
Foundries are increasingly implementing data-driven process automation to reach longstanding goals like higher quality, lower scrap, maximum uptime and minimum costs. Fully integrated digital synchronisation of pouring and moulding – seamless pouring – is particularly valuable for foundries challenged by just-in-time production’s shorter runs and more frequent pattern changes.
With the automated systems handling moulding and pouring seamlessly interfaced to each other, the casting process becomes faster while producing higher quality components more consistently. The automated pouring process includes pouring temperature control along with inoculation feeding and verification for each mould. This increases the quality of each casting and reduces the scrap rate. This comprehensive automation also reduces the need for operators with many years of specialist experience. With fewer workers involved overall, operations become safer too.
This vision is not of the future; it is happening now.
Foundry automation and tools like robotics, data collection and analytics have been evolving for decades, but progress has accelerated recently with affordable, high performance computing and today’s networked Industry 4.0 sensors and interoperable control systems. Solutions and partners are now available that allow foundries to build a solid, intelligent infrastructure to support more ambitious projects that bring multiple, previously standalone sub-processes together to work in harmony.
Storing and analysing the process data collected by these automated, integrated systems also opens the door to the virtuous cycle of continuous data-driven improvement. Foundries can collect and then analyse process parameters, studying historical data to find correlations between them and process outcomes. The automated process then provides a transparent environment in which to rigorously and quickly test, prove and, if viable, deploy any improvements that analysis uncovers.
The challenges of seamless pouring
Customers with DISAMATIC® moulding lines often need to change patterns frequently between short runs due to the trend towards just-in-time production. Using equipment like DISA’s Automatic Pattern Changer (APC) or Quick Pattern Changer (QPC), pattern plates can be changed in as little as one minute.
With high-speed pattern changes in place, the process bottleneck tends to shift to pouring – the time needed to manually reposition the pouring device for the pours following a pattern change. Seamless pouring is the best way to enhance this stage of the casting process. Though pouring is often already partly automated, full automation requires seamless integration of the moulding line and pouring equipment control systems so that they work completely in synchronisation in all possible operational situations.
For that to happen reliably, the pouring unit must “know” exactly where to securely pour the next mould and adjust the position of the pouring device if required. During steady production of identical moulds, efficient automatic pouring is not too difficult to achieve. The mould string moves by the same distance – the mould thickness – each time a new mould is produced. So, the pouring device can stay in the same position, ready to fill the next empty mould once the line stops. Only small adjustments to the pouring position are needed to compensate for any variation in mould thickness caused by changes in sand compressibility. The need for these minor adjustments has recently been reduced further through new features on the moulding line that keep the pouring position even more stable during steady state production. Once each pour finishes, the moulding line moves one stroke again to bring the next empty mould into position for the next pour to start. Refilling of the pouring device can take place while all this is happening.
It’s during pattern changes where mould thickness can change that sophisticated automation is required. Unlike horizontal flask processes where the flask height is fixed, the vertical DISAMATIC® process can adjust mould thickness to exactly what is needed for each set of patterns to keep the sand-to-iron ratio constant and take pattern heights into account. This is a major advantage that delivers optimum casting quality and resource usage, but the varying mould thickness makes automatic control of pouring more demanding.
Following a pattern change, the DISAMATIC® machine starts to produce the next batch of moulds with one thickness but the pouring unit further down the line is still pouring moulds from the previous pattern which might be of a different mould thickness. To cope with this, moulding line and pouring unit have to work seamlessly as a combined, synchronised system, producing one mould thickness while securely pouring another.
Seamless pouring after pattern changes
After a pattern change, the thickness of the remaining moulds between the moulding machine and the pouring unit made by the previous pattern remains as before but, because the new moulds appearing from the moulding machine can be thicker or thinner, the whole string can step forward by a different distance each cycle – the thickness of the new moulds. That means that, with each stroke of the moulding machine, the seamless pouring system has to readjust the pouring position to make it ready for the next pour. Once the previous batch of moulds has been poured, mould thickness becomes consistent again and steady state production resumes.
For example, if the new moulds are 150mm thick instead of the previous 200mm moulds that are still being poured, the pouring unit will have to move 50mm back towards the moulding machine with each stroke of the moulding machine to be in the correct pouring position. For the pouring unit to be able to adjust itself to be ready to pour when the mould string stops moving, the pouring unit controller must know exactly which mould it is about to pour, and where and when it will arrive in the pouring zone.
With a new pattern that produces thick moulds while thin ones are still being poured, the system must be able to pour two moulds within one cycle. For example, when producing 400mm moulds while pouring 200mm moulds, the pouring unit will have to move 200mm away from the moulding machine for every mould produced. At some point, the 400mm stroke will push two 200mm unpoured moulds out of the possible pouring zone. In this situation, the moulding machine will have to wait for the pouring unit to pour the two 200mm moulds before it can proceed with the next stroke.
Alternatively, the pouring unit must be able to skip pouring in one cycle altogether when producing thin moulds while still pouring thick ones. For example, when producing 200mm moulds and pouring 400mm moulds, positioning a new 400mm mould within the pouring zone means two 200mm moulds must be produced.
Integrating moulding and pouring systems
Handling the tracking, calculations and data exchange required to deliver the seamless automatic pouring as described above has challenged many equipment suppliers in the past. But with modern machines, digital systems and best practice experience, seamless pouring can be – and already has been – implemented rapidly and with minimum customisation.
The primary requirement is for some form of process “bookkeeping” that ensures the position of every mould is known in real time. DISA’s Monitizer®|CIM (Computer Integrated Modules) system provides this by logging every mould produced and then tracking it as it moves down the line. Acting as the process timekeeper, it produces a stream of time-stamped data that, second by second, allows the position of each mould on the line and its pouring cup to be calculated. It exchanges this real-time data with the pouring unit’s control system and other systems as required to allow exact synchronisation.
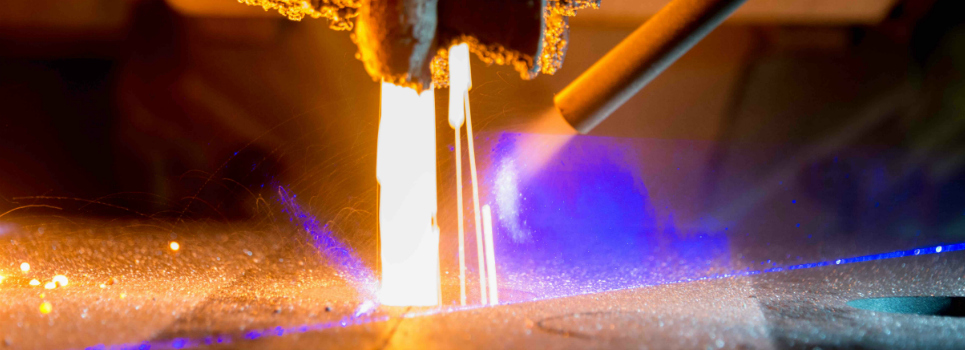
The DISA system extracts important data for each mould from the CIM database, like mould thickness and “ok/not ok to pour”, and sends this to the pouring unit’s control system. Using this precise data (generated after the mould has been squeezed), the pouring unit can move the pouring device to the right position before the mould arrives, then time the opening of the stopper rod to begin while the mould is still moving. The mould arrives just in time to receive the iron coming out of the pouring unit. This perfect timing, with melt reaching the pouring cup exactly when it arrives, is vital. Pouring time is a common productivity bottleneck and several tenths of a second can be shaved from the cycle time through perfectly synchronising the start of pouring.
The DISA moulding system also passes across to the Monitizer®|CIM relevant data from the moulding machine like the current mould size and shot pressure as well as wider process data like sand compressibility. In turn, Monitizer®|CIM receives and stores quality-critical parameters for each mould from the pouring unit like pouring temperature, pouring time and whether the pouring and inoculation processes have occurred successfully. That makes it possible to mark individual moulds as bad and separate them later before they are mixed up in the shake out system.
As well as driving the automation of the moulding machinery, moulding line and pouring, Monitizer®|CIM provides an Industry 4.0-compliant foundation for data collection, storage, reporting and analytics. Foundry management can view detailed reports and drill down into the data to track quality issues and inspire possible improvements.
Ortrander’s experience of seamless pouring
Ortrander Eisenhütte is a family-owned foundry in Germany, specialising in medium-sized batches of high-quality iron castings for automotive components, woodburning stoves and heavy infrastructure as well as general machine parts. The foundry pours grey, ductile and vermicular iron, producing around 27,000 tons of good castings annually and runs two shifts, five days a week.
Operating four 6-ton induction melting furnaces and three DISA moulding lines, Ortrander produces around 100 tons of castings every day. This total is made up of short production runs of one hour or sometimes even less for important customers, so patterns must be changed frequently.
To optimise quality and efficiency, CEO Bernd H. Williams-Boock has directed significant resources into adopting automation and analytics. The first step was to automate the iron melting and dosing process, with the three existing pouring furnaces upgraded with the latest pourTECH systems featuring 3D laser technology, inoculation and temperature control. Now furnaces, moulding line and pouring are all digitally controlled and synchronised, running almost completely automatically.
While the moulding machine changes the pattern, the pourTECH pouring controller asks DISA’s Monitizer®|CIM system for the new mould dimensions. Based on the DISA data feed, the pouring controller calculates where to position the pouring device for each pour. It knows exactly when the first new mould reaches the pouring device and automatically changes to the new pouring sequence.
If the pouring device reaches the end of its travel at any time, the DISAMATIC® machine pauses and the pouring device moves back automatically. For the first new mould out of the machine, the operator is alerted by an alarm so he can visually check that its position is correct.
The benefits of seamless pouring
The traditional manual pouring process or less sophisticated automatic systems make losing production time during pattern changes unavoidable, even with rapid pattern plate changing on the moulding machine. Manually resetting the pouring device and pouring moulds is slower, requires more operators and is prone to errors like overpours. Ortrander found that, with manual pouring, its staff eventually became tired, lost concentration and made mistakes like adding slack.
Seamless integration between moulding and pouring makes for a faster, more consistent and higher quality process with less scrap and lower downtime. At Ortrander, automated pouring dispenses with the three minutes it previously took to adjust the position of the pouring device during pattern changes.
According to Mr Williams-Boock, the whole changeover used to take 4.5 minutes. Today, it’s under two minutes. With between eight and 12 pattern changes per shift, Ortrander’s staff now spend around 30 minutes per shift pattern changing – less than half what it used to take.
With more consistency and the ability to constantly optimise the process, quality has improved. Ortrander has cut scrap by about 20% by implementing seamless pouring. In addition to less downtime during pattern changes, only two people are required for the whole moulding and pouring line instead of the previous three. During some shifts, three people can operate two complete lines.
Monitoring is almost all these workers do – there are few manual tasks besides selecting the next pattern, managing sand mixing and transporting melt.
A further benefit is reducing the need for hard-to-find experienced staff. Although automation does require some specific operator training, it gives people the vital process information they need to make the right decisions. In future, the machine may take over the decision altogether.
The data dividend from seamless pouring
When trying to improve a process, foundry workers often say, “we are doing the same thing in the same way but the result is different”. So they pour for 10 seconds at the same temperature and to the same level, but some castings are good and some are bad. By adding automated sensors, collecting time-stamped data for every process parameter, and monitoring results, the integrated systems behind seamless pouring produce a stream of linked process data that makes it far easier to spot the root cause when quality starts to go in the wrong direction. Managers can quickly check for out-of-tolerance parameters if, for example, unexpected slag inclusions appear in a batch of brake discs.
Because the controllers for the moulding machine, pouring unit and other functions like furnaces and sand mixers work in harmony, the data they generate could be analysed to find correlations across the whole process, from sand properties through to final casting surface quality. How pouring level and temperature affect mould filling for each individual pattern is one possible example. The resulting database also provides the foundation for the future use of automated analytics techniques like Machine Learning and Artificial Intelligence (AI) for process optimisation.
Ortrander gathers process data in real time via machine interfaces, sensor measurements and test samples. For every mould poured, around a thousand parameters are collected. Previously it only recorded the time taken for each pour but now it knows exactly what the pouring cup level was at each fraction of a second, letting experienced staff investigate how that parameter influences other metrics as well as final casting quality. Was the pouring cup draining during mould filling or was the cup filled to an almost constant level during the filling sequence?
With between three and five million moulds produced each year, Ortrander has already gathered a huge amount of data. Ortrander also stores multiple images of every pour in the pourTECH database in case it needs to investigate any quality issues. Finding a way to evaluate these images automatically is a future goal.
Conclusion
Synchronising automated moulding and pouring delivers a faster process with more consistent quality and lower scrap. With seamless pouring and automatic pattern changes, the line effectively runs itself so it only requires minor manual attention. With operators taking an oversight role, fewer staff are required.
Seamless pouring is currently operational in multiple global locations and its deployment is well within the reach of all modern foundries. Each foundry will need a slightly different solution tailored to its needs but the technology to implement it is well proven, available now from DISA and its partner pour-tech AB, and does not require extensive bespoke work to achieve.
Wider use of AI and intelligent automation across entire foundries is still mostly in the testing phase but, as foundries and OEMs gather more data and further experience in the next two to three years, the shift to automation will accelerate significantly. Currently this kind of solution is optional but, with intelligent use of data the best way to optimise processes and increase profit margins, wider automation and data collection is becoming standard practice rather than an experimental project.
In the past, a foundry’s biggest assets were its patterns and the experience of its workforce. Now, with seamless pouring allied to wider automation and Industry 4.0 systems, data is rapidly becoming the third pillar of casting success.
---
We gratefully acknowledge the input from pour-tech and Ortrander Eisenhütte in preparing this paper.








{kind=link}
{kind=link}
{kind=link}