
also available in <link _top>![]()
Automation of many processes in highly productive foundries has quite a long history. Robots have been used already in the 80’s in areas such as core manufacturing, cast part handling, etc. However, an element that had been completely neglected in the early automation efforts was the fact that the worker to be replaced also possesses sensory capabilities (seeing, feeling, etc.) which a robot could initially not cover.
In this point automation technology has already made some more advances during the past years:
|
| Robot-supported 3D Flexinspector for gearbox housing inspection |

“Robot Guidance” – that is, guiding robots with camera systems and force sensors – meanwhile (almost) belongs to the standardized accessories of the manufacturers. Here, the meanwhile long overdue trend has started to further automation also in the sensory area. But what can automation technology contribute in the area of quality assurance?
A human being is capable, apart from the detailed examination of individual criteria (to some extent supported by aids such as gauges, etc.), to also conduct an overall assessment of the test specimen and, at the same time, provide the material flow.
However, this is a tiring activity with varying results caused by the subjective character of the test. To employ automation effectively at this point means to support a powerful visual inspection system through flexible robotics – the other way around when compared with many other Robotics-Vision applications.<//font>Robotics as flexible and meanwhile affordable handling solution has made the engineering design and development of special handling systems uneconomical in many situations. This is also true for more complex visual inspection systems which could fully unfold the following advantages using a robot as handling and positioning component:
- Covering the product variety. Because nowadays many foundries can only succeed in the market through the enormous flexibility of their production or processes (as is also the case for many other production systems), offering flexible solutions is absolutely necessary for quality assurance and material flow. Small lots as well as mixed production operations are now quite common in foundries.
-
Very short lead times for the introduction of new product types. Using generic technologies of testing and handling systems functionalities are shifted to the
software. Restructuring measures with the migration of new products or product changeovers are minimized or completely avoided. - The robot can be universally employed. Component handling, positioning under the visual inspection system as well as the separation of NOK parts from the material flow can be covered with this single system component.
- High equipment availability by using a few high-performance components. Contrary to the use of individual devices, the availabilities of which are multiplied to very poor values for the overall system, the use of a small number of very robust and proven components can guarantee a high internal availability of the overall system.
The advantages enumerated above shall be scrutinized below in more detail using two examples.
Example 1: Gearbox housing production in a die casting plant of a large foundry corporation. The highly automated finishing area of the gearbox housing production, including sandblasting facility, is handled by 5 die casting cells. This means that in this area up to five different types are running simultaneously through the processes in a chaotic mix.
A high measure of flexibility is required here. The short cycle time does not allow for time-critical adaptation processes such as gripper change or similar. Geometric agreement of all (approx. 100!) sub-types in two component areas permits a position-specific placement and precise pick up without adaptation effort. The large-area scanning of the housing surface with laser line triangulation [1] in combination with the part-specific positioning by the robot ensures a stable inspection operation for the production in spite of a large type variety (Fig. 1). Of course, this requires at this point also a universal gripping technology. It must be possible to handle all types to be inspected with the gripper system in use. The universal gripper technology should therefore constitute a focal point in project planning. As an alternative, gripper changing systems can be used, which, however, can only be employed in batch operation in a meaningful manner. A particularity in this present situation is the fact that no type information from the control system is available for the component currently to be inspected. Which motion program shall the robot run? Which inspection program should the testing system employ? This challenge could be met by developing a special software module: At the very first scan in each cycle a special cam coding of the component is registered and evaluated (Fig. 2). The type classification thus obtained permits the automatic loading of the associated inspection program as well as the corresponding motion program of the robot.
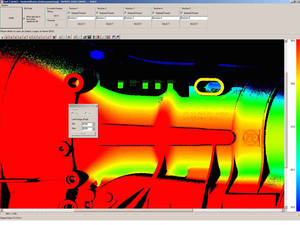 <link file:7260> |
User interface for the parameterization of the cam coding of a gearbox housing |
Thus, an effective inspection operation could be secured without the type information being available in advance.Another point for the effective operation of a test system is to keep the teach-in effort as low as possible when introducing new types. Because both inspection and motion program must be optimally parameterized for each individual type, one of the first considerations with the development of this system was whether actually two experts – inspection program administrator and robot programmer – are required to set up new types. The development of a powerful interface between test computer and robot control makes it possible to modify the robot motion programs without requiring the presence of a robot programmer. With this interface, the inspection program administrator moves the robot in the “Teach-In” mode of the inspection software with reduced speed and within predefined limits. Thus the optimal inspection position for a new product can be developed without occupying a second expert with this. Currently this interface is available for ABB controls. An adaptation to control systems of other manufacturers is, in most cases, possible with low effort.A second example shall illustrate that many other different tasks can be given to the robot in addition to the visual inspection. An Austrian aluminum foundry produces cylinder heads in gravity die casting. During a product changeover a comprehensive surface inspection should be introduced which had already proven itself in another production line for quite some time. The situation in this example was that residual cycle times of an already existing robot should be utilized to establish this complete surface inspection. Of course, this would reduce investment costs significantly. Only the respective software modules as an interface expansion were loaded into the existing robot. Apart from the visual inspection system, this robot also serves additional stations (e.g. back pressure testing) and, at the same time, handles the separation of the cylinder heads tested NOK. Visual inspection can hardly be integrated into the production process in a more efficient manner. The availability of such a solution is comparatively high because only a few powerful and proven technologies are employed. The fewer the components the fewer the fault times through failures, repair, maintenance, etc. This example shows that powerful visual inspection can utilize flexible robotics without having to allocate the robot right away to the investment volume. Wherever “robots are bored”, that is, residual cycle times are not utilized, this approach to the economic introduction of automatic visual inspection can be chosen. Intelligent automation combines Robotics and Machine Vision. The individual application determines which part works to assist the other.
Contact to <link _top>inspectomation GmbH in our Suppliers Profile
