
Acylinder head weighing several tonnes was produced at MAN B&W Diesel AG in Augsburg in record time, confirming the usefulness of the newest mold production technologies.
Purpose: To complete a prototype of a large diesel cylinder head in 2 weeks.
A company presentation by MAN B&W Diesel AG states as follows: "Diesel engines consist of 70% to 80% cast components, therefore our foundry is mainly concerned with the production of these components at the required quality and market-appropriate prices." MAN B&W Diesel AG Augsburg is measuring its performance by this requirement as part of its daily operations. But is it also possible to produce a large diesel cylinder head in two weeks?
Challenge: Very large model with many undercut.
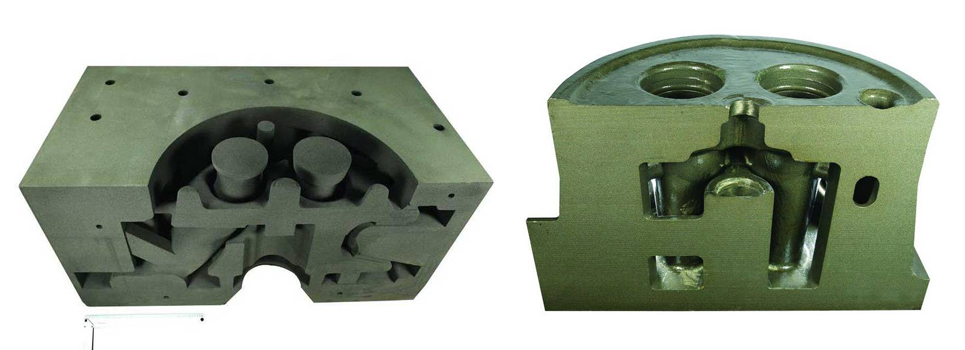
In contrast to a conventional mold structure, which consists of a top and bottom box as well as 19 cores, seven of which featuring different geometries, the mold was merely divided in half. The two halves of the mold contained the deadheads, feeder heads and the downsprue. To ensure that chills could continue to be placed on the combustion space side, the front cover was separated from the mold and implemented in a conventional manner using core boxes.
Solution:Mold parting for cylinder head.
The molding material consisted of sand with an average grain size of 190 µm, which was processed at a layer height of 0.4 mm. The system required about 28 hours to build one half of the mold with the external dimensions 1460 x 741 x 600 mm. Despite the presence of massive undercuts, it was relatively easy to clean the mold.
Save transport:
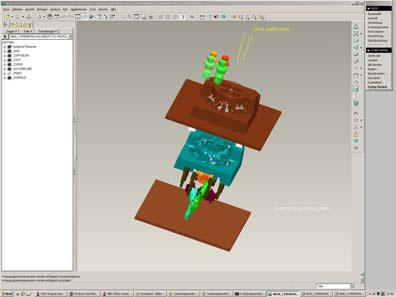
A variety of precautions were taken during the mold design process to ensure the safe handling and transport of the molded parts: For example, each half featured continuous longitudinal bores for attaching the turnover boards. Similarly, the freely suspended inlet and outlet cores were built with back braces, which could easily be removed at MAN B&W. Not least, the good stability of the molded parts also ensured that no transport damages occurred during the entire project.
The whole process only took four days after the data was transmitted. The material EN-GJS 400-15 was cast at 1360 °C. The first cast could be performed after almost two weeks.
<link http: www.foundry-planet.com fileadmin redakteur material news_material _top external-link-new-window external link in new>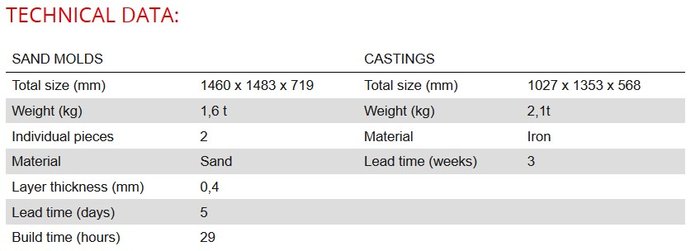










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}