
Founded in 1956 by Alfred Tewes under the name ATE on the site of a former coal mine, Bergmann Automotive has gone on to become the market leader for cylinder liners in Europe. The foundry located in Barsinghausen near Hanover uses state-of-the-art production technology to reliably meet customer specifications and achieve high productivity.
Cylinder liners provide stiffness
Cylinder liners must be able to withstand high loads. After all, they are exposed to extreme temperatures, changing pressures and permanent friction. Cast into the thin-walled aluminium engine block, they provide the required stiffness. Extremely high demands are placed on the mechanical properties and wear resistance of this component. Therefore, good dimensional stability and excellent metallurgical properties in terms of microstructure formation and hardness are crucial.
Technically sophisticated casting process
The starting product for the cylinder liners are two-metre-long grey cast iron tubes, which are manufactured in a horizontal centrifugal casting process. The melt, which is precisely adjusted according to customer specifications, is filled into a metal mould that rotates around its central axis via a casting channel and pressed against the mould wall by centrifugal force. The liquid iron solidifies under the effect of the centrifugal forces and forms a very pure and highly compressed structure. No cores are required to create the cavity during centrifugal casting. Under the influence of centrifugal force, a cylindrical hollow body is formed whose wall thickness is determined by the quantity of metal fed in. After solidification, the blanks produced in this way are removed from the die and transferred for further machining.
Heavy duty bond
The structured liners, which many customers have already come to appreciate the benefits of, are a special feature of Bergmann’s product portfolio. The liner’s outer wall has a rough surface structure, which is created during the casting process and does not require any further machining. The structure features depths between 0.3 and 1.1 mm – with or without undercuts, depending on customer specifications. During the production of aluminium engine blocks, structured liners are cast in directly using the die casting process. The molten metal flows around the textured surface, filling cavities and under-cuts, so that the materials of both components – engine block and liner – form an extremely strong and resilient bond. Another advantage of the structured liner is its larger surface area: It ensures better heat conductivity from the combustion chamber to the water jacket in the engine.
Partners for joint development
Obtaining the desired outer wall structure during the casting process requires very special expertise, which Bergmann has accumulated over many years of development work. “The formation of the structure is adjusted via the process parameters”, says Wolfgang Jörns, Foundry Manager at Bergmann Automotive. “In addition to these process parameters, the right mould coating is also important”.
When it comes to coating, the company works closely with HA’s coating specialists. For the centrifugal casting process, Hüttenes-Albertus offers different types of mould coatings under the Centrikoat brand. As there was no off-the-shelf product for such a specialised application, the solution was developed step-by-step in cooperation with HA’s experienced chemists and foundry specialists – from the first trials through to series production.
As the coating is applied in the rotating die, the spray pattern remains invisible in the “black box” and cannot be analysed immediately. That’s why experiments were conducted with various additives and viscosities until the desired results were achieved. Combined expertise and innovative ideas finally led to the development of special Centrikoat variants, which are used in the production of the structured liners that are now well established on the market. Nevertheless, the development is still ongoing, because with increasing demands, the process window becomes smaller and smaller.
Requirements for a centrifugal casting coating
The requirements for centrifugal casting coatings are described below:
1. Insulating effect
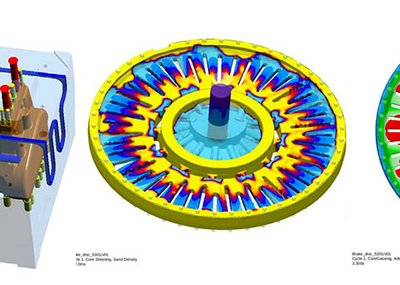
The insulating effect of the coating is an important factor for the microstructure and the hardness profile – and thus for the later mechanical load-bearing capacity of the liner. It ensures a slower heat transfer from the molten metal to the mould, thus contributing to the control of solidification and cooling. The insulation effect is influenced by the layer thickness. Solids content, viscosity and rheological properties must be balanced in such a way that, on the one hand, the desired layer thickness is achieved, while at the same time, the coating can be sprayed well and applied evenly. Since the coating is a dispersion that can segregate during storage, appropriate treatment is necessary before application. By determining the density by a baumé-stick or the efflux time by a flow cup, the coating is adjusted on-site to achieve the desired processing viscosity.
2. Drying speed
The process parameters play an important role when applying the coating in the spraying process. In order to create a textured surface, the coating is sprayed at a lower rotation speed than usual. In order to achieve short cycle times – and thus high productivity – in production, the coating must dry quickly. Bergmann is planning a new production line with a fully automatic casting rotation table for the production of structured liners in order to achieve even greater economic efficiency. In future, this will place additional demands on the drying time of the coating.
3. Gas absorption capacity
Since the metallic permanent mould in centrifugal casting is impermeable to gas, the die coating plays an important role in “gas management”. In order to avoid gas defects such as pinholes, the coating must have a certain porosity and be able to absorb decomposition gases. At the same time, the gas production of the coating itself should be as low as possible, which requires a low organic content, measurable in the loss on ignition.
4. Extraction behaviour
In terms of work processes, extraction behaviour is an important property. When the tube is pulled out of the die after solidification, the coating should adhere to it and ideally be completely removed from the die. For the cleanliness of the workplace, it is desirable to have a continuous coating layer on the pipe that produces as little dust as possible. When the coating is blasted in the next step, it must be easy to remove – even from the undercuts of the structure. For health and safety reasons, the coating must not contain crystalline quartz silica.
One-stop solutions
In addition to the die coating tailored for structured liners, Bergmann opts for further solutions from Hüttenes-Albertus. For example, HA also supplies a coating for the production of cylinder liners with smooth surfaces, which have mechanically processed outer surfaces. As an effective release agent for all surfaces that come into contact with molten iron, i.e. casting pots, barrels, ladles and gutters, the company uses the HA coating Nekropal, a water-based graphite coating.
Integrating coating expertise into process development
When it comes to manufacturing rotationally symmetrical components, centrifugal casting is a proven, technically sophisticated casting process. The production of cylinder liners at Bergmann Automotive is an example of how close cooperation between the foundry and its suppliers leads to the development of innovative solutions.
From the automotive, chemical and paper industries; from pipes and rollers to liners: there are many fields of application with very specific requirements. The casting result can be specifically influenced by selecting the correct coating as well as the appropriate machine and process parameters. For this reason, foundries would do well to draw on the expertise of an experienced coating provider when developing processes for centrifugal casting applications at an early stage.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}