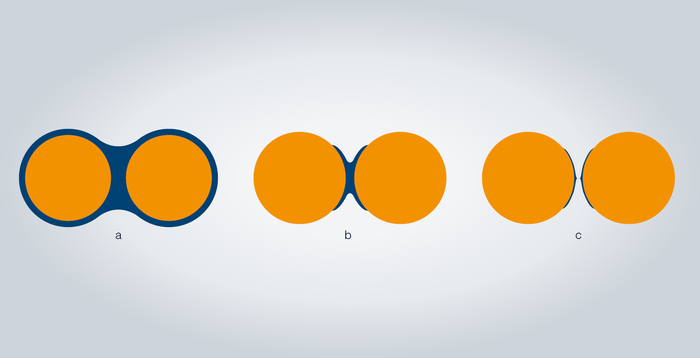
Figure 3. a) Homogeneous distribution of the INOTEC binder system in the moulding mixture; b) binder bridge with gel structure; c) destroyed binder bridge through dehydration and embrittlement.
Process requirements: from the incoming goods to the deployment of the inorganically-bonded sand cores in the casting process
In addition to casting surface roughness requirements, the silica sand qualities commonly used for inorganic core production have to fulfil specific chemical and physical properties (Fig. 4): a high chemical purity of > 99 % SiO2 ensures a high binder compatibility, whereby impurities such as clay or lime lead to reduced strength properties of the sand cores; the particle size and the fine-grain fraction significantly alter the gas permeability of the sand cores, so that cycle time extensions or productivity losses occur with fine silica sand qualities and voluminous core geometries. Above all, acidic silica sands with a pH value < 6.5 generally lead to shortened sand benchlife.
Base mould material: Silica sand (96 – 97% of the sand core)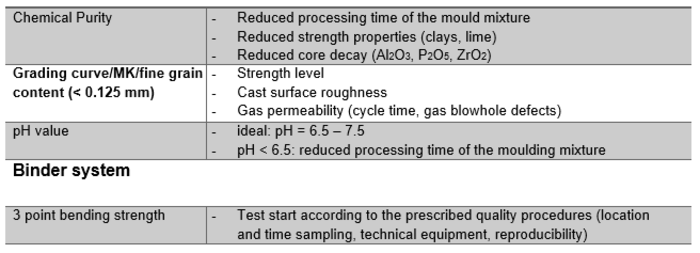
Figure 4. Chemical and physical requirements for quartz sand qualities.
For this reason, the definition of relevant specification limits and areas of action for non-specification-compliant analytical data of the incoming goods control of the base mould material as well as the documentation of the results for statistical evaluation (depth of experience) are of paramount importance. The compatibility of the INOTEC binder system with the specific sand supplies is practically tested by determining the 3-point bending strength according to prescribed quality procedures (location and time of sampling, technical equipment, reproducibility). In the preparation of the moulding mixture, the dosing accuracy of the technical systems and the feed sequence of the binder system components are decisive as a prerequisite for a homogeneous moulding composition. Factors such as batch size, time, speed of rotation and the horizontal and vertical arrangement of the mixing unit influence the homogeneity of the moulding mixture. Maintaining a cleaning matrix for dosing and mixing units is essential to operate a productive inorganic core production.
The cavity filling processes of the core box are essentially ensured by technical prerequisites (diameter and arrangement of the shooting nozzles and venting systems, shooting pressure) and by the flowability of the moulding mixture which can be influenced selecting specific INOTEC binder systems. Due to the physical-chemical curing mechanism of the INOTEC technology, the provision of thermal energy as a third binder system component is crucial during core fabrication and curing. Continuous process control of the contour temperature of the core box and of the compressed air parameters (pressure, temperature) when entering the core box is recommended, since the edge husk formation ("mechanical support stocking") and the complete hardening of the moulding mixture is directly influenced. In the process, the underlying curing mechanism of INOTEC technology results in a cross-section and volume-dependent strength development and volume-dependent cycle times.
The storage stability of inorganic-bonded sand cores is limited due to the reversibility of the binder bridge formation in the case of high temperatures and high absolute humidity, so that usually climate-controlled core storage facilities are deployed. The equilibrium between the temperature and humidity (moisture content) of the sand core and the ambient air is the driving force of the moisture absorption (Figs. 5 and 6). Here too, the selection of specific INOTEC binder systems can ensure sufficient and stable storage stability even at high absolutely humidity.
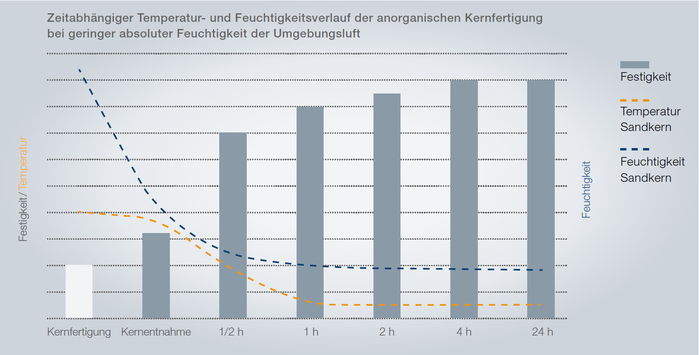
Figure 5. Temperature and moisture content curves of INOTEC-bonded sand cores at low humidity.
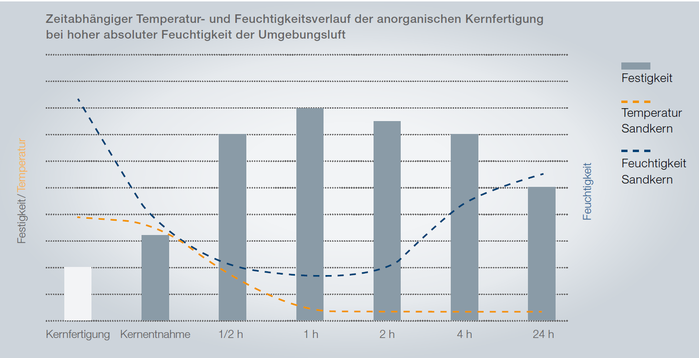
Figure 6. Temperature and moisture content curves of INOTEC-bonded sand cores at high humidity.
The filling of the liquid aluminium melt during the casting process produces a thermal energy input and causes an equilibrium shift in the inorganic-bonded sand core with the release of free residual solvent water and chemically bound water of the free Si-OH groups of the 3D silicate network. Therefore, the gas permeability of the sand cores and the geometry and position of the sand core in the permanent mould and the orientation of the core prints ensure a successful core gas venting.
Finally, the breadth of the process window of inorganic core production has been significantly reduced compared to organic core production processes. Suitable technical measures, taking into account the INOTEC material properties, and specific control and quality measures can accompany and ensure stable and productive processes of inorganic core production.
Further information is available at: <link http: www.ask-chemicals.com external-link-new-window internal link in current>www.ask-chemicals.com