
OTTO JUNKER was entrusted with the task of designing a coreless furnace capable of carrying out a melt refinement process involving plasma treatment. Once the furnace was filled to its nominal capacity, an active gas plasma was to be applied to the melt surface. The surface bath movement and hence, mass transfer was to be maximized while metal spillage was nevertheless to be avoided. At the same time, the temperature was to be kept as constant as possi- ble over a treatment cycle of several hours, taking into account the heat input caused by the plasma burner.
Based on this specification, a furnace system with a crucible capacity of around 100 litres was designed, built and commissioned. Along with a conventional melting mode (230 Hz, 300 kW), this system provides a stirring mode at re- duced heat input in which the frequency and power input are steplessly adjust- able independently of each other. The operating frequency ranges from 33 - 100 Hz, i.e., starting out from a bottom value below the mains frequency. Moreover, in stirring mode the two coil sections of this furnace system can be operated at two different phase angles in the manner known, e.g., from linear motors.
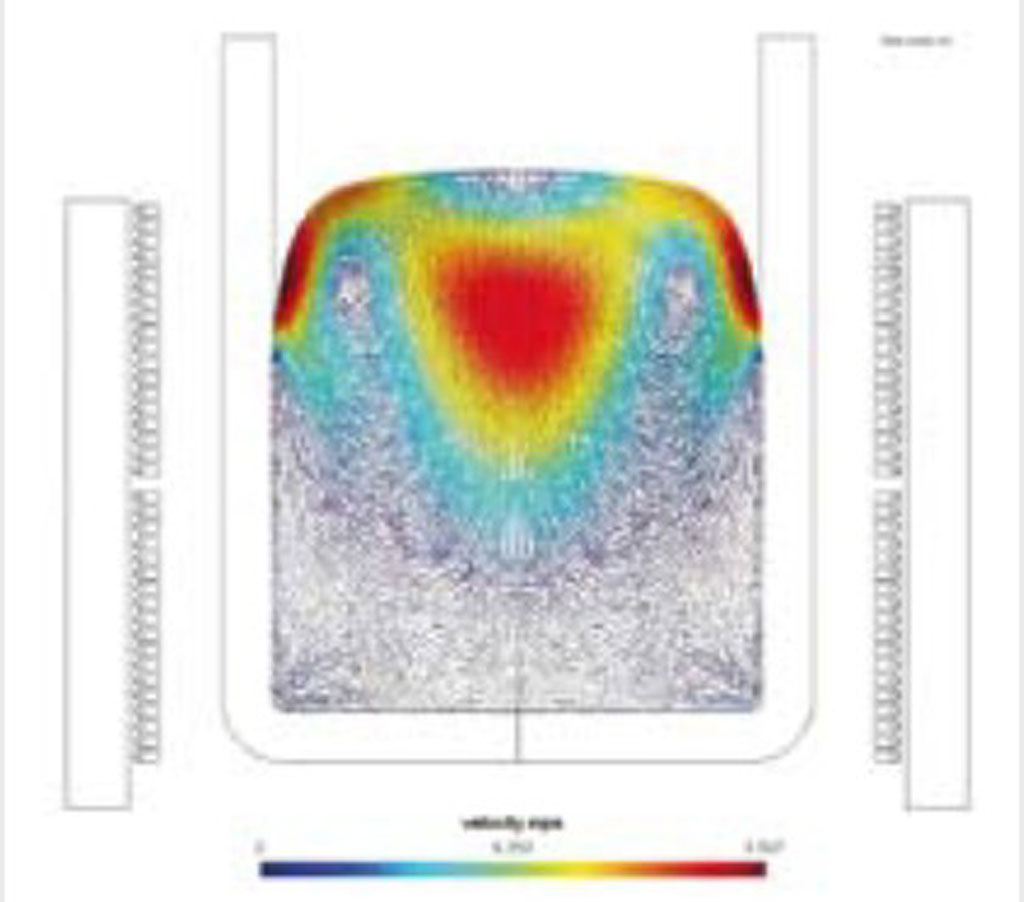
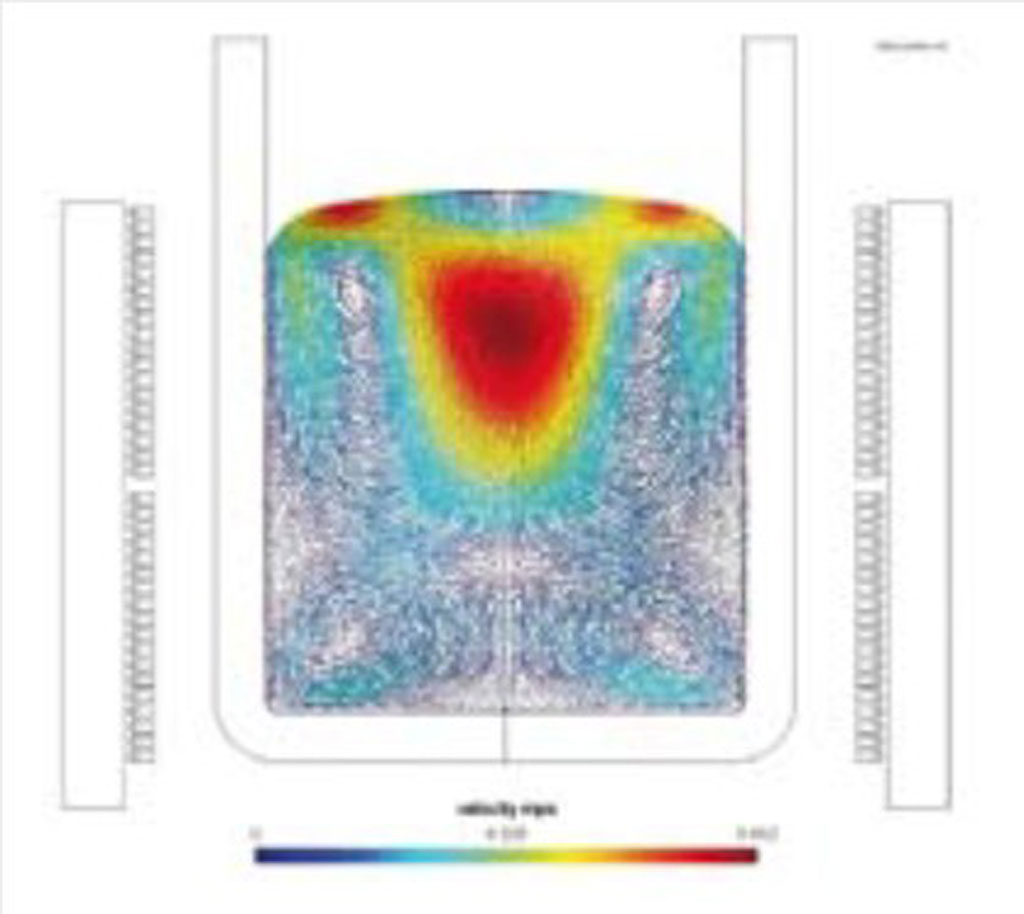
This design provides hitherto unknown flexibility as regards the independent control of its thermal power input and melt flow characteristics. An illustration of this is given in Figs.1 - 4 for the example of an aluminium melting operation. mFig. 1 illustrates the situation in melting mode at a power input of 120 kW and an moperating frequency of 230 Hz. Figs. 3 - 4 depict conditions at 28 kW/24 Hz and a phase angle of 0°, +90° and -90°, respectively
A comparison between Fig.1 and Fig. 2 makes the role of the operating frequency mpressively clear. At 34 Hz, a mere28 kW of power suffices to produce approximately the same flow velocity in the bath as at 230 Hz and 128 kW. Moreover, Figs. 2 - 4 graphically illus- trate the impact of the phase angle on bath movement.
The furnace system fulfils its intended operating purpose in a fully satisfactory manner, yet the technology employed here opens up much wider perspectives. On the one hand, the low-frequency operating regime in conjunction with a phase shift enables engineers to design highturbulence induction mixers providing ideal conditions for metal-slag reactions.
At the same time, the increased magnetic penetration depth obtained at the low frequency supports the choice of a much thicker crucible wall compared to conventional coreless furnace, which is an indispensable requirement for such metallurgical tasks.
Fields of application include, e.g.,secondary metallurgical operations in steelmaking or copper refining steps in making semi-finished products.
Moreover, this technology necessarily provides benefits when it comes to recycling fines.
Fig. 1–4: Impact of power, operating frequency and phase angle of currents in the coil sections on the intensity and patterns of bath movement
auch verfügbar in: <link record:tt_news:13078 internal-link>
![]()
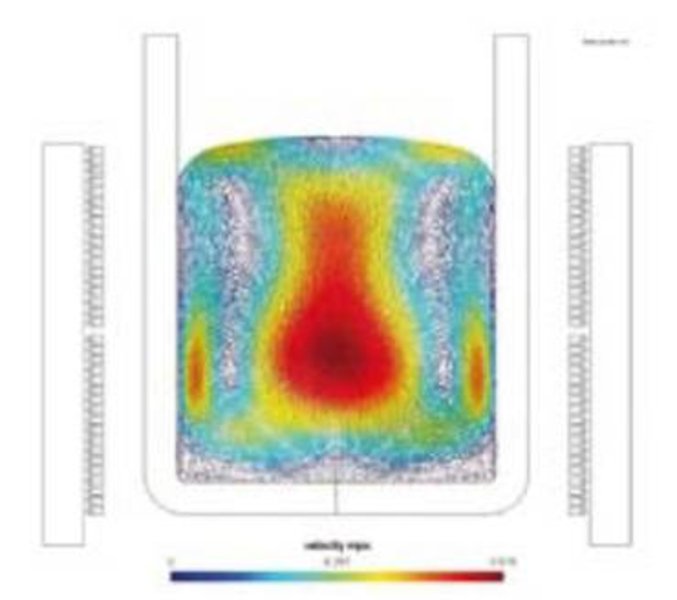 Figure 3: 28 kW, 34 Hz, phi=+90° | 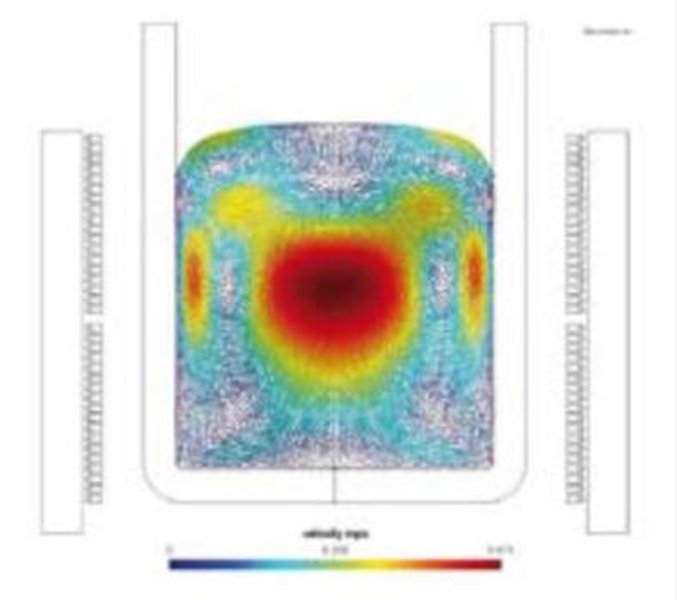 Figure 4: 28 kW, 34 Hz, phi=-90° |
|---|
###COMPANY_LINK### <link record:tx_browserdirectory_directory:73 internal-link>OTTO JUNKER GmbH


{kind=link}
{kind=link}