
Anmerkung zu den Autoren:
Horst Rockenschaub ist Leiter der Versuchsgießerei am ÖGI, Thomas Pabel ist verantwortlich für die Arbeitsgruppe Werkstoffentwicklung von Nichteisenmetalllegierungen am ÖGI,Georg Geier leitet die Abteilung Computertomografie am ÖGI, Heinz Holzer leitet das Mechanische Prüflabor am ÖGI, Michael Hopfinger leitet den Einkauf für Motorteile bei KTM Sportmotorcycle GmbH.
Einleitung
Aufgrund des guten Fließ- bzw. Formfüllungsvermögens bei gleichzeitig guten mechanischen Eigenschaften ist die Legierung Al Si9Cu3(Fe) (VDS 226) die meistverwendete Aluminium-Druckgusslegierung. Überwiegend werden die Gussteile ohne Vakuumunterstützung im Kaltlammerdruckgießverfahren hergestellt und damit ist eine T6-Wärmebehandlung nicht bzw. nur eingeschränkt möglich, da die beim Druckgießen eingeschlossene Luft unweigerlich zur Blisterbildung beim Lösungsglühen führt. Die gewünschte Festigkeitssteigerung von druckgegossenen Bauteilen erfolgt bei dieser Legierung im Allgemeinen über den Mechanismus der Selbstaushärtung durch längere Lagerung bei Raumtemperatur.
Es sei an dieser Stelle bemerkt, dass die nachfolgenden Ergebnisse bzw. ableitenden Schlussfolgerungen ausschließlich für die untersuchte Legierung und damit für die in Tabelle 1 angeführte chemische Zusammensetzung gelten. Dies ist insofern von Bedeutung, da in der Norm für die Legierung Al Si9Cu3(Fe) die maßgeblich zur Aushärtung beitragenden Legierungselemente, nämlich Kupfer (Cu) und Magnesium (Mg) [[i], [ii]], breite Toleranzfelder bzw. hohe zulässige Maximalwerte aufweisen können. Es wurde daher die Legierung derart gewählt, dass diese eine „typische“ und handelsübliche Zusammensetzung aufweist.
Aushärtung von Aluminiumlegierungen
Als Ausscheidungshärtung bezeichnet man einen Vorgang, durch den es möglich ist, in bestimmten Legierungen allein durch Wärmebehandlungen Eigenschaftsänderungen herbeizuführen. Die Ausscheidungshärtung ist die wichtigste Methode zur Härtung von Legierungen, bei denen keine allotrope Umwandlung wie z.B. bei Stahl möglich ist. Dies sind die meisten Nichteisenmetalllegierungen, insbesondere Aluminiumlegierungen.
Das Phänomen der Aushärtung wurde vor ca. 100 Jahren von A. Wilm an einer AlCuMg-Legierung entdeckt [[iii]] und seitdem für unterschiedlichste Legierungstypen intensiv untersucht. Das Aushärten beruht auf Entmischungsvorgängen, die im übersättigten Mischkristall bei Raumtemperatur oder mäßig erhöhter Temperatur ablaufen [[iv]].Die Entmischungsvorgänge finden dann statt, wenn der aluminiumreiche a-Mischkristall eine mit der Temperatur abnehmende Löslichkeit für einen bestimmten Legierungsbestandteil aufweist, sie sind diffusionsgesteuert und somit von der Zeit und Temperatur abhängig.
Die festigkeitssteigernde Wirkung beruht auf der Blockade von Gitterbaufehlern, so genannten Versetzungen, die unter Belastung wandern.
Mischkristallverfestigung bei Aluminiumlegierungen
Bei Aluminium ist zur substitutionellen Mischkristallverfestigung Magnesium das effektivste Element, da der Atomradienunterschied groß ist und Aluminium eine relativ große Löslichkeit für Magnesium im festen Zustand besitzt. Auch Kupfer trägt wesentlich zur Mischkristallverfestigung und damit zur Steigerung der 0,2 %-Dehngrenze Rp0,2 bzw. der Zugfestigkeit Rm bei.
Ausscheidungsbildung und -wachstum
Da die Löslichkeit eines Mischkristalls für Fremdatome bei sinkenden Temperaturen abnimmt, müssen diese aus dem dann übersättigten Mischkristall ausgeschieden werden. Der übersättigte Mischkristall entsteht beim Druckgießen durch die rasche Erstarrung oder kann bei Sand- und Kokillenguss durch Abschrecken nach dem Lösungsglühen hergestellt werden. Der Grad der Übersättigung hängt bei Druckgussteilen vor allem von der Entformungstemperatur und der anschließenden Abkühlgeschwindigkeit ab. Der übersättigte Mischkristall ist bestrebt, seinen instabilen Zustand durch das Ausscheiden der im Überschuss gelösten Bestandteile abzubauen.
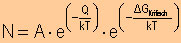
Da die Legierungsatome im Gitter wandern – d. h. diffundieren – müssen, ist die Ausscheidungsbildung von der Temperatur und der Zeit abhängig und verläuft im Allgemeinen diskontinuierlich. Herrscht zuerst noch eine regellose Verteilung der Legierungsatome vor, so sammeln sie sich bei erhöhter Temperatur an bevorzugten Gitterpositionen, wodurch es zur Bildung lokaler Überstrukturen wie Nahentmischungen, einphasige Entmischungen oder Clusterbildung kommt (Bild 1). Dadurch bleibt aber das Gitter weiterhin erhalten und verspannt. Bei ausreichender Zeit und Temperatur können im Aluminium-Mischkristall sogenannte Guinier-Preston-Zonen (GP-Zonen) entstehen, die ähnlich festigkeitssteigernd wie kohärente Ausscheidungen wirken. Bei AlCu-Legierungen wurde beobachtet, dass insbesondere Magnesium die Bildung von GP-Zonen beim Warmauslagern beschleunigt [1]. Bilden sich stattdessen intermediäre Verbindungen, so entstehen zweiphasige Entmischungen, die eine Phasengrenze aufweisen (Bild 2).
Sind die Unterschiede der Gitterparameter von Wirtsgitter und Entmischung nur gering, so bilden sich kohärente Ausscheidungen, was bedeutet, dass sie weiterhin im Gitterverbund des Wirtsgitters verbleiben und dieses weiterhin verspannen. Ist keine bzw. keine vollständige Verbindung mit dem Wirtsgitter möglich spricht man von inkohärenten bzw. teilkohärenten Ausscheidungen. Die inkohärente Ausscheidung wirkt nur mehr auf Grund ihrer eigenen Festigkeit und ist somit der wirksamste Ausscheidungstyp, da Eigenfestigkeit und Gitterverspannung zusammenwirken.
Da bei der Bildung einer inkohärenten Ausscheidung eine Phasengrenzfläche gebildet werden muss, benötigt sie mehr Energie, also höhere Temperaturen zu ihrer Bildung, als eine kohärente Ausscheidung. Bei höheren Temperaturen diffundieren auch die Legierungsatome schneller, was zu einer Vergröberung der Ausscheidungen führt.
Daraus kann abgeleitet werden, dass sich bei niedrigeren Temperaturen eher fein verteilte, kleine, kohärente Ausscheidungen bilden und bei höheren Temperaturen eher wenige dafür grobe, inkohärente Teilchen vorliegen werden [[v]].
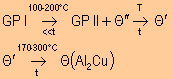
Im binären Zweistoffsystem für Aluminium-Kupfer zeigt sich die Abhängigkeit der Kupferlöslichkeit von der Temperatur. Die maximale Löslichkeit von Kupfer im Aluminium-Mischkristall fällt von 5,65 % bei 548 °C (Al-Cu-Eutektikum) auf unter 1,5 % bei 400 °C ab. Als Gleichgewichtsphase tritt die Al2Cu-Phase (Θ-Phase) auf. Bereits bei Raumtemperatur bilden sich Guinier-Preston-I-Zonen (GP I). Werden diese einphasigen Entmischungen kurzzeitig auf 100 bis 200 °C erwärmt, so lösen sie sich auf. An ihrer Stelle werden Guinier-Preston-II-Zonen (GP II) und Θ’’-Phasen, die kohärente Modifikation der Θ-Phase, gebildet. Beim Übergang zwischen GP I- zu GP II-Zonen kommt es zu einem kurzzeitigen Festigkeitsrückgang, was einen deutlichen Hinweis auf die unterschiedlichen Mechanismen zwischen Warm- und Kaltauslagerung gibt.
Wird die Legierung weiter auf Temperatur gehalten, so gehen die Θ’’-Phasen in Θ’-Phasen, der teilkohärenten Modifikation von Al2Cu, über [[vi]]. Während dieses Übergangs wird das Festigkeitsmaximum erreicht. Bei Temperaturen von 170 bis 300 °C und längeren Haltezeiten werden schlussendlich die Gleichgewichtsphasen, die Θ-Phasen, gebildet, wobei diese aber zu keinem weiteren Festigkeitsanstieg führen [[vii]].
Zusammengefasst gilt also:
Sind alle Legierungsatome bereits aus dem übersättigten Mischkristall ausgeschieden, so werden bei entsprechender Temperatur und Zeit die Ausscheidungen nach der Ostwaldreifung weiter wachsen. Dabei kommt es zu einer Vergröberung der großen Teilchen bei Auflösung der kleineren Ausscheidungen.
Wirkung der Ausscheidungen
Die Wirkung der Ausscheidung auf die Versetzungsbewegung ist im Wesentlichen von deren Festigkeit und Größe abhängig. Die zwei Grenzfälle der Interaktion mit den Versetzungen werden im Friedel-Effekt und im Orowan-Mechanismus beschrieben (Bild 3) [[viii]].
Ist das Teilchen klein und nicht zu hart, so wird es, dem Friedel-Effekt folgend, von der Versetzung unter Bildung einer Antiphasengrenze abgeschert. Im Gegensatz dazu biegt sich, nach dem Orowan-Mechanismus, die Versetzungslinie solange um das Teilchen, bis es völlig umschlossen ist und sich die Versetzung unter Zurücklassung eines Versetzungsringes um das passierte Teilchen weiterbewegen kann. Dies ist vorwiegend bei großen und härteren Ausscheidungen zu beobachten. Ist ein Teilchen kohärent, so wird es vorwiegend von der Versetzung geschnitten, während inkohärente Teilchen eher nach dem Orowan-Mechnismus umgangen werden, da die Phasengrenze zwischen Wirtsgitter und inkohärenter Ausscheidung für eine Versetzung schwer zu überwinden ist.
Ist das Abscheren der Ausscheidungen gleich wahrscheinlich wie das Umgehen, so wird die stärkste Behinderung der Versetzungsbewegung und damit die höchste Festigkeit durch Ausscheidungsbildung erreicht. Bei gleicher Teilchenart ist dies vom Durchmesser der Ausscheidungen, d. h. der Teilchengröße, abhängig (siehe Bild 4).
Zusammensetzung der untersuchten Legierung Al Si9Cu3(Fe) und Beschreibung der aushärtenden Phasen
Zu den meist verwendeten Elementen in Aluminiumlegierungen, die zur Aushärtung führen, zählen Cu, Mg, Si und Zn. Die Legierung EN AC-Al Si9Cu3(Fe) enthält laut EN 1706 als Legierungselemente 8,0 - 11,0 % Si, 2,0 – 4,0 % Cu, maximal 0,55 % Mn, 0,05 – 0,55 % Mg, ≤ 1,3 % Fe, und als zulässige Zusatzelemente ≤ 0,15 % Cr, ≤ 0,55 % Ni, ≤ 1,2 % Zn, ≤ 0,35 % Pb, ≤ 0,25 % Sn und ≤ 0,25 % Ti [[ix]]. Die für die Untersuchung verwendete Legierung liegt innerhalb dieser Toleranzen bzw. unter den angegebenen Maximalwerten der Norm, die chemische Zusammensetzung ist in Tabelle 1 angeführt.
Generell beginnt die Erstarrung von untereutektischen Legierungen, zu denen auch die Legierung Al Si9Cu3(Fe) gehört, mit der Bildung eines Dendritennetzwerkes aus a-Aluminium [[x]]. Bei weiterer Abkühlung bildet sich das (a-Al + Si) - Eutektikum und in weiterer Folge die sekundären Eutektika, in erster Linie ist hier die Bildung von Vorstadien der Al2Cu-Phase zu nennen. In weiteren Untersuchungen wird – zumindest theoretisch – über das Auftreten der Mg2Si-Phase berichtet [[xi]]. S. Zafar [[xii]] konnte dagegen selbst bei einem Mg-Gehalt von 1,13 % noch keine Mg2Si-Phasen im Gefüge nachweisen, dies wird durch die vorliegenden Untersuchungsergebnisse unterstützt. In quaternären AlSiCuMg-Legierungen mit einem Mg-Gehalt von größer 0,2 % Mg bilden sich dagegen mit höherer Wahrscheinlichkeit die Q-Phase Al4Cu2Mg8Si5 bzw. auch die S-Phase Al2CuMg aus [[xiii], [xiv]].
Neben der Bildung der metastabilen, aushärtenden Phasen aus Cu und Mg scheiden sich bei einer Warmauslagerung - nach einer vorhergehenden raschen Abschreckung - auch die Si-Partikel zahlreicher und schneller aus dem übersättigten Mischkristall aus. Unter diesen Voraussetzungen wird u. a. von Hornbogen [[xv]] berichtet, dass damit ein erheblicher Beitrag zur Aushärtung geleistet wird.
Einfluss des Begleitelementes Eisen
Zur Verhinderung des Anklebens der Gussteile an der Druckgießform wird der Legierung in der Regel Eisen beigemengt. Die erhöhten Eisengehalte führen einerseits zu polygonalen Al15(Fe,Mn)3Si2-Phasen, die vordendritisch oder voreutektisch gebildet werden bzw. kommt es auch zur Bildung von plattenförmigen, , Al5FeSi-Phasen, die im metallografischen Schliff nadelförmig erscheinen. Der Bildungszeitpunkt dieser Phase ist abhängig von der Erstarrungsgeschwindigkeit, im Allgemeinen entsteht sie aber überwiegend koeutektisch.
Generell reduzieren die Fe-hältigen Phasen die Menge des Kupfers, und damit die Menge der aushärtenden Cu-Phasen. Zudem wurde bereit von Dreyer [2] berichtet, dass der in der Matrix gelöste Anteil von Eisen eine hemmende Wirkung auf die Kaltaushärtung bewirkt. Umso wichtiger erscheint es daher, zur vollen Nutzung des Potentials der Legierung, den Eisengehalt auf das notwenige Mindestmaß zu beschränken. In der Regel reichen Eisengehalte um 0,5 bis 0,6 % aus, um eine deutliche Reduktion der Klebeneigung zu erzielen, Maximalgehalte unter 1,0 % sind anzustreben.
Die prinzipiellen Morphologien der in der Legierung Al Si9Cu3(Fe) möglichen Phasen sind in Bild 5 schematisch dargestellt bzw. ist in Bild 6 das charakteristische Gefüge der Legierung zum Vergleich angeführt.
Selbstaushärtung und resultierende Problematiken für den Gießer
Aluminium-Silizium-Gusslegierungen mit hohem Kupfergehalt (größer als 2 %) und einigen Zehntelprozent Magnesium härten an Raumtemperatur von selbst aus. Aus der Fachliteratur ist auch bekannt, dass die Legierung Al Si9Cu3(Fe) rascher und effektiver selbstaushärtbar ist, wenn sie zwischen 0,30 und 0,55 % Magnesium enthält [[xvi]]. Da der Aushärtungseffekt in erster Linie von der Abkühlgeschwindigkeit nach dem Gießen abhängt, erhält man je nach Wandstärke und Gießparameter unterschiedliche statische mechanische Gussteileigenschaften [[xvii]].
Selbstaushärtende Legierungen erreichen hohe Festigkeiten durch einfaches Lagern bei Raumtemperatur. In der vormals gültigen Aluminium-Norm DIN 1725 Teil 2 wurde diesem Umstand derart Rechnung getragen, indem eine Festigkeitsprüfung bzw. die mechanische Bearbeitung frühestens nach acht Tagen Lagerung bei Raumtemperatur vorzunehmen sind [[xviii]]. Dagegen sollten alle Richtarbeiten möglichst bald nach dem Abguss, im quasi „duktilen“ Zustand, vorgenommen werden.
In der derzeit gültigen Norm EN 1706:1998 entfiel dieser Hinweis bzw. ist einigen Gießern der Verlauf der Selbstaushärtung bzw. der Einfluss von Legierungs- und Begleitelementen bei der Legierung Al Si9Cu3(Fe) zu wenig bekannt. Dadurch kann bei Unkenntnis eine vorzeitige Prüfung bei noch nicht voll ausgehärtetem Zustand erfolgen und damit werden evtl. zu geringe statische mechanische Eigenschaften nachgewiesen. Bei ungünstiger Geometrie und zu früher mechanischer Bearbeitung können bei unvollständig ausgehärteten Gussteilen Maßinstabilitäten bzw. Maßabweichungen infolge eines Bauteilverzugs auftreten.
Keimbildungsrate von Ausscheidungsclustern
Wie bereits zuvor beschrieben, folgen die Auslagerungskurven einem bestimmten Schema: es treten temperatur- und zeitabhängige Maxima der Härte bzw. Dehngrenze auf, wobei zwischen den Härtewerten und den Werten der Dehngrenzen eine gute Korrelation besteht. Bei längeren Warmauslagerungsdauern fallen die Werte dieser Eigenschaften infolge von Überalterungsvorgängen wieder ab.
Die charakteristischen Kurvenverläufe bzw. die Hüllkurve der maximal erzielbaren Festigkeiten von druckgegossenen Proben aus der Legierung Al Si9Cu3(Fe) infolge einer Warmauslagerung bei charakteristischen Temperaturen sind schematisch in Bild 7 beschrieben.
Die fundamentalen Effekte für die Härte bzw. Dehngrenzenverläufe bzw. der Festigkeitsabfall infolge von Überalterungsvorgängen beschreibt M.H. Jacobs [[xix]] als Kombination der:
§ Legierungszusammensetzung
§ Abkühlgeschwindigkeit (Erstarrungsgeschwindigkeit beim Druckgießen)
§ Warmauslagerungstemperatur
§ Kinetik der homogenen Keimbildung
§ Wachstumsgeschwindigkeit von Clustern
§ Vergröberungsreaktionen infolge der Überalterung
§ Ausscheidungsreihenfolge bzw. Ausscheidungstransformationen
Für Druckgussteile aus der Legierung Al Si9Cu3(Fe) sind zur Bildung von inkohärenten Ausscheidungen und GP-Zonen ein rasches Abschrecken nach dem Entformen und Magnesiumgehalte von min. 0,2 % notwendig.
Das bedeutet, dass je höher die Temperatur des Gussteiles nach dem Entformen aus der Druckgussform und damit die erzielbare Temperaturdifferenz durch die Abkühlung ist bzw. je schneller die Abkühlung nach dem Ausformen erfolgt, umso größer ist das Ausscheidungspotential und damit die Keimbildungsrate von Ausscheidungsclustern.
Prinzipiell - und vereinfacht formuliert - ist die Keimbildung (Clusterbildung) von Ausscheidungen (N) durch einen doppelten Arrhenius-Ansatz
definiert und darstellbar (siehe Bild 8). Darin sind die Legierungskonstante A und die Aktivierungsenergie für die Diffusion Q enthalten. Die Kurve weist je nach Legierungstyp eine temperaturabhängige, maximale Keimbildungsrate auf. Bei Kenntnis der legierungsabhängigen Konstanten und Aktivierungsenergien kann ein optimaler Temperaturbereich für die Warmauslagerung ermittelt und gewählt werden.
Ein weiterer, wichtiger Punkt für die Festigkeitssteigerung ist die Umwandlung der Guinier-Preston-Zonen in die teilkohärenten, metastabilen Phasen Q´´ und Q´ bzw. in geringerem Ausmaß auch in die stabile Gleichgewichtsphase Q .
Untersuchungen am Transmissionselektronenmikroskop (TEM)
Die Charakterisierung der Ausscheidungen in Nanometerdimensionen erfolgte in Zusammenarbeit mit dem Zentrum für Elektronenmikroskopie der Technischen Universität Graz (zfe-felmi, www.felmi-zfe.at).
Probenausarbeitung mit fokussiertem Ionenstrahl (FIB)
Für die Untersuchungen am TEM wurden aus den Druckgussstäben mittels fokussiertem Ionenstrahl Proben mit einer Querschnittsfläche von ca. 30 µm² aus dem Aluminium-Mischkristall, ähnlich wie in Bild 9 dargestellt, entnommen.
Die zur Untersuchung notwendigen TEM-Lamellen wurden dabei durch Abtragen von Probenmaterial mit einem hochenergetischen Gallium-Ionenstrahl frei geschnitten, wie in Bild 10 schematisch dargestellt ist. Die frei geschnittenen TEM-Lamellen wurden nachfolgend auf einem Probenträger appliziert und konventionell gedünnt [[i]].
Bild 11 zeigt die auf dem Trägerwerkstoff angeheftete Lamelle, die überwiegend aus dem aluminiumreichen (a - Al)-Mischkristall besteht. Quer durch die Probe verlaufen einige eutektische Siliziumpartikel bzw. auch eisen- und manganreiche Phasen.
Unmittelbar nach dem Gießen liegt ein quasi ausscheidungsfreier, übersättigter a-Al-Mischkristall vor, was auch die Hellfeld-TEM-Aufnahme in Bild 12 zeigt. Im Gegensatz zur Kaltauslagerung werden bei höheren Temperaturen eher größere, inkohärente Ausscheidungen gebildet, da diese für die Ausbildung der Phasengrenzflächen höhere Energien als die kohärenten Ausscheidungen benötigen. Zusätzlich wird bei erhöhten Temperaturen die Diffusion beschleunigt und damit geht eine Vergröberung der Teilchen einher. Die höchsten Festigkeiten werden daher mit inkohärenten Ausscheidungen in der Größenordnung 10 bis 40 nm erwartet, da dann die Versetzungsbewegung am effektivsten behindert wird: Das Abscheren bzw. Umgehen der Ausscheidungen ist dann gleich wahrscheinlich und zudem ist die Phasengrenze der inkohärenten Ausscheidung von der Versetzung nur schwer zu überwinden – beide Mechanismen führen somit zur Festigkeitssteigerung [[ii]].
In Bild 13 ist ein solcher - durch eine Warmauslagerung bei 160 °C an Ausscheidungen reicher - Mischkristall dargestellt. Beispielhaft geht eine ca. 15 nm große, semikohärente Al2Cu-Ausscheidung aus der hochauflösenden HRTEM-Aufnahme (High Resolution TEM) in Bild 14 hervor. Einen signifikanten Beitrag liefern auch die Si-Auscheidungen aus dem Mischkristall, die in ähnlichen Größenordnungen auftreten.
Die zuvor beschriebene Behinderung der Versetzung an einem Ausscheidungspartikel wird in der TEM-Aufnahme in Bild 15 verdeutlicht und verständlich dokumentiert.
Aufgabe der Untersuchung war, eine Korrelation zwischen unterschiedlichen Auslagerungstemperaturen (Raumtemperatur, erhöhte Temperaturen) und den statischen mechanischen Eigenschaften herzustellen. Voraussetzung für die Interpretation der nachfolgenden Ergebnisse ist eine rasche und kontrollierte Abkühlung der Gussteile unmittelbar nach dem Abguss (Abschrecken im Wasserbecken), damit der übersättigte Mischkristall noch weitere, zusätzliche Ausscheidungen bilden kann.
Im vorliegenden Fall wurde die Untersuchung mit Auslagerungstemperaturen RT, 60 °C, 120 °C, 140 °C, 160 °C, 200 °C und 240 °C und Auslagerungsdauern bis zu max. 240 Stunden durchgeführt.
Für die Untersuchung, ob eine Kombination von Kalt- und Warmauslagerung sinnvoll und möglich ist, wurden nachfolgende Auslagerungszeiten und –temperaturen gewählt:
· Warmauslagerung und nachfolgende Kaltauslagerung (200 °C + 14 Tage RT)
· Kaltauslagerung 3, 7, und 14 Tage und nachfolgend Warmauslagerung bei 140, 160, 200 und 240 °C
Mathematische Berechnungen
Die GPR-Funktion: Approximation der Festigkeitsmaxima durch Warmauslagerung unmittelbar nach dem Abguss
Bei Betrachtung der gemessenen Dehngrenzen über der Zeit im logarithmischen Maßstab (Bild 16) fällt auf, dass die erreichbaren Festigkeitsmaxima in Abhängigkeit von Temperatur und Zeit einer stetigen Funktion folgen. Dabei verhalten sich die Festigkeitsmaxima verschiedener Warmauslagerungstemperaturen über der logarithmisch aufgetragenen Zeit in einem weiten Bereich nahezu linear.
Daher kann in Abhängigkeit von Auslagerungszeit die folgende empirische, als GPR-Funktion benannte, Approximation gefunden werden:

Darin ist als einzige Variable die Auslagerungsdauer t in Stunden enthalten und die GPR-Funktion erlaubt somit, eine einfache Abschätzung der maximal erzielbaren Festigkeit vorzunehmen [[i]].
Für eine exaktere Berechnung müssen die metallkundlichen Grundlagen bemüht werden, in denen mathematische Modelle für die Ausscheidungsbildung und Mischkristallverfestigung berücksichtigt werden müssen. Ein vereinfachtes aber praktisches Modell lieferten H.R. Shercliff und M.F. Ashby [[ii]], welches das Aushärtungsverhalten bei erhöhten Temperaturen von Aluminiumlegierungen beschreibt.
Mit diesem Modell ist es möglich, die Änderung der Dehngrenze einer isotherm ausgelagerten Legierung zu bestimmen und daraus den Aushärteverlauf über der Zeit abzuleiten. Folgende Einflüsse werden im Modell berücksichtigt:
§ Bildung von Ausscheidungen bei gleichzeitiger Abnahme des Anteils gelöster Teilchen in der Anfangsphase der Ausscheidung
§ Vergröberung der Ausscheidung mit fortlaufender Zeit
§ Abhängigkeit des Ausscheidungsgleichgewichts von der Auslagerungstemperatur
§ Festigkeitsbeitrag der Mischkristallhärtung
§ Festigkeitsbeitrag des Abscherens von Ausscheidungen
§ Festigkeitsbeitrag durch den Orowan-Mechanismus
Alle diese Einzelkomponenten wurden von H.R. Shercliff und M.F. Ashby modelliert und in das Gesamtmodell unter Anwendung von nahe liegenden Approximationen integriert.
Als zentralen Punkt dieses Modells beschreiben Shercliff und Ashby den Verlauf der Aushärtung unabhängig von Zeit und Temperatur durch den Parameter P:

Dabei sind die Temperatur in Kelvin (T [K] = T [°C] + 273) und die Zeit in Sekunden (t [s] = t [h] * 3600) einzusetzen.
Bei Auftragung der Dehngrenze über dem Parameter P weisen alle isothermen Auslagerungskurven denselben Verlauf auf unterschiedlichen Festigkeitsniveaus auf (Bild 17) und werden durch den Parameter P bezüglich der Maxima normiert. Dadurch wird es möglich denselben Grad an Aushärtung in verschiedene Temperaturen umzurechnen. Beispielsweise lässt sich so, bei bekanntem Festigkeitsmaximum bei 160 °C (z. B. T6-Wärmebehandlung) ermitteln, wann das Festigkeitsmaximum bei 175 °C auftritt.
Zur Ermittlung der Parameter werden für bekannte Wertepaare von Zeit und Temperatur zu einem bestimmten Auslagerungsgrad, am zweckmäßigsten verwendet man die Festigkeitsmaxima, in einem Diagramm aufgetragen. Die so erhaltenen Punkte beschreiben eine Gerade, deren Steigung den Parameter K wiedergibt (Bild 18). Für die vorliegenden Versuche kann für die Legierung Al Si9Cu3(Fe) somit geschrieben werden:

Berechnet man nun für die Maxima den P-Parameter, der wie schon erwähnt für alle Temperaturen im Maximum denselben Wert annehmen muss, so erhält man für diesen Format man nun die Gleichung in Richtung tp, der Zeit zur Erreichung des Festigkeitsmaximums, um, so kann man schreiben:

Dadurch wird es möglich die GPR-Funktion von der Zeitbasis in entsprechende Temperaturen umzurechnen.
Ergebnisse der Werkstoffprüfung
Warmauslagerung unmittelbar nach dem Abguss
Die nach EN 1706:1998 für die Legierung Al Si9Cu3(Fe)DF empfohlene Mindesthärte liegt bei 80 HB 5/250, die Zugfestigkeit wird mit 240 MPa, die Dehngrenze mit 140 MPa und die Dehnung mit kleiner 1 % in der Norm informativ angegeben.
Nach dem Abguss liegt der Werkstoff in einem „quasi“ weichen, duktilen Zustand vor. So beträgt die Härte rd. 85 HBW 5/250, die Dehngrenze beträgt rd. 90 MPa und die Zugfestigkeiten liegen bei 240 MPa. Es können Bruchdehnungen von rd. 2,5 % erwartet werden.
Je nach Magnesium- und Kupfergehalt erfolgt dann mehr oder weniger schnell die Kaltaushärtung bei Raumtemperatur. Bei mittleren Gehalten von ca. 0,3 % Mg und rd. 3 % Cu sind charakteristische Werte von Rp0,2 = 160 MPa, Rm = 260 MPa,
Oberflächenhärten um 100 HBW 5/250 und Dehnungen rund um A5d = 1 % zu erwarten [[i]].
Die ältere Norm hat den breiten Toleranzen dieser Legierung insofern Folge geleistet, als die in einem breiten Eigenschaftsprofil erzielbaren Dehngrenzen mit 140 bis 240 MPa, die Zugfestigkeiten von 240 bis 310 MPa, die Oberflächenhärten von 80 bis 120 MPa und die Dehnungen von 0,5 bis 3,0 % angegeben wurden (siehe auch Tabelle 2). D. h. jedoch, dass diese Legierung von duktil bis hochfest – je nach dem Spektrum der Zusammensetzung – vorliegen kann. Eine gezielte Optimierung der Eigenschaften ist daher sinnvoll und notwendig und wird in den Ergebnissen dieser Untersuchung dokumentiert.
Die in den Diagrammen (Bilder 19 bis 21) dargestellten Kurven zeigen die Möglichkeit der Beeinflussung der mechanischen Kennwerte über Variation der Auslagerungstemperaturen und –zeiten. Zu beachten ist in diesem Zusammenhang, dass in den Diagrammen Mittelwerte aus 3 Messungen dargestellt sind und die Streuungen (gekennzeichnet durch vertikale Fehlerbalken) insbesondere für die Härte- und Dehngrenzenmittelwerte sehr klein ausfallen. Es können daher reproduzierbare Verhältnisse bei der Herstellung der Proben bzw. Gießparameter angenommen werden.
Die Auslagerung bei 140 °C führt zu einer relativ langsamen Zunahme der Dehngrenze und Härte mit der Zeit. Wie aus Bild 21 ersichtlich, kann erst nach 5 Tagen Warmauslagerung bei 140 °C von einer Vollaushärtung ausgegangen werden. In diesem Zeitraum steigen sowohl die Härte von 100 auf 135 HBW 5/250 als auch die Dehngrenze von knapp über 90 auf 254 MPa an, was aber zugleich auch das Optimum der erzielbaren Festigkeit aus allen Versuchen bedeutet. Ein Abfall der Festigkeitswerte durch Überalterungsvorgänge tritt im untersuchten Zeitraum noch nicht auf.
Bei 160 °C werden die Maximalwerte nach 1,5 Tagen respektive 36 Stunden erzielt, wobei gegenüber den Versuchen bei 140 °C mit 134 HB 5/250 und einer maximalen Rp0,2% von 245 MPa nur marginal geringere Härtewerte und Dehngrenzen erreicht werden. Zudem tritt kaum ein Absinken der Eigenschaften bei längeren Auslagerungszeiten auf. Werden höchste Festigkeitswerte verlangt, so ist diese Variante aufgrund der deutlich kürzeren Auslagerungsdauer der 140 °C-Variante vorzuziehen.
Bei einer Warmauslagerungstemperatur von 200 °C erkennt man deutlich den Abfall der Eigenschaften nach dem Durchlaufen des Festigkeitsmaximums, welches bei knapp 210 MPa/120 HBW 5/250 und bei einer Zeitdauer von 6 Stunden liegt. Allerdings steigen die Festigkeitswerte in diesem Fall rasch auf ein hohes Niveau, und damit kann bei nicht notwendiger vollständiger Ausnutzung des Festigkeitsmaximums bereits nach 2 Stunden eine Dehngrenze von 200 MPa erreicht werden.
Werden die Gussteile bei 240 °C warm ausgelagert, wird das Maximum bereits nach kürzester Zeit - einer halben Stunde - erreicht. Die 0,2 %-Dehngrenze liegt dabei mit 180 MPa noch immer deutlich über dem Festigkeitswert, der nach 8 Tagen Kaltauslagerung (um 170 MPa) erzielt werden kann. Allerdings ist hier die genaue Kenntnis der Temperaturverteilung im Ofen unabdingbare Voraussetzung, da bereits Abweichungen von ± 5 K zu erheblichen Änderungen führen können. Ebenso gilt es in diesem Fall, die Warmauslagerungsdauer exakt – d. h. im Bereich von einigen Minuten - einzuhalten.
Bei Überschreitung der maximalen Auslagerungsdauer von einer ½ Stunde kommt es unter anderem aufgrund der Ostwald-Reifung zu einem signifikanten und sehr raschen Abfall der Festigkeitseigenschaften und einem sehr engen Prozessfenster der Wärmebehandlung: Das gilt im Allgemeinen auch, wenn man höhere Temperaturen als die Solvustemperatur oder bei Legierungen dieses Typs anhaltsweise Temperaturen von 240 °C oder höher verwendet. Zu beachten ist in diesem Zusammenhang, dass sich dann die Ausscheidungen im Bereich von Sekunden bis Minuten vergröbern und sich die metastabilen Phasen sehr schnell umwandeln können.
Gegenläufig zu den Härten und Dehngrenzen verhalten sich die Dehnungen (Bild 19). Bei 160 °C sind im Festigkeitsmaximum kaum mehr Dehnungen über 0,9 % zu erwarten, während bei 240 °C und langen Auslagerungsdauern die Dehnungen über 2,3 % ansteigen. Es zeigt sich hier ein ähnliches Verhalten, wie es auch bei Überalterungsbehandlungen des Typs T7 bekannt und charakteristisch ist, d. h. die Dehnungen nehmen bei langen Auslagerungsdauern auf Kosten der Festigkeiten wieder zu. Trotz der größeren Streuungen ist ein eindeutiger Trend zu erkennen:
Bei tiefen Auslagerungstemperaturen bzw. Temperaturen nahe der Aktivierungsenergie (100 – 140 °C) wurde bei Erreichen des Festigkeitsmaximums das Dehnungsminimum bereits durchschritten. Bei 160 °C decken sich die Zeitpunkte der Minima der Dehnungen annähernd mit den Zeitpunkten der Maxima der Festigkeitseigenschaften. Hingegen ist bei Verwendung höherer Auslagerungstemperaturen (größer als 160 °C) noch mit einem späteren Dehnungsminimum gegenüber dem Zeitpunkt des Festigkeitsmaximums zu rechnen.
Bei hohen Auslagerungstemperaturen steigen die Dehnungen nach Durchlaufen des Minimums vor allem durch den Mechanismus der Auflösung von inkohärenten Ausscheidungen wieder an.
Ergänzend sind in Bild 20 die Zugfestigkeitswerte Rm dargestellt. Wie zu erwarten, sind die Streuungen bei Dehnungen und Zugfestigkeiten um Größenordnungen höher als bei den Dehngrenzen und Härten. Kleinere und nicht zur Gänze vermeidbare Gussfehler wie Oxide und Porositäten setzen die erzielbaren Dehnungen herab, jedoch aufgrund der Elastizität muss und wird kaum ein mindernder Einfluss auf die Dehngrenze Rp0,2 vorliegen [[ii]].
Aus den Kurvenverläufen der Zugfestigkeiten in Bild 20 ist deutlich zu entnehmen, dass eine minimal erforderliche Grenztemperatur für eine thermische Aktivierung der Bildung von Ausscheidungsvorgängen für höchste Festigkeitswerte vorliegt. Das geht insbesondere aus dem Kurvenverlauf der Zugfestigkeiten bei 120 °C hervor und wurde auch durch Untersuchungen von Rometsch und Schaffer [[iii]] bestätigt bzw. durch Shercliff und Ashby wurde einer Grenztemperatur von rd. 100 °C angegeben.
Es besteht eine ausgezeichnete Korrelation zwischen den Härtewerten und den Dehngrenzen und diese dokumentiert sich in Bild 22.
Aufgrund der guten Korrelation zwischen Härte und Dehngrenze kann über die einfache und schnelle Bestimmung des Härtewertes relativ gut auf die vorliegende Festigkeit bzw. auf das Stadium der Aushärtung geschlossen werden, die Zeitpunkte der Maxima (oder auch die dazu nötigen Temperaturen) lassen sich mit der zuvor vorgestellten GPR-Funktion in guter Näherung berechnen.
Kombination von Kalt- mit Warmauslagerung
In einer Versuchsreihe wurden die Effekte der Kaltauslagerung mit nachfolgender Warmauslagerung näher untersucht und diese sind in Bild 23 für eine Warmauslagerungstemperatur von 200 °C dargestellt. Die Proben wurden 3, 7 und 14 Tage an Raumtemperatur gelagert und anschließend wurde die T5-Behandlung bei 200 °C durchgeführt. Mit dieser Wärmebehandlung soll auch der Beweis erbracht werden, dass sich - wie bereits zuvor beschrieben - bei niedrigeren Temperaturen eher fein verteilte, kleine, kohärente Ausscheidungen bilden und bei höheren Temperaturen eher wenige, dafür grobe, inkohärente Teilchen vorliegen werden und eine Kombination der beiden Ausscheidungsvarianten zu höchsten Festigkeiten im Gussteil führt [5].
So ist eine deutliche Steigerung der Dehngrenzen durch diese kombinierte Behandlung zu erzielen: Die Dehngrenze steigt zuerst von ursprünglichen 175 MPa (T1) auf 205 MPa durch die sofortige T5-Behandlung an. Durch die 3-tägige Vorauslagerung ist bei nachfolgender T5-Behandlung (T13d+T5200°C) eine Steigerung auf 242 MPa zu erzielen. Bei 7 Tagen Vorauslagerung werden 250 MPa erreicht (T17d+T5200°C).
Lässt man die Legierung vollständig kalt aushärten und führt erst dann die Wärmebehandlung durch, kann eine maximale Dehngrenze von 265 MPa realisiert werden (T1¥+T5200°C). Die Zeitpunkte der Maxima werden dabei gleichzeitig zu kürzeren Auslagerungsdauern verschoben: Während das Maximum bei reiner T5-Auslagerung erst nach 4 h erzielt wird, tritt dieses bei T1¥+T5200°C-Behandlung bereits bei 1,2 h auf – diesen Sachverhalt beschreibt die 200 °C-Isotherme in Bild 23. Die Gussteile können somit bei gezielter Kombination von Kalt- und Warmauslagerung noch früher als bei reiner T5-Behandlung aus dem Ofen entnommen werden.
Der Verlauf der Dehngrenzen bei vorangegangener vollständiger Kaltauslagerung in Abhängigkeit der nachfolgenden Warmauslagerungstemperaturen ist durch die Kurven in Bild 24 beschrieben. Die höchsten Dehngrenzen werden durch Kombination von vollständiger Kaltauslagerung und Temperaturen etwas über der Aktivierungsenergie erreicht. Eine Auslagerung bei 140 °C und einer Zeitdauer von 60 h ergibt Werte um 290 MPa. Da eine derart lange Auslagerung aber wirtschaftlich nicht relevant ist, wurden weitere Versuche bei Temperaturen von 240 °C vorgenommen. Es lassen sich dabei Werte um 225 MPa nach 20 Minuten Warmauslagerungszeit realisieren. Das Gefüge wird dabei thermisch stabilisiert und Maßänderungen bzw. Verzug treten bei später im Betrieb auftretenden geringeren Einsatztemperaturen nicht mehr auf, zudem bleibt die Dehnung noch auf hohem Niveau erhalten.
Diese Ergebnisse erlauben es nun, eine GPR-Kurvenschar durch die Maxima der Festigkeiten für die Kombination von Kalt- und Warmauslagerung zu erzeugen (Bild 25) und damit die erzielbaren Werte zu berechnen. Der Vollständigkeit halber sei an dieser Stelle erwähnt, dass die umgekehrte Vorgehensweise, d. h. zuerst 200 °C- Warmauslagerung und danach Kaltauslagerung, wie zu erwarten, keine weitere Festigkeitssteigerung nach sich zieht.
Erweiterung des Festigkeitsbereiches durch die kombinierte Kalt- und Warmauslagerung
Das Eigenschaftsfeld der Legierung Al Si9Cu3(Fe) wird bei reiner Kaltauslagerung durch das T1-Feld in Bild 26 beschrieben, worin vor allem die Cu- und Mg-Gehalte für die Steigung und die Höhe der Dehngrenze verantwortlich sind [[iv]].
Durch eine reine T5-Behandlung (Abschrecken in Wasser unmittelbar nach dem Abguss und sofortige, anschließende Warmauslagerung bei unterschiedlichen Temperaturen) wird ein zusätzliches Eigenschaftsfeld kreiert, das zu signifikant höheren Festigkeiten führt.
Die gezielte Kombination von T1 und T5 erweitert nochmals deutlich den Festigkeitsbereich, wobei bei höheren Temperaturen (200 bis 240 °C) die Maxima bei sehr kurzen Auslagerungszeiten (unter einer Stunde) erreicht werden können.
Zusammenfassung
Die vorliegende Untersuchung stellt eine Korrelation zwischen unterschiedlichen Auslagerungstemperaturen und den statischen, mechanischen Eigenschaften her. Insbesondere wurde der Einfluss von variierenden Auslagerungstemperaturen untersucht. Durch die Auslagerung bei erhöhten Temperaturen bis zu 240 °C kann die für die Selbstaushärtung benötigte Zeit von einigen Tagen signifikant verkürzt und das erzielbare Niveau der statischen mechanischen Eigenschaften erhöht werden. Durch die Kenntnis der GPR-Funktion kann eine maximale Festigkeit berechnet werden bzw. durch den Parameter P aus dem Shercliff-Ashby Modell kann bei gewählter Zeitbasis die einzustellende Auslagerungstemperatur berechnet werden.
Die Ergebnisse zeigen die Möglichkeit auf, gezielt und reproduzierbar mechanische Kennwerte von Druckgussteilen aus der Legierung Al Si9Cu3(Fe) durch eine geeignete Temperatur- und Zeitwahl bei der Warmauslagerung einzustellen bzw. zu berechnen. Bei Auslagerungstemperaturen über 200 °C können somit Wärmebehandlungszeiten von 0,5 bis 2 h ausreichen um gewünschte und hohe Festigkeitseigenschaften einzustellen.
Die vorliegenden Untersuchungsergebnisse sind auch dann hilfreich, wenn bei Gussteilen im Einsatz Betriebstemperaturen von größer 120 °C erreicht werden. Durch eine vorhergehende, sinnvolle und auf eine spätere Betriebs- oder auch Volllast-Temperaturbelastung abgestimmte Warmauslagerung wird bei gezieltem Überschreiten des Festigkeitsmaximums der Werkstoff stabilisiert und kein Duktilitätsminimum mehr durchfahren.
Das Einsatzgebiet der Legierung Al Si9Cu3(Fe) wird durch eine gezielte Warmauslagerung (T5) deutlich erweitert. Insbesondere gilt das für die hier vorgestellte Kombination von Kalt- und Warmauslagerung (T1+T5):
Alle Vorteile, wie
§ kurze Auslagerungsdauer
§ höchste Festigkeiten bei noch hohem Dehnungsniveau
§ stabilisiertes Gefüge
§ Maß- und Verzugsstabilität
§ und somit Einsatztauglichkeit bei höheren Betriebstemperaturen,
lassen sich bei vollständiger Kaltauslagerung und nachfolgender Wärmebehandlung unter Verwendung von Auslagerungstemperaturen von 180 bis 240 °C realisieren.
Die Autoren danken der Österreichischen Forschungsförderungsgesellschaft für die Unterstützung der vorliegenden Arbeit im Rahmen des Förderprogrammes Prokis04
Tabelle 1. Chemische Zusammensetzung der verwendeten Legierung
Al Si9Cu3(Fe)

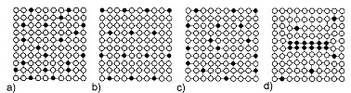
Bild 1. Mögliche Anordnungen von Fremdatomen im Substitutionsmischkristall: a) statistisch verteilt, b) Fern-, c) Nahordnung, d) Zonenbildung, aus [[i]].
Bild 2. Entmischungsreihe: a) ungeordnete Konzentration (Cluster, einphasige Entmischung), b) geordnete Konzentration (Zone), c) kohärente Ausscheidung (zweiphasige Entmischung), d) inkohärente Ausscheidung (zweiphasige Entmischung), aus [28].
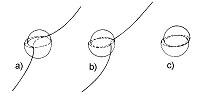

Bild 3. Schematische Darstellung des
I:Friedel-Effekts (Abscherung von Ausscheidungen)
II: Orowan-Mechanismus (Umgehen von Ausscheidungen) aus [8].
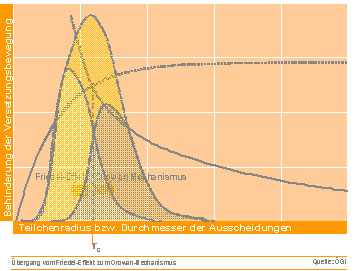
Bild 4. Übergang vom Friedel-Effekt zum Orowan-Mechanismus am kritischen Teilchendurchmesser und Summenkurve der Ausscheidungen nach [[i]].
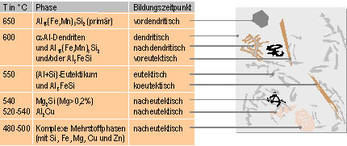
Bild 5. Schematische Darstellung und Bildungszeitpunkt der Phasen in der Legierung Al Si9Cu3(Fe) nach [[i],31.
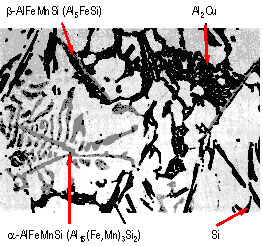
Bild 6. Mikrogefüge einer druckgegossenen Legierung Al Si9Cu3(Fe) mit Bezeichnung der wichtigsten Phasen nach [[i]].
Bild 7. Schematischer Aushärtungsverlauf in Abhängigkeit der Warmauslagerungstemperatur und der Auslagerungsdauer für die Legierung Al Si9Cu3(Fe), Verlauf der maximal erzielbaren Festigkeiten, die durch die GPR-Funktion approximiert werden.
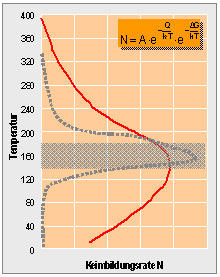
Bild 8. Rote Linie: Prinzipieller Kurvenverlauf der Keimbildungsrate N von Ausscheidungen in Abhängigkeit der Temperatur nach M.H. Jacobs, Unterbrochene, graue Linie: Legierungsspezifische Keimbildungsrate und Temperaturbereich mit maximaler Ausscheidungsrate nach [19].
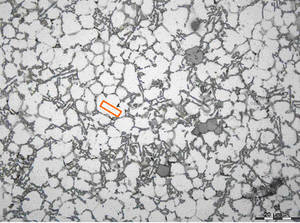
Bild 9. Lichtmikroskopische Gefügeaufnahme eines Probestabes und Bereich der Probenahme (TEM-Lamelle) aus einem a-Aluminium-Mischkristall.
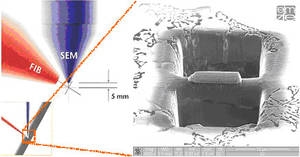
Bild 10. Funktionsprinzip der FIB-Säge und einer aus dem Mischkristall der Druckgussprobe freigeschnittenen TEM-Lamelle nach [20].
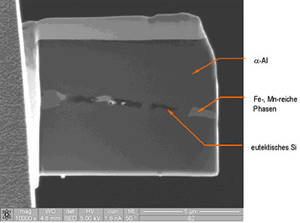
Bild 11. Detail der am Probenträger angehefteten TEM-Lamelle, a-Al-Mischkristall mit quer verlaufendem Eutektikum, letzteres bestehend aus Fe- und Mn-reichen Phasen und den eutektischen Si-Partikeln.
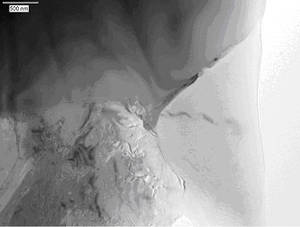
Bild 12. TEM-Aufnahme (Hellfeld) eines nahezu ausscheidungsfreien a-Aluminium-Mischkristalles und (Al + Si)-Eutektikums nach Kaltauslagerung, Korngrenzen und Beugungsstrukturen.
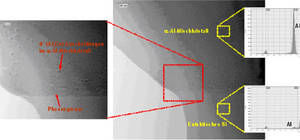
Bild 13. Hellfeld-TEM-Aufnahme des Übergangs vom aluminiumreichen und ausscheidungsreichen Mischkristall (oben) zu einem ausscheidungsfreien, eutektischen Silizium-Partikel (unten) und EDX-Spektren der jeweiligen Bereiche, Bild links zeigt eine Detailvergrößerung der Phasengrenze.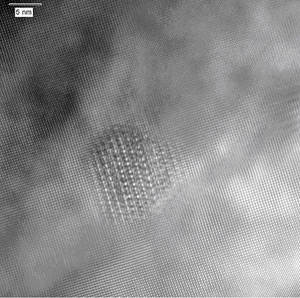
Bild 14. HRTEM-Aufnahme einer rund 15 nm großen, semikohärenten Al2Cu-Ausscheidung im a-Aluminium-Mischkristall nach Warmauslagerung für 48 Stunden bei einer Temperatur von 160 °C.
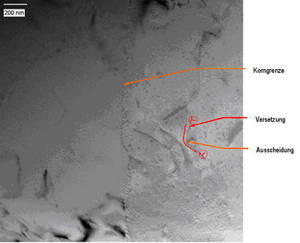
Bild 15. TEM-Aufnahme (Hellfeld), Behinderung der Versetzungsbewegung durch Ausscheidungen im a-Aluminium-Mischkristall und Phasengrenze zu einem ausscheidungsfreien eutektischen Si-Partikel.
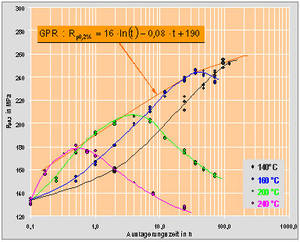
Bild 16. Verlauf der GPR-Funktion als Approximation der maximalen Dehngrenzen bei Auslagerungstemperaturen von 140, 160, 200 bzw. 240 °C im logarithmierten Zeitmaßstab.
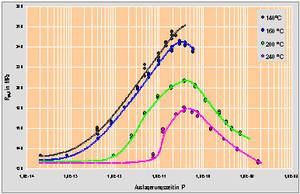
Bild 17. Dehngrenze über Parameter P berechnet nach dem Modell von H.R. Shercliff und M.F. Ashby, alle isothermen Auslagerungskurven weisen einen ähnlichen Verlauf und auf P normierte Festigkeitsmaxima bei unterschiedlichen Festigkeitsniveaus auf.
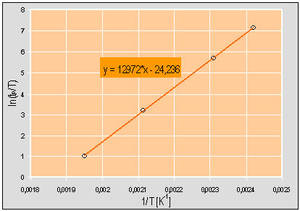
Bild 18. Berechnung des Parameters K bei Auftrag von ln(tp/T) gegenüber 1/T.

Tabelle 2. Normwerte und charakteristische Werte der statischen mechanischen Eigenschaften der Legierung Al Si9Cu3(Fe)DF.
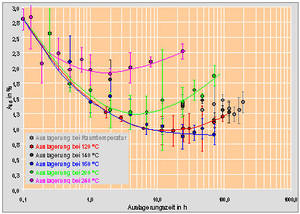
Bild 19. Dehnungen in Abhängigkeit der Auslagerungsdauer, logarithmierter Zeitmaßstab.
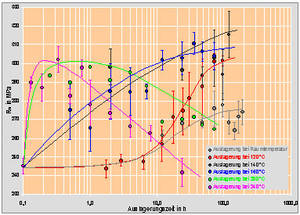
Bild 20. Zugfestigkeiten in Abhängigkeit der Auslagerungsdauer, logarithmierter Zeitmaßstab.
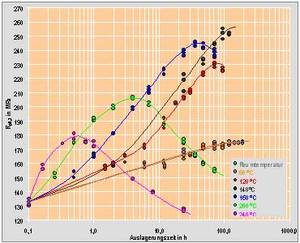
Bild 21. Dehngrenzenverläufe in Abhängigkeit der Auslagerungsdauer, logarithmierter Zeitmaßstab.
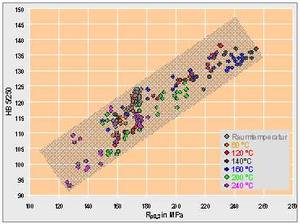
Bild 22. Härte in Abhängigkeit der Dehngrenze, gute Korrelation für alle Auslagerungstemperaturen.
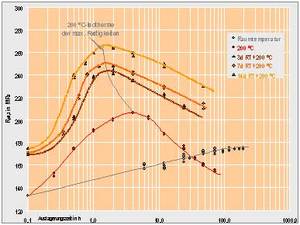
Bild 23. Steigerung der Dehngrenzen durch Kombination von Kalt- und Warmauslagerung bei 200 °C, die Isotherme wird durch die Festigkeitsmaxima bestimmt.
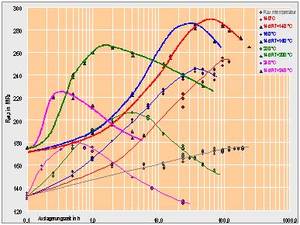
Bild 24. Verlauf der Dehngrenzen bei vorangegangener vollständiger Kaltauslagerung in Abhängigkeit der nachfolgenden Warmauslagerungstemperaturen.
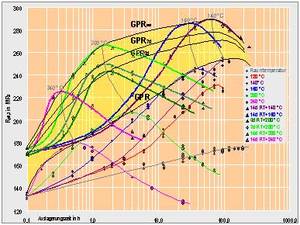
Bild 25. Kombination von Kalt- und Warmauslagerung, Verlauf der GPR-Funktionen in Abhängigkeit der vorangegangenen Kaltauslagerungsdauer.
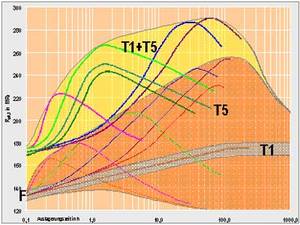
Bild 26. Erweiterung des Festigkeitsbereiches durch Optimierung der Wärmebehandlung:
F: Festigkeit unmittelbar nach dem Abguss
T1: Festigkeitsbereich bei Kaltauslagerung
T5: Festigkeitsbereich bei kontrollierter Abkühlung und nachfolgender Warmauslagerung
T1+T5: Festigkeitsbereich bei Kombination von Kalt- und Warmauslagerung
Literatur:
|
