

Fully automatic aligning and blast cleaning of engine blocks weighing up to 5 metric tons.
Changes in its product range and an increase of its manufacturing capacity for diesel and gas engine blocks were the major reasons for the renowned steel foundry Gienanth GmbH to install a new shot blasting machine. For the special castings division the Rösler engineers developed the RMBS 1-842, a compact, fully automatic shot blasting system with a special material handling gripper. This innovative device rotates and oscillates the engine blocks weighing up to 5 metric tons during the core sand removal, descaling and blast cleaning operation, producing very short cycle times. The new shot blast system also helped to optimize the overall production flow.
Gienanth Company located in Eisenberg, Germany, has been producing castings for nearly 280 years. It is not surprising that with its long history, combined with comprehensive knowhow and state-of-the-art manufacturing facilities, this steel foundry is the global technological leader in the fields of machine and hand molding. The hand molding division specializes in the serial production of heavy engine blocks.
Frank Koch, the manager of the hand molding division at Gienanth, comments: “We are currently manufacturing about 25 different types of these engine blocks. Our latest product has dimensions of approximately 3.5 (L) x 1.0 (W) x 1.1 (H) m, equivalent to 12 (L) x 3.3 (W) x 3.6 (H) ft and weighs around 5,000 kg (11,000 lbs). Our existing shot blast machine was too small to handle such big components and a constant bottle neck in our overall manufacturing process. We had no choice but to invest in a new shot blast system.”
New shot blast system and rebuilding of the existing one bundled into one project Investing in a second shot blast system also allowed Gienanth to optimize its overall work flow. The old blast machine is now only used for the de-sanding and sand core removal of engine blocks weighing up to 3,500 kg (7,700 lbs). The new shot blasting system is utilized for de-sanding the larger engine blocks as well as for blast cleaning of all components after fettling and descaling.
This required rebuilding the old shot blast machine. And Gienanth wanted to work with only one supplier for both projects; the new shot blast system as well as modernization of the old one. Obvious reasons for this approach were the unified spare parts stocking and simplified maintenance. Frank Koch explains: “An essential requirement for the new shot blast system was to achieve the surface cleanliness specified by our customers in relatively short cycle times with a fully automated blast cleaning process. In addition, the equipment had to fit into a relatively tight space in our manufacturing area. And above all, we wanted to work with a partner who is willing to help as quickly, whenever we may have a technical problem with our equipment. Considering the size of this project and our strict technical requirements the number of potential suppliers was quite limited.”
A convincing technical solution and confidence in Rösler’s manufacturing capabilities
Frank Koch explains Gienanth’s decision to buy the custom engineered engine block shot blast system RMBS 1-842 from Rösler Oberflächentechnik GmbH as follows: “The Rösler concept fully met our expectations. We were impressed at how Rösler could show us all the design details, including how the new blast system would be integrated into our manufacturing process. Upon visiting the company and getting a first-hand impression of Rösler’s manufacturing depth and production team, I became convinced that Rösler was absolutely capable to handle a project of this magnitude.”
A design adapted to the customer’s requirements
The newly developed engine block shot blast system RMBS 1-842 is used for de-sanding of the largest crank case housings as well as for blast cleaning and descaling of all engine block versions after the fettling operation weighing between 1,000 kg (2,200 lbs) and 5,000 kg (11,000 lbs). “To allow a fully automatic operation up to 99 different shot blast programs can be stored in the main control panel from which the operator can call up the appropriate program for the various engine block types. The shot blast system can handle around 90 engine blocks per day in a three shift operation. The new equipment practically doubled our overall shot blast capacity”, explains Frank Koch.
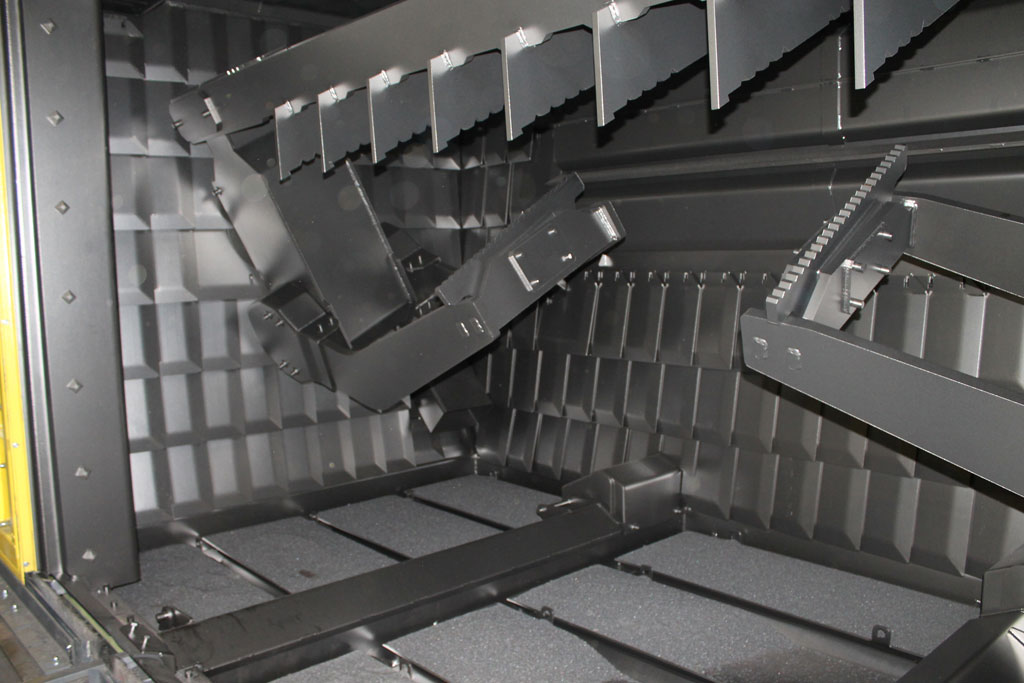
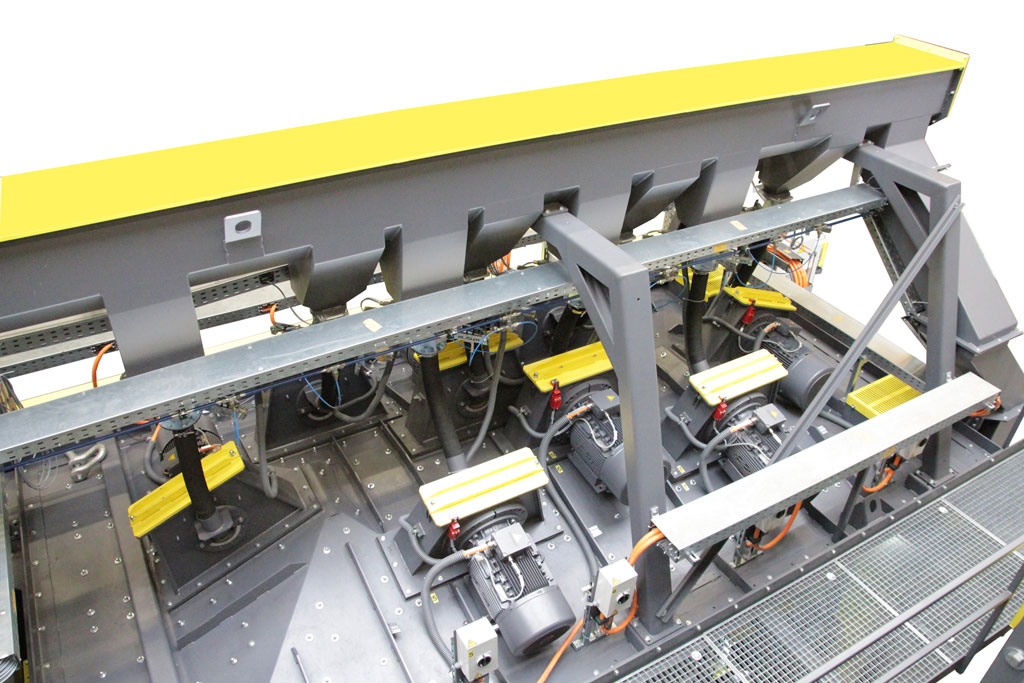
The RMBS installed at Gienanth is equipped with eight high performance blast turbines, type EVO 38, mounted on the roof of the blast chamber, Each of these turbines, with a wheel disk diameter of 40 cm (16 inches) and an installed drive power of 30 kW each, can throw up to 350 kg (770 lbs) of blast media per min. The optimum position of the turbines was determined by computer simulation which ensures that all surface areas of the engine blocks, including the front and rear sections, are evenly exposed to the blast stream. The blast chamber is fabricated from 10 mm (0.4 inch) thick manganese steel and is lined with exchangeable, overlapping 12 mm (0.5 inch) thick manganese steel plates. This, and the fact that the two outside turbines can be turned off for blast cleaning of smaller components, keeps the wear rate in the blast chamber at a minimum. Since all blast turbines are equipped with shell valves, the media flow to the turbines can be adjusted for each individual engine block and shot blasting task: For example, when components must be de-sanded, including core sand removal, the system has not only to cope with the work piece weight of 5,000 kg (11,000 lbs) but also with a sand quantity of about 4,000 kg (9,000 lbs). In this application the process begins with 2 turbines and, depending on the blast program, the other turbines are automatically turned on in a pre-determined sequence. This prevents a sudden sand surge and helps to “peel” off the sand in small layers ensuring that the integrated magnetic separator can remove the sand from the blast media to the specified cleanliness – residual sand content in the blast media < 0.20% - without being oversized for blast applications with less or no sand.
A special feature of the RMBS-842 is the air blast system that is integrated into the blast chamber and can be operated from the outside. The operator simply opens two shutters and inserts an air blast lance. A built-in lighting system and two windows provide a perfect view of the component in the blast chamber. And from an external handling panel the operator can move the engine block into any position allowing him to precisely direct the blast stream at the engine block.
The work pieces rotate and oscillate during the blast process
Highlight of the Rösler shot blast system is the specially designed manipulator with two built-in grippers allowing the treatment of one large or two smaller engine blocks.
A bridge crane deposits the raw engine blocks on a roller conveyor that transports them to the shot blast system and automatically places them onto a loading cart. The cart aligns the components into their exact position and transfers them into the blast chamber where they are picked up by the gripper. As soon as the blast chamber is closed, the gripper precisely rotates the engine block(s) under the blast stream. The manipulator also allows an oscillating gripper movement which is especially important for processing of smaller components. After completion of the blast cycle the media flow to the turbines is stopped, and the work piece rotates for another 10 seconds to shake out all residual blast media. The loading cart then removes the finished engine block from the blast chamber and places it on the roller conveyor for transport to the next manufacturing station. Depending on the respective blast program the cycle times are usually between 12 and 20 min.
Frank Koch concludes: “We are not only very pleased with the shot blast results but also with the overall handling of the project. The cooperation with Rösler has been very good, and their service is exemplary”.
×







{kind=link}
{kind=link}