

Brake disc production at SHW
A broad spectrum of brake discs are manufactured at SHW Automotive GmbH (Ludwigstal plant) in Tuttlingen. Both unfinished casting brake discs for the original equipment of leading automobile manufacturers (e.g. Porsche, VW, Audi, BMW, Lamborghini, Bentley, Brembo etc.) as well as installation-ready brake discs for vehicle assembly and the replacement parts market are produced. The manufacture of composite material brake discs represents a further product branch.
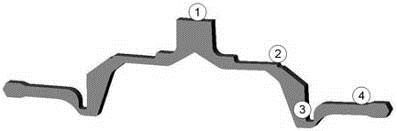
The inorganic binder system Inotec was evaluated in comparison with the series production binder polyurethane Cold Box using a special test brake disc (Figure 1). The material quality of this internally ventilated brake disc involves a modified ENGJL-200. This model was selected on account of its cast part geometry or resultant core geometry (Figure 2).
The thin cross-section (4 mm) at the transition from the "pot" of the brake disc toward the cooling ducts poses significant challenges for the core or core binder system. Tensile loads that the transition must be able to withstand result are caused by the cooling ducts and the core mark in the external diameter, both resulting from handling during core production and the casting process.
The Inotec core binder system
The inorganic binding agent Inotec consists of a modified silicate binder solution and mineral additives (“promoters”). The hardening of the cores is a combination of a drying process and a cross-linking reaction initiated by heat. This is achieved by the use of heated tooling and the passage of hot air through the core.
The sand cores used should be coated to improve the cast surface. It goes without saying that an inorganic core binder system is treated with water-based coating so that no emissions are released through the use of alcohol-based coatings. The 4mm cross section (see above) at the transition to the cooling ducts poses a particular challenge with respect to the water-based coating stability of the inorganically bonded sand cores. Based on the production process at SHW, the cores are used in a Disamatic molding system with vertically split molds . The parameters of the inorganic core production with Inotec binding agent are coordinated in line with the core geometry, the coating process, the mold system and the material.
Examinations
Preliminary tests
The bachelor’s thesis, upon which this article is based, began by evaluating production parameters for the manufacture of coating-stable Intec cores with sufficient strength. The tests were carried out on a hot-box core machine as this provided a similar production technique. Here the tools and their venting were adapted correspondingly in order to achieve an optimum core compaction. Furthermore, the cycle time and temperature of the tools were examined, various binder and promoter combinations analyzed and a suitable coating was produced. The cores were dried after the coating. A continuous drying oven with a temperature of 150°C was used for this. Figure 3 shows a coated Inotec sand core. The cores were then cast.
The following sections will now discuss individual test characteristics (Figure 4), enabling us to make a direct comparison between brake discs manufactured with Inotec cores and brake discs manufactured in series production with polyurethane Cold Box cores.
Behavior during casting
This examination involves a purely visual evaluation of the behavior during casting. Above all, the development of smoke and core gases is crucial here.
Figure 5a shows the behavior of cores bound with polyurethane Cold Box during casting. The casting temperature is 1370°C. The burning-off of casting gases from the overflow is clearly discernible. The reason for this flame is primarily the organic elements contained in the core on which the binder system is based.
The behavior of Inotec-bound cores is shown in Figure 5b. Owing to the water glass binder system, the core gases are not burnt off here, as is to be expected. Therefore this has a positive effect on the level to which employees are subject to emissions and odors.
SYNOPSIS:
Owing to the continually increasing requirements regarding emissions and environmental pollution as well as energy and materials costs, foundries have to assert themselves in the face of ever-increasing international and national competition. Innovations to acheive more economical casting production are of paramount importance here, particularly in the choice of core manufacture process and its optimization.
Inorganic binders have already become successfully established for core production in light metal casting, where they represent an economic alternative to the current cold-box binding agents. The use of inorganic binders and the associated reduction in emission and condensates allows cost reductions to be achieved in the area of air treatment and associated maintenance.
As part of a bachelor’s thesis, the inorganic core binder system Inotec from ASK Chemicals GmbH, Hilden, was used at SHW Automotive GmbH, Tuttlingen, in the manufacture of brake discs from cast iron and the process was evaluated in comparison with the normal production process.
Core removal / Cleaning capacity
A continuous blasting system is located downstream of the cooling drum integrated in the production process. This facility features automatic material flow monitoring, which allows the blasting abrasive throughput to be adjusted. A round grain of low-carbon cast steel is used as a blasting abrasive.
The duration of the blasting process depends on the material throughput, the set rotational speed of the steel drum and the blasting intensity. The last two parameters are kept constant in the series production process by means of “blasting programs”.
The discs removed after the blasting exhibit the same clean surfaces. Figure 6 shows a brake disc produced with Inotec cores.
Wedge compression testing
The wedge compression strength is determined using a cast sample (Figure 7), which is placed under load between two opposing hardened steel wedges until fracture occurs (in accordance with VDG Information Sheet P340).
The result from the comparison of the two core binder systems with respect to the wedge compression strength of the cast sample does not reveal any significant differences (Figure 8). The difference between the measured values is fully within the measuring tolerance, which also explains the charted standard deviation.
The wedge compression strength is generally directly and linearly proportional to the tensile strength. This is dependent on sufficiently brittle characteristics of the material as well as a modified wedge and sample geometry. The wedge compression test is used for indirectly determining the tensile strength of brittle materials, especially gray cast iron.
The relation between wedge compression strength and tensile strength is expressed in such a way that the tensile strength Rm is calculated from the wedge compression strength RmK according to the general linear equation Rm = a + b ⋅ RmK. The following applies for the slices with a sample thickness of 6 mm used here: Rm = -75.5 + 1.9 ⋅ Rmk, whereby the residual scatter sR is 15 N/mm².
„ If these results are expressed according to the conversion outlined, the result is mechanical characteristic values (Figure 9) that can be roughly assigned to an EN-GJL-150 to EN-GJL-200.
Surface hardness
The surface hardness was measured using the Brinell method according to DIN EN ISO 6506-1. The measurement was performed on the pot surface of the brake disc at three positions offset by 120° to each other. A carbide ball (5 mm diameter) was used for the testing. The applied load is 750 kp (= 7.355 kN) with a reaction time of 10 s to 15 s.
Figure 10 Clearly shows that the surface hardness of the cast part produced with the Inotec core binder system and the cast part manufactured in series production with the polyurethane Cold Box method do not differ from one another. Here again, the measured difference is within the measuring tolerance.
X-ray inspection
No structural separations, gas bubbles or other defects in the cast parts could be determined in the X-ray inspection conducted (Figure 11). The brake discs analyzed were tested both at the pot as well as along the friction ring surfaces. The examination was conducted on unfinished casting parts.
Machinability
The machining line of the test disc brake is divided into various steps and comprises stations for pre-machining, machining to the final dimensions and balancing. Machining is performed by rotary milling machines that mill the friction ring surfaces to smooth out any unevenness.
During machining of the Inotec brake discs, no change was ascertained to the entire cycle time with respect to the mechanical processing. No change to the wear characteristics of the ceramic cutters could be determined.
Crack test
The crack test of the brake discs is integrated in the machining line and functions according to the eddy current principle. No faults were verified in the test conducted. The brake discs examined did not reveal any irregularities or damage.
Structural examination
The ground samples (Figure 12) were taken from the brake discs and prepared. The structural examinations focused on the core-formed areas of the cooling duct parties. Here, differences (modification of the desired A-graphite) in brake discs that were manufactured with an Inotec- bonded core were initially apparent with respect to the graphite formation.
Refinements to the Inotec binder system and the coatings used, which are specially oriented to the GJL alloy and its solidification, enabled the result shown in Figure 13 to be achieved.
Summary
As part of a bachelor’s thesis, it was revealed that it is possible to manufacture brake disc cores using the Inotec method.
Corresponding adaptations with respect to the Inotec binding agents and coatings used were made in several series of tests. The core was produced on a hot-box core machine typical of those in use at SHW. A coating specially developed for the Inotec method was applied to the cores and the cores were then cast under series production conditions. The quality, temperature and casting speed settings of the cast iron used with lamellar graphite were the same as those during series production. The casting result corresponds to that obtained during series production. In addition, the environmental effects during the core production and the casting are an important aspect for the future.
The mechanical characteristic values determined have revealed that the properties of the brake discs that were produced with a polyurethane Cold Box or Inotec-bound core do not differ significantly. All tests carried out (behavior during casting, core removal/cleaning capacity, wedge compression test, surface hardness, X-ray inspection, machinability, crack test, structural examination), which were conducted as part of the direct comparison between Inotec and polyurethane Cold Box production at SHW, supplied similar results. It has therefore been demonstrated that the Inotec method of core production can be used for GJL and especially for brake disc manufacture.
To conclude the overall study, a comparative examination of the brake discs manufactured with polyurethane Cold Box cores and those manufactured with Inotec cores on a brake test bench is planned. The aim is to verify that the brake discs manufactured in this way meet all requirements extending to actual use.
Thanks should be extended to ASK Chemicals GmbH, Hilden, and SHW Automotive GmbH, Tuttlingen, for their support and advice for the bachelor’s thesis on which this article is based.
B. Eng. Steffen Sasse (excerpt from bachelor’s thesis) and Dipl.-Ing. Jörg Knechten, SHW Automotive GmbH, Tuttlingen, Dipl.-Ing. Jörg Brotzki, Dr. Carolin Wallenhorst and Dipl.-Ing. André Gerhards, ASK Chemicals GmbH, Hilden, Prof. Dr.-Ing. Heinz-Josef Wojtas, University of Duisburg-Essen, Duisburg
also available in <link record:tt_news:12057 internal-link>
![]()
###COMPANY_LINK### <link record:tx_browserdirectory_directory:235 internal-link>ASK Chemicals GmbH

{kind=link}
{kind=link}
{kind=link}
{kind=link}