

While most investment casters today employ one type of molten metal filter or another as part of their standard production process, those who do not are finding a growing number of end-casting customers that now include a specific requirement for the cast alloy to be filtered in the request for quote. Fortunately, this trend towards filtration comes at a time when there is a larger choice of proven & effective molten metal filter technologies than ever before. That said, it is well worth the time and effort of investment casting professionals to refresh their familiarity with the major categories of filter types with an emphasis on their respective pros and cons. It is also worth noting that there really is no “perfect” or one-size-fits-all molten metal filter. Each has its own strengths and weaknesses that need to be considered carefully. Ideally, an investment caster’s choice of filter solution should be driven by a list of key performance requirements, each weighed in order of importance and specific to their casting application. Typically, the application factors that drive the choice of filter are:
a. - Alloy or Base Molten Metal Pouring Temperature
b. - Amount and Type of Slag or Inclusions
c. - Additional Performance Factors – Throughput Rate & Hot-Top Use
d. - Filter Price
It’s a good practice to define these factors relative to your targeted casting application well before digging into the technical specifications of one filter technology or another.
The “Mechanisms” of Investment Casting Molten Metal Filtration
Although a great deal of promising research on improving molten metal filtration technology and efficiency continues in both industry and academia, the vast majority of currently available molten metal filters rely on their relative “sieving” or “screening” ability to remove slag and other inclusions from the base metal as it passes through the body of the filter. In short, each filter type (ceramic foam/pressed cellular or honeycomb/filter mesh, etc.) will capture those inclusion particles that are too large to pass through the pores, cells or holes of the filter, while smaller particle inclusions may pass through and on into the end casting.
<link fileadmin redakteur material news_material>
The first situational-dependent exception to this rule is the oft mentioned “filter-cake” principle, by which a large particle inclusion becomes trapped on the surface face of a given filter and thereafter begins to attract and capture additional chemically-similar inclusion particles via their relative affinity. This is a situational-dependent exception to the general sieving rule because the creation of a “filter cake” on the surface face of a filter relies on the capture of that first large particle inclusion which ideally includes some type of metallic inclusion compound. The chemical nature of that metallic inclusion will drive its ability to attract and hold like-inclusion compounds and thus grow the filter cake to where it works most effectively. Non-metallic inclusions such as individual sand grains by themselves typically do not produce the most effective filter cakes. Moreover, if the base alloy or molten metal does not have some moderate level of inclusions or slag to begin with (which is not typically a bad thing to have), then the probability of a filter-cake developing on the surface face of the filter will drop considerably and ultimately may permit the smaller inclusion particles through the filter. The second situational-dependent exception to the sieving rule is the “torturous path” principle best epitomized by the internal structure of a reticulated ceramic foam filter. As the molten metal passes through the interior of a ceramic foam filter, the pulled-along inclusion particles must negotiate a random maze of internal passages and channels that also cleverly include some “dead-end” cavities. It is through these tight spaces and irregular cavities that the foam filter can sometimes capture a slightly higher percentage of inclusions than their application-specific equivalent filters. However, this is also a situational-dependent exception to the sieving rule as it is still possible that some percentage of the smaller particulate inclusions will nevertheless make it through the torturous path structure.
<link fileadmin redakteur material news_material>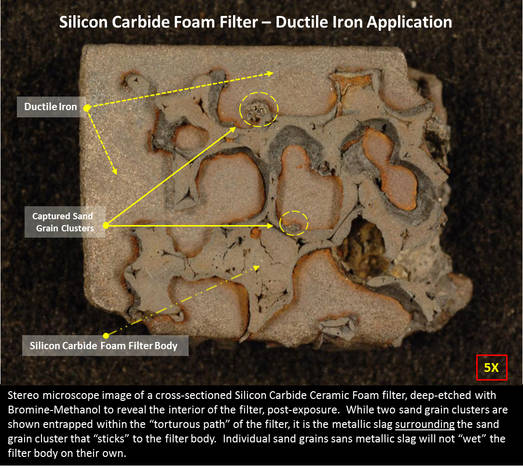
One filter type that provides a supplemental filtration mechanism is phenolic-resin treated Silica mesh filter cloth. When a ferrous alloy or base metal is poured through this filter material, a chemical reaction takes place between iron present in the alloy and the resin that results in the creation of a “sticky” by-product called Fayalite. This ferrous-specific compound creates an adhesive surface to which even small particulate inclusions may become trapped. While this dual-filtration capability is indeed unique to Silica mesh, it also only occurs in ferrous alloy applications.
<link fileadmin redakteur material news_material>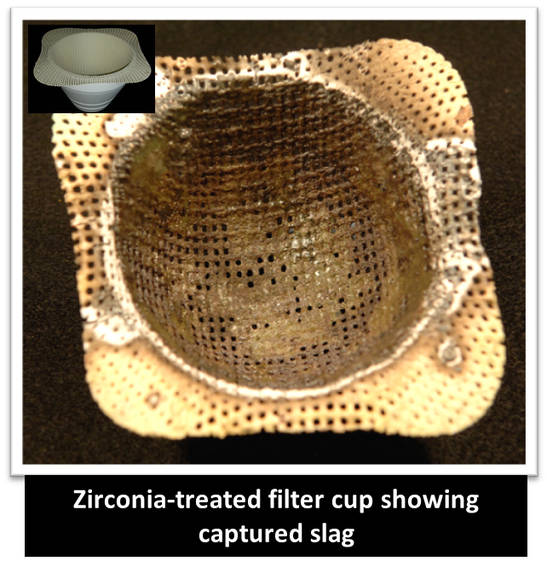
Until recently, each of the standard filter morphologies tended to be dominated by a small group of primary base materials. For example, ceramic foam filters tended to be made of Zirconia or Silicon carbide, with little or no alternative material choice. Due to innovative research efforts on the part of some of the larger filter suppliers in recent years, it’s not difficult to find foam filters made of more exotic materials such as graphite-refractory compounds that in addition to filtering out inclusions, can reduce the occurrence of cold-shuts. Advances have been made with pressed cellular filters as well, including reduced filter base material density and increased resistance to thermal shock. Similar material improvements have been made in both Silica and Fiberglass mesh filter cups over the same period of time, as seen with the development of Zirconia-treated filter cups that drastically increased both the filter material strength and its upper temperature threshold of reportedly 3400°F / 1871°C. In aggregate, these and similar improvements in virtually every category of filter present the investment caster with a much wider selection than in years past. So where to begin?
Alloy or Base Metal Being Cast
In most cases, the primary consideration towards choice of filter relative to the alloy or base metal being cast is the pouring temperature. Investment casters working with super-alloys will typically pour at or near 3100°F/1704°C, which in turn drastically limits their choice of filters as only a handful of filter base materials can withstand that high temperature. At the opposite end of the temperature spectrum, Aluminum applications pouring at or near 1450°F/788°C have more options to consider. As a general rule, the higher the pouring temperature of the alloy, the more expensive the filter. This is illustrated by the comparatively high price of a Zirconia filter, which has the highest temperature threshold of commercially available filter types. The present-day skyrocketing price of Zirconia is a separate issue as Zirconia filters have historically been expensive, but it certainly doesn’t help investment casters either. On the other hand, Aluminum investment casting applications can enjoy the option of using the least expensive filter material; fiberglass mesh. The table below highlights the typical pouring temperatures of the major cast metals, with each of the main filter base materials graphed according to its respective working-temperature to illustrate overall suitability between alloy and filter.
<link fileadmin redakteur material news_material>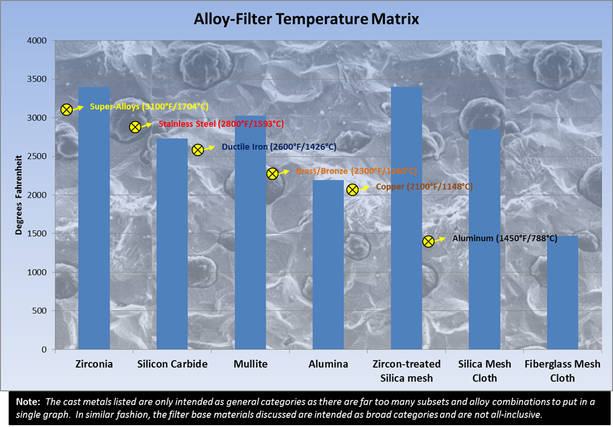
The pouring temperatures given for the identified cast metals are only used as “averages” or examples so as to benchmark them against the filter base material capabilities. Similarly, the filter base material working-temperatures are given as conservative operating limits. While it may be possible to use a specific filter in an application that has an alloy pouring temperature slightly above its recommended maximum, the chances that the filter material may break or otherwise fail during pouring can increase dramatically.
Magnitude of Inclusions
Without a doubt, the primary reason for using a molten metal filter is to prevent slag and other harmful inclusions from entering the tree and ending up in the end casting. However, to guarantee the best performance from any filter, it’s critical to have an understanding of the physical characteristics of the slag or inclusions particular to your application. First to consider is the physical size (or state) of the problem inclusions targeted for the filter to remove. Each filter type (the physical structure or morphology of the filter) offers a range of hole sizes that correspond roughly to the size of the inclusions in the subject cast alloy. For example, ceramic foam filters specify “pores per linear inch” (PPI) and are typically bracketed as follows – 10PPI/15PPI/20PPI, etc. So “10PPI” decodes to ten pores per inch across the surface face of the filter. A 10PPI ceramic foam filter is designed to capture large particle inclusions, as the more pores per inch, the smaller each one is. Thus, a 20PPI foam filter is intended to remove much smaller inclusion particles as the pores are equally minute. Cellular or honeycomb filters are measured in by the number of cells per square inch, again with larger number indicating smaller holes or pores. Both Silica mesh cloth and Zirconia-treated Silica mesh material use “mesh size” to indicate the size of the holes, and range from 1.5mm mesh (smallest holes) to 2.5mm (largest). While it may be tempting to choose a filter specification that captures the smallest inclusions possible without regard to the inclusion specifics of the actual application, best practice is to determine the pore size that is small enough to capture the inclusion particles without dramatically impacting the overall throughput (feed) of the pour. Using a small-pore filter in an application with a significant amount of large particle inclusions can quickly clog the filter to the extent that the feed is drastically slowed or worse, the molten alloy overflows the pour cone. Best practice in determining the pore/cell/mesh size that is most appropriate for your application is to test several different filter sizes and analyze the results. Foundry suppliers typically provide free test filters to potential customers for just this purpose, so take advantage of it.
Performance Trade-Offs
Once you’ve narrowed the choice of filters based on pouring temperature compatibility and have some idea on the pore/cell/mesh sizes that may be appropriate for the slag or inclusion characteristics specific to your application, it’s time to consider additional performance factors such as throughput speed or the use of exothermic hot-top. If increasing the throughput (flow rate) of your application is a performance objective, then realizing that goal may come at the cost of reduced filter efficiency. In most cases, the only way to raise the throughput rate of a filtered application is to increase the pore size of the filter. Unfortunately, depending on the inclusion characteristics of your application, this can also result in a larger percentage of inclusion particles successfully passing through that larger pore filter. Similarly, applications with smaller particle inclusions that require small-pore filters will generally have slower feed rates. Therein lies the tradeoff when considering the ceramic foam or pressed cellular filters as the active filter area is focused on the bottom of the pour cone. One notable exception to the filter efficiency vs. higher throughput tradeoff is illustrated by investment casters using a specially designed filter cup that employs an interstitial space between the inner wall of the pour cone and the outer wall of the filter cup itself. This interstitial space design opens the sides of a filter cup for the molten alloy to pass through, in addition to the bottom of the cup. This increased “active filter area” will increase the throughput rate with no loss of filtration efficiency as the pore size of the filter remains the same. Another performance factor to consider is whether or not you use exothermic “hot-top” to aid the molten alloy feed into your end castings. Ideally, it’s best to have nothing impeding the alloy feeding into the tree after the hot-top has been applied. But in using a ceramic foam or cellular filter placed securely in the bottom of the pour cone, the filter remains in place and can impede the alloy flow that the hot-top is promoting. If the use of hot-top is critical in your application, using a filter cup may be an option as a filter cup can easily be removed from the pour cone after the initial pour is made, but prior to the addition of hot-top. Using this technique, the base metal has already been filtered and in removing the used filter cup, there is nothing impeding the flow rate.
<link fileadmin redakteur material news_material>
Price
Without a doubt, the best filter is the one that meets or exceeds your application requirements and is reasonably priced. As mentioned earlier, the general rule is that the higher the pouring temperature of your application, the higher the price of the filter. In instances where the end-casting will be a critical high-performance item such as a medical implant or a turbine blade, and even minute imperfections are unacceptable, the cost of the filter becomes far less important than its ability to remove inclusions. On the other hand, high-volume Aluminum casting producers using Fiberglass mesh screen filters may change suppliers based on a mere fractional difference in price. If your core-application requirements can be met by multiple filter types, it’s worth the effort to determine “what else” each candidate can do for your application in addition to simply filtering out inclusions. Increased throughput, optimal hot-top performance, turbulence reduction capability, and others if relevant should be weighed in your decision process. The last consideration in filter choice, and one often overlooked, is leveraging the technical expertise of your filter supplier. Your filter solutions provider should be sufficiently well-versed in metallurgical defect analysis to ensure you’re getting the most out of their filter technology. In fact, leading suppliers are typically more than happy to help solve a potential defect problem even if it does not involve your purchasing more products from them, so don’t hesitate to leverage that valuable resource when needed.
Over time, an investment casting facility may end up using multiple filter types as their application requirements change with new casting customers, which should drive home the importance of maintaining a working knowledge of molten metal filter types and capabilities. Casting designers who maintain an active filter testing program can reap significant benefits as they learn how to manage filter variables such as pore/cell/mesh size, pouring temperature, and flow rate based on constantly changing application requirements.
Jason Hitchings is the General Manager of Comanche Technologies,
and can be reached at 866-925-6750, or via email at JHitchings@comanchetechnologies.com.
Additional information on molten metal filter technologies and applications can be found at www.comanchetechnologies.com.
