
INTRODUCTION
Established in 1964, CAN-ENG Furnaces International Limited has grown to become a leading designer and manufacturer of thermal processing equipment for ferrous and non-ferrous metals. CAN-ENG’s rugged furnace designs have served commercial and captive heat-treaters, aluminum and steel foundries, stamping and fastener companies, automotive component producers, the iron and steel industries, agricultural, construction and appliance manufacturers for over 40 years and we have gained an international reputation for design innovation, quality workmanship and a dedication to service. Whether manufacturing a simple, manually controlled furnace or a turnkey automated system, CAN-ENG heat treating equipment offers unequaled reliability resulting in less down time and higher productivity.
ALUMINUM CASTING HEAT TREATMENT TECHNOLOGY
The thermal processing of high volume cast aluminum cast engine blocks and cylinder head components is a key concern of automotive engineers today. Heading into the new decade engineers are faced with unprecedented challenges as a result of the current energy crises, reduced demand and purchaser’s preferences for smaller, more compact automobiles which consume less fuel and produce reduced emissions. As a result of these challenges, powertrain engineers are rethinking transmission and engine design configurations. This has spawned the introduction of new technologies for the cars of the future in the area of six speed transmissions and computer activated combustion cylinders and cleaner diesel engines.
New technology development does not come easily and has forced engineers to redesign engines that introduce enhanced computerization, sensor monitoring and alternate material selections. With vehicle weight being an obvious focus for engineer’s aluminum, magnesium, plastics and composites are commonplace in new engine designs. Today aluminum is considered a material of choice of automobile engineers due to its unique combination of strength, reduced weight, crash energy absorption, corrosion resistance and thermal and electrical conductivity properties. In most cases, to achieve these desirable properties requires the secondary operations following casting or forming. Traditionally castings are thermally treated to achieve a desired set of mechanical properties, metallurgical structure or residual stress. For the most part, light vehicle engines of today almost exclusively integrate aluminum cast cylinder heads. Engine blocks on the other hand have some ground to cover from a weight reduction perspective and are cast from either aluminum of iron.
<link file:7313> | <link file:7314> | <link file:7315> |
Roller Hearth Cylinder Head | Typical Roller Hearth | Rotary Hearth Furnace - |
Engine development has undergone a significant transformation. As engine designs have evolved, so have their weights, overall size and mechanical performance. Engine blocks and cylinder heads have seen the introduction of several new casting technologies and modified alloy compositions to handle the higher compression levels and elevated operating temperatures. With the introduction of these new technologies greater demands have been put upon the thermal treatment methods used to optimize the products mechanical properties while also minimizing the residual stress levels. As a result of these demands auto manufactures have worked closely with designers of customized thermal processing systems in the development of new cylinder head and engine block heat treatment system. The following will describe how Can-Eng Furnaces International has provided flexibility in how it responds to these special needs of customers in the development of new innovative thermal processing systems.
CURRENT HEAT TREATMENT TECHNOLOGY
Due to the long heat treat cycle requirements for cast aluminum engine blocks and cylinder heads, furnace engineers were left with limited design options. These limitations, resulted in the design and manufacture of continuously fed, linear conveyorized heat treatment systems. These continuous heat treatment systems involved the conveying of densely loaded baskets upon rollers containing aluminum cylinder heads or engine blocks through a linear roller hearth heat treatment system. Figure 1 illustrates an elevation layout of a conventional cylinder head heat treatment system.
Presently it is not uncommon for linear roller hearth heat treatment systems to span over two-hundred feet (sixty-one meters) in length. As a result, these systems consume significant amounts of floor space and require additional floor space for the staging and buffering of baskets. By nature of the repetitive heating and cooling cycles, conveying baskets over time deteriorate and as a result require replacement and maintenance. Basket deterioration presents challenges for high volume heat treatment systems. These challenges include:
• Less than optimal heating and quenching profiles due to inconsistent product spacing, resulting in inconsistent metallurgical properties.
• Roller hearth conveyor basket tracking inconsistencies. Leading to basket misalignment and excessive quench delays that result in lost production time and equipment damage.
• Inability to effectively load baskets, reducing the optimal output of the heat treatment system.
Uniform heating and quenching of products is paramount in achieving uniform mechanical properties and minimization of internal stresses. With increased design conditions put upon these engine components and increased fatigue strength requirements the acceptable uniformity limits have tightened forcing a new design criteria for furnace engineers.
NEW TECHNOLOGY FOR HEAT TREATMENT AND PRECISION AIR QUENCHING
Though collaboration with automotive design teams and development testing, Can-Eng Furnaces International has designed and commissioned a new heat treatment technology used by mass production manufactures of cast aluminum engine blocks and cylinder heads. These systems combine two significant improvements over conventional designs. First the system eliminates the need to load and unload engine blocks or cylinder heads into densely configured baskets and secondly, the systems integrate a piece-by-piece handling strategy. Through the combination of these design improvements Can-Eng Furnaces International has been successful in commissioning a flexible heat treatment system that provides significant benefits over conventional technology.
This novel technology first referred to as Can-Eng’s Basketless Heat Treatment Technology (BHTS) integrates a multiple level, modernized rotary hearth configuration. The rotary hearth furnace system have been in use for over 50 years, starting mainly with forging applications where manufactures took advantage of the systems common loading and unloading positions. Figure 3 illustrates a rotary hearth furnace system.
<link file:7316> | <link file:7317>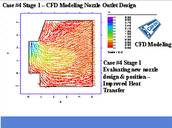 | <link file:7318>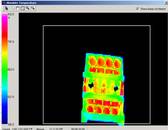 |
| Basketless Heat Treatment System Layout | Basketless Heat Treatment System Layout | New Method for Heat Treatment and Quenching of Engine Castings |
The basic system design is cylindrical; product is loaded and unloaded through common openings. The product is positioned upon an internal carousel that rotates through a heating and soaking cycle. The carousel can be arranged to handle a wide family of products including engine blocks and cylinder heads. The carousel is driven from below via a single high accuracy drive unit. The modernized rotary hearth furnace is based on similar design characteristics as it predecessor and integrates multiple carousel levels as a means of increasing the system capacity. Figure 4 provides a layout view of Basketless Heat Treatment System that integrates two rotary furnaces for the solution and aging treatment. These furnaces are coupled with a quench system and robotic hardware to provide the individual part handling.
HEAT TREATMENT SYSTEM IMPROVEMENTS
Though collaboration with automotive design teams and development testing a new heat treatment technology used by mass production manufactures of cast aluminum engine blocks and cylinder heads has been achieved. The BHTS technology provides for the efficient use of a forced recirculation system that utilizes a single recirculating fan versus linear roller hearth or other chain conveying basketless heat treatment systems which integrate multiple recirculation fans and combustion zones.
 The furnaces design engineers utilized computational fluid dynamic (CFD) modeled air distribution plenums and anti-stratification baffles to ensure the hot gases maintain a uniform flow and velocity throughout the entire heating and soaking phases of the cycle. Improved temperature monitoring and controls strategies have been integrated along with existing PID functionality for precise product temperature control. Following commissioning of this system, it was found via Datapaq monitoring that production castings processed using this new heat treatment system technology were capable of achieving improved product temperature uniformity of ±2°C over conventional technology and a 50% reduction in the time required to heat-up the product to temperature. As a result of improved process temperature control the customer took advantage this feature and developed improved processes that optimized the time and temperature and production capacity.
The furnaces design engineers utilized computational fluid dynamic (CFD) modeled air distribution plenums and anti-stratification baffles to ensure the hot gases maintain a uniform flow and velocity throughout the entire heating and soaking phases of the cycle. Improved temperature monitoring and controls strategies have been integrated along with existing PID functionality for precise product temperature control. Following commissioning of this system, it was found via Datapaq monitoring that production castings processed using this new heat treatment system technology were capable of achieving improved product temperature uniformity of ±2°C over conventional technology and a 50% reduction in the time required to heat-up the product to temperature. As a result of improved process temperature control the customer took advantage this feature and developed improved processes that optimized the time and temperature and production capacity.
QUENCH SYSTEM IMPROVEMENTS
Furnace designers have typically struggled with the development of uniform quenching systems for integration with conventional batch or roller hearth heat treatment systems. This is largely due to the dense loading practices observed, variations in loading consistency, basket misalignments and limitations in delivering the quench media in a uniform and reliable method. Development engineers understood that quenching of aluminum engine castings is one of the most critical processing steps as well as a dominant area for the creation of residual stresses. It is a result of this understanding that lead to the development of an improved quench system which could be integrated with their current BHTS. The objective was to design a system that provides improved quenching uniformity and flexibility for processing various components.
Development of the improved quench design ensued rapidly through the use of computational fluid dynamic (CFD) modeling and bench testing. Figure 5 provides an illustration of modeling results and time elapsed infrared scanning tests conducted during the system development.

