

Michal Vykoukal, Markéta Přerovská, Alois Burian, Tomáš Bajer.
SAND TEAM, spol. s r.o., Holubice 331, 683 51 Holubice, Tschechische Republik.
GEOPOL® ist ein einzigartiges anorganisches Bindemittelsystem, das im Hinblick auf die Umwelt, das Arbeitsumfeld und die nachhaltigen Ressourcen benötigt und begrüßt wird. Die GEOPOL®-Technologie wird derzeit in den Gießereien für drei grundlegende Produktionsprozesse / -Technologien verwendet: (1) für selbsthärtende Formmischungen, (2) durch gasförmiges Kohlendioxid gehärtete Sandmischungen und (3) die Hot-Box-Technologie mit Heißlufthärtung. Die GEOPOL®-Technologie löst nicht nur das Bindemittelsystem und die Härtungsmethoden, sondern befasst sich auch mit dem gesamten Produktionsprozess der Gießerei. Geringe Emissionen, die beim Mischen von Sand, Formen, Behandlung und Gießen entstehen, führen zu einer relativ signifikanten Verbesserung der Arbeitsbedingungen in Gießereien (keine VOCs). Ein hoher Prozentsatz des regenerierten Sandes kann wieder zur Herstellung der Formmischung verwendet werden.
Die Geopolymere mit einem hohen Molverhältnis von SiO2/Al2O3, manchmal auch Geopolymerharze genannt, sind flüssige Substanzen mit ähnlichen Eigenschaften wie kolloidale Lösungen von Alkalisilikaten - Wasserglas. Eine der Möglichkeiten zur Verwendung von Geopolymerharzen ist die Verwendung als Gießereibindemittel. Zum Härten werden entweder erhöhte Temperaturen oder chemisches Härten verwendet.
Geopolymere für die Gießereiindustrie
Immer mehr Nachdruck wird auf einen sauberen und umweltfreundlichen Betrieb gelegt. Viele Gießereien sind einem großen Druck ausgesetzt. Dies führt zur Einführung neuer Technologien, die meist auf anorganischer Chemie basieren und im Hinblick auf die Umwelt und nachhaltige Entwicklung akzeptabler sind. Die Geopolymer-Bindemittelsysteme und die GEOPOL®-Technologie gehören zweifellos zu diesen neuen Technologien. Ein neues umweltfreundliches Bindemittelsystem GEOPOL® wurde unter Verwendung eines geopolymeren anorganischen Bindemittels zur Herstellung herkömmlicher Formen und Kerne in der Tschechischen Republik entwickelt. Diese Polymere werden auch als Polysialaten bezeichnet und bestehen aus Ketten von Tetraedern aus SiO4 und AlO4. Die resultierenden Eigenschaften des Bindemittels hängen vom Verhältnis dieser Komponenten und von der Herstellung des Geopolymers ab.
Das Bindemittel ist eine anorganische Geopolymervorstufe mit einem geringen Polymerisationsgrad. Das Aushärten erfolgt durch Einwirkung von Wärme oder Härtern. Während der Härtungsreaktion nehmen der Polymerisationsgrad und die Bildung eines anorganischen Polymers zu.
Das GEOPOL® ist eine geruchlose Technologie und erzeugt keine Schadstoffe, sodass es nur minimale negative Auswirkungen auf die Umwelt hat. Aufgrund der chemischen Natur des Geopolymerbindemittels ist die mechanische Rückgewinnbarkeit der verwendeten Sandmischung möglich.
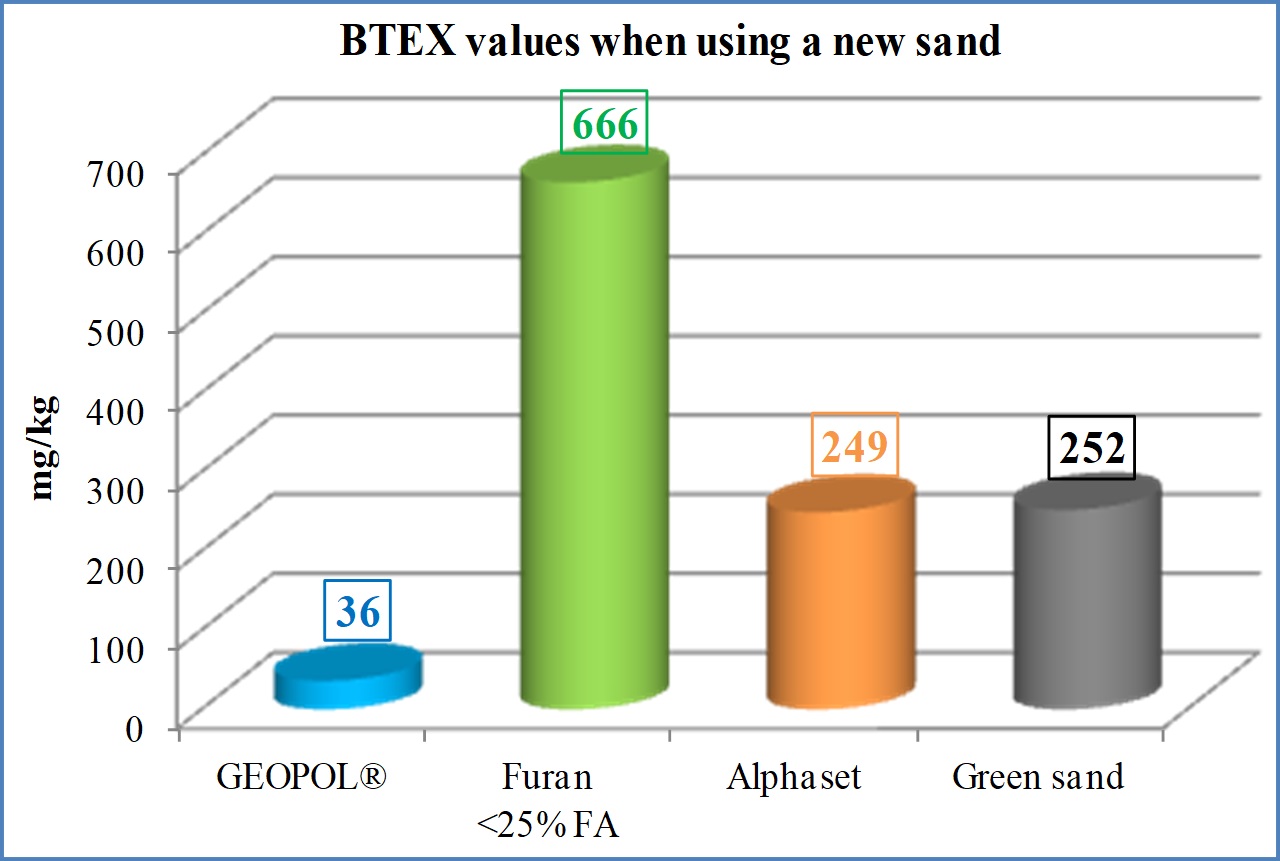
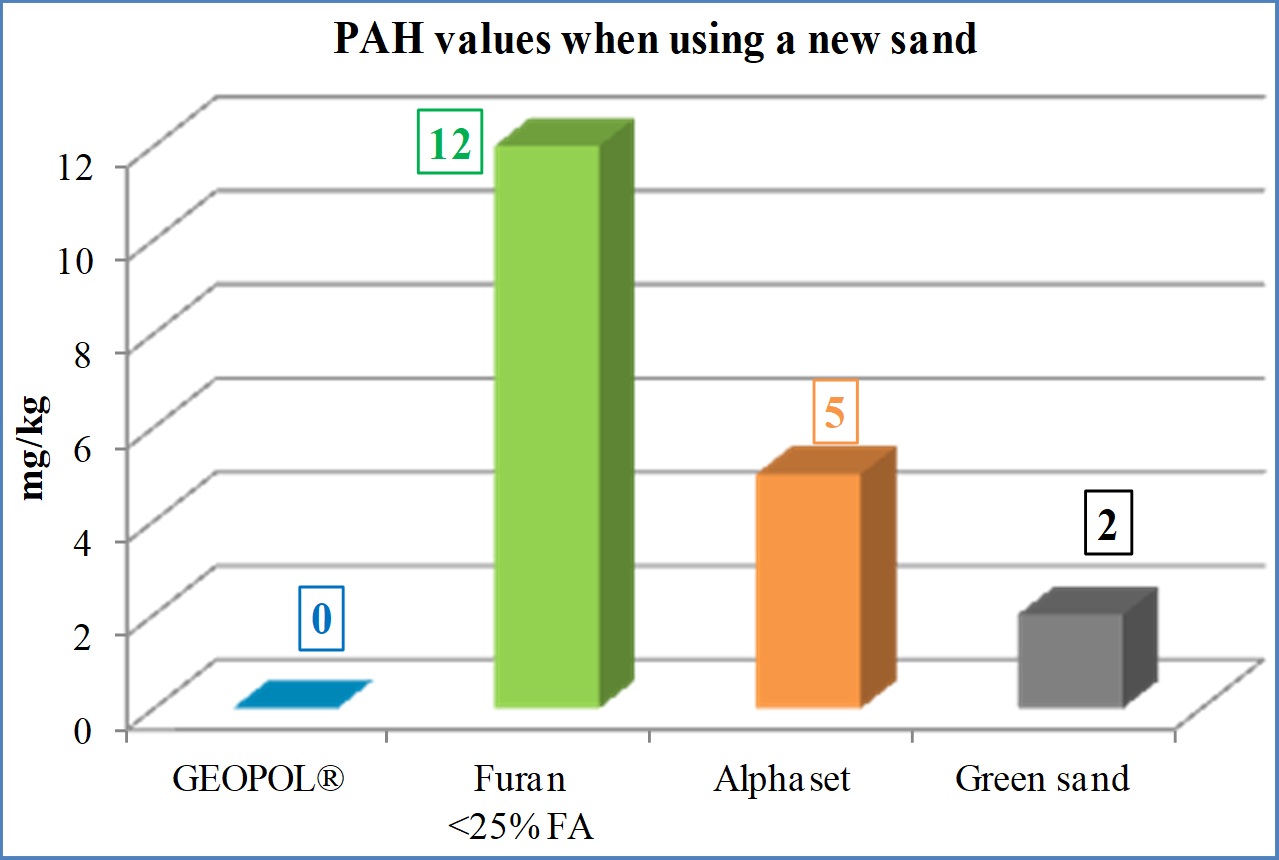
Die Emissionen sind ein der grundlegenden Umweltprobleme von Gießereien. Gießereien müssen steigende Kosten im Zusammenhang mit der Lösung dieser Umweltprobleme berücksichtigen. Sie interessieren sich zunehmend für Technologien mit günstigeren Umwelteigenschaften und versuchen, diese in Betrieb zu nehmen. In wirtschaftlich entwickelten Ländern ist der Umweltdruck noch größer. Das Interesse an der Entwicklung neuer Technologien und deren Umsetzung ist ebenfalls gestiegen. Die GEOPOL®-Technologie ist im Umweltprogramm enthalten, das Ziel ist die Veränderung des ökologischen Fußabdrucks der Gießereiindustrie. Generell wird erwartet, dass die anorganischen Bindemittelsysteme eine signifikante Emissionsreduzierung erzielen. Der Vergleich der Bindemittelsysteme aus Sicht von BTEX und PAU ist in Abb. 1 graphisch dargestellt.
Die GEOPOL®-Technologie wird derzeit in den Gießereien für drei grundlegenden Produktionsprozesse/Technologien verwendet: (1) für selbsthärtende Formmischungen, (2) durch gasförmiges Kohlendioxid gehärtete Sandmischungen und (3) die Hot-Box-Technologie mit Heißlufthärtung.
GEOPOL® selbsthärtende Formmischungen
Die Technologie der selbsthärtenden Gemische ist für die Herstellung von Formen und Kernen vorgesehen. Das Geopolymerbindemittel für diese Technologie ist eine klare viskose Flüssigkeit mit einem geringen Polymerisationsgrad. Durch die Wirkung des Härters wird der Polymerisationsgrad erhöht und ein Polymer mit hoher Bindungsfähigkeit gebildet.
In dem Geopolymerbindemittel erfolgt die Polymerisation durch die Wirkung des Härters, so dass die Flüssigkeit allmählich die Viskosität erhöht und sich zum festen Polymer ändert. Es gibt keine Synärese. Der Polymerisationsprozess führt zu einem festem anorganisches Polymer mit charakteristischer Struktur. Das Wasser ist in dem festen anorganischen Polymer eingeschlossen. Das Geopolymerbindemittel hat eine hohe Haftfestigkeit. Die Möglichkeit geringer Zugabemengen von Geopolymerbindemitteln in den selbsthärtenden Mischungen wird auch durch die langjährige Erfahrung von Gießereien bestätigt, in denen das Geopolymerbindemittelsystem verwendet wird. Die ausreichende Zugabemengen des Bindemittels, um die erforderlichen Betriebsfestigkeiten und Eigenschaften der Formen und Kerne zu erreichen, liegt bei den Sandmischungen mit neuem Sand zwischen 1,4 und 2,0% und bei den Sandmischungen mit 75 bis 100% des regenerierten Sandes zwischen 1,8 und 2,0%.
Die wichtigen Parameter für alle selbsthärtenden Sandmischungen sind die Lebensdauer (Arbeitszeit) der Sandmischung und die Abstreifzeit. Ein Formfestigkeitsprüfer hat sich als sehr praktische Messmethode sowohl bei Labor- als auch bei Betriebsmessungen der Lebensdauer des Prüfstands und der Trennzeit erwiesen. In den Anfangsstadien des Aushärtens kann schnell und einfach die Zunahme der Festigkeiten in Abhängigkeit von der Zeit von den Teststücken und bestimmten Formen oder Kernen gemessen werden. Das Verhältnis von Lebensdauer und Trennungszeit ist vergleichbar mit bestehenden organischen und anorganischen Bindemittelsystemen (alkalische Phenolsysteme, Furane, Wasserglasesterverfahren).
Die Lebensdauer der selbsthärtenden Mischungen mit Geopolymer-Bindemittelsystem kann durch einen geeigneten flüssigen Härter eingestellt werden. Am häufigsten werden der Härter der SA-Serie und GEOFIX, SGU, eine neue Härterreihe, verwendet. Die Lebensdauer der Sandmischung kann im Bereich von 2 bis 90 Minuten eingestellt werden. Somit kann gesagt werden, dass durch die Auswahl oder Kombination von Härtern die gewünschten Parameter für eine bestimmte Produktion eingestellt werden können.
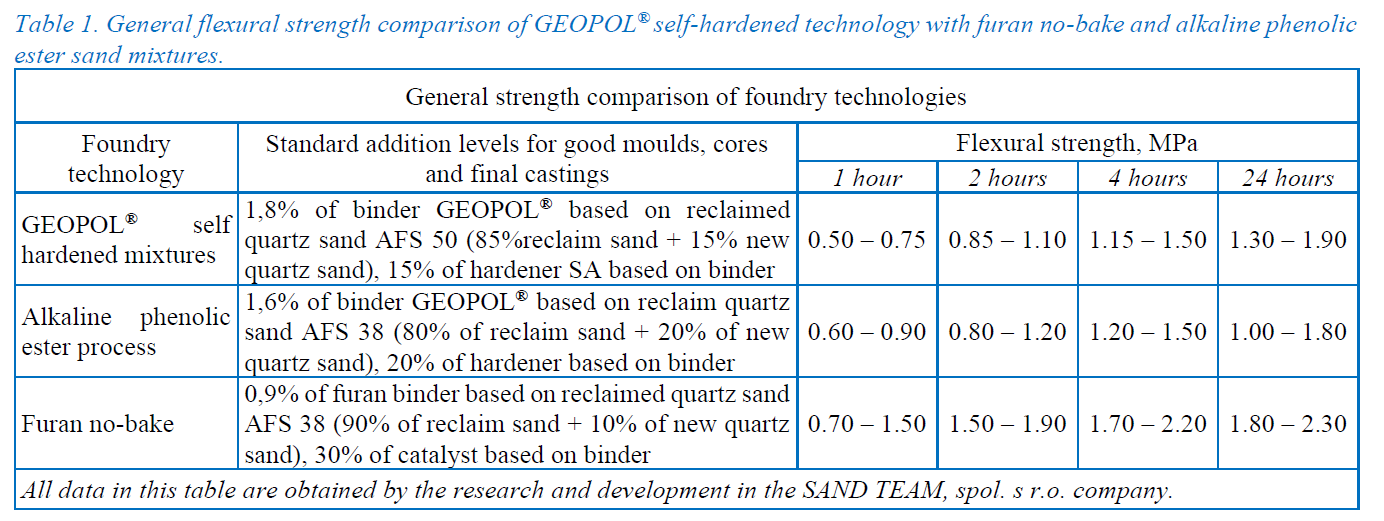
Die allgemeine Biegefestigkeit von selbstgehärteten GEOPOL®-Sandmischungen ist in der Tabelle 1 zusammen mit dem Vergleich mit Furan-No-Bake- und alkalischen Phenolestersandmischungen angegeben. Es kann behauptet werden, dass die Biegefestigkeiten die gleichen sind wie beim alkalischen Phenolesterverfahren.
Die Zusammensetzung der selbsthärtenden Sandmischung:
• Sand.
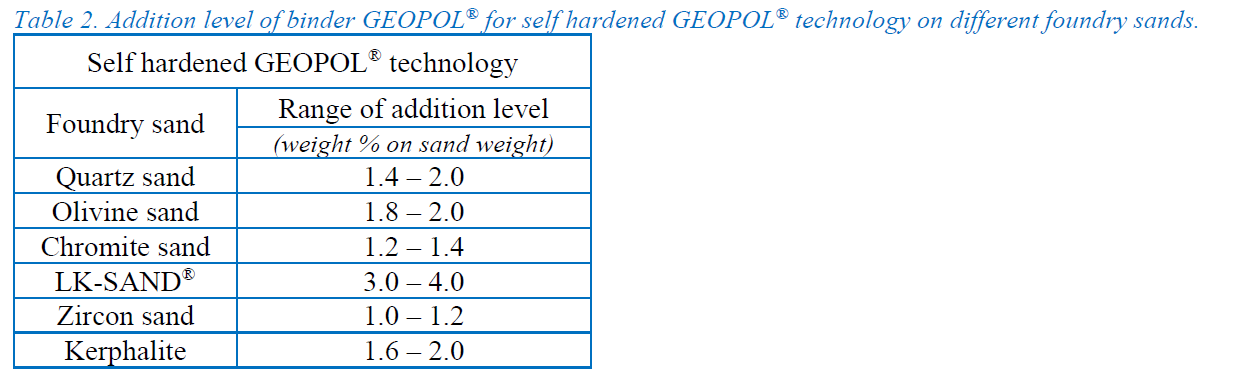
• Bindemittel GEOPOL 618, Zusatzmenge zwischen 1,4 und 2,0%, bezogen auf die Sandmenge (Quarzsand).
• Härter, Zugabegrad zwischen 14 und 18%, bezogen auf die Bindemittelmenge.
Die Zugabemengen für Quarzsand und Nicht-Quarzsand sind in Tabelle 2 aufgeführt.
In Abb. 2 ist zu sehen, dass während des Gießvorgangs nur minimale Emissionen in die Atmosphäre (Umgebung) erzeugt werden, im Wesentlichen ist es nur ein Wasserdampf.
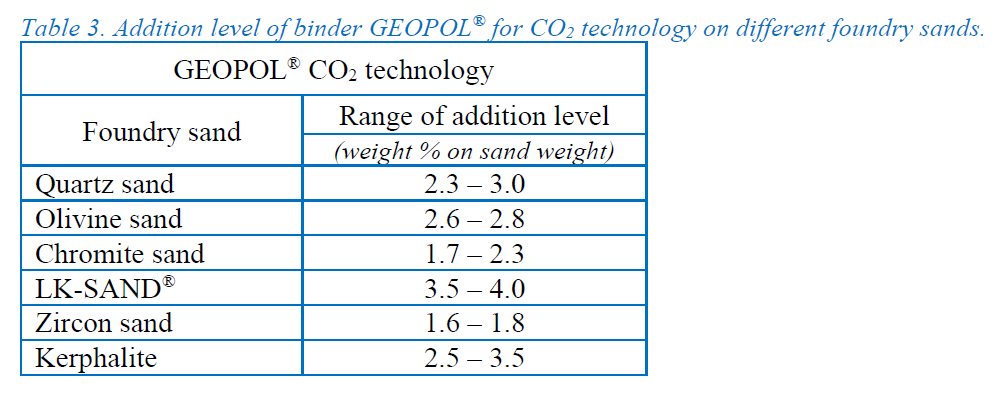
Technologie GEOPOL® CO2
Das anorganische Geopolymersystem ist auch bei der Herstellung von Kernen oder sogar Formen anwendbar, die durch Gas von außen durch das gasförmige Kohlendioxid (CO2) gehärtet werden. Während des Härtungsprozesses mit gasförmigem CO2 treten die Polymerisation und die Bildung eines anorganischen Polymers auf.
Um höhere Sofortfestigkeiten sowie eine höhere Kernspeicherfestigkeit zu erzielen, können der Sandmischung sowohl flüssige als auch pulverförmige GEOTEK-Beschleuniger zugesetzt werden. Das Additiv wird verwendet, um höhere unmittelbare Festigkeiten zu erzielen, die Lagerfähigkeit und Zerfallbarkeit zu verbessern. Die Zerfallbarkeit der Kerne nach dem Gießen ist ähnlich den mit gasförmigem CO2 gehärteten alkalisch kondensierten Phenolharzbindemittelsandmischungen. Die Art dieses Additivs wird gemäß den Anforderungen der Eigenschaften der Sandmischungen und der hergestellten Kerne und des verwendeten Sandes ausgewählt. Die Sandmischung kann bis zu 24 Stunden gelagert werden, ohne die Qualität zu verändern, während verhindert wird, dass Luft austritt. Die Beschleuniger beschleunigen das Aushärten von Kernen und reduzieren den CO2-Verbrauch. Im Vergleich zum Natriumsilikat ist die Aushärtezeit kürzer; Im Vergleich zu dem durch CO2 gehärteten alkalisch kondensierten Phenolharz ist die Aushärtezeit jedoch länger.
Für die effizientere Härtung ist es möglich, den Kreislauf des CO2-Gasstroms durch den Kern oder die CO2-Verdünnung durch Luft zu nutzen. Das erhitzte CO2 könnte auch im Härtungsprozess verwendet werden.
Das Wasser ist fest im Bindemittel gebunden und verringert das Risiko der Entstehung von Blasen und Hohlräumen aufgrund der Bildung von Wasserdämpfen. Die Kerne zeigen eine geringe Gaserzeugung.
Die Zusammensetzung der durch gasförmiges Kohlendioxid, GEOPOL® CO2, gehärteten Sandmischung:
• Sand.
• Bindemittel GEOPOL 510, Zusatzmenge zwischen 2,3 und 3,0%, bezogen auf die Sandmenge (Quarzsand).
• Beschleuniger GEOTEK, Zugabemengen zwischen 0,5 und 0,8%, bezogen auf die Sandmenge.
Die in Gießereien verwendeten Zugabemengen für Quarzsand und Nicht-Quarzsand sind in Tabelle 3 aufgeführt.
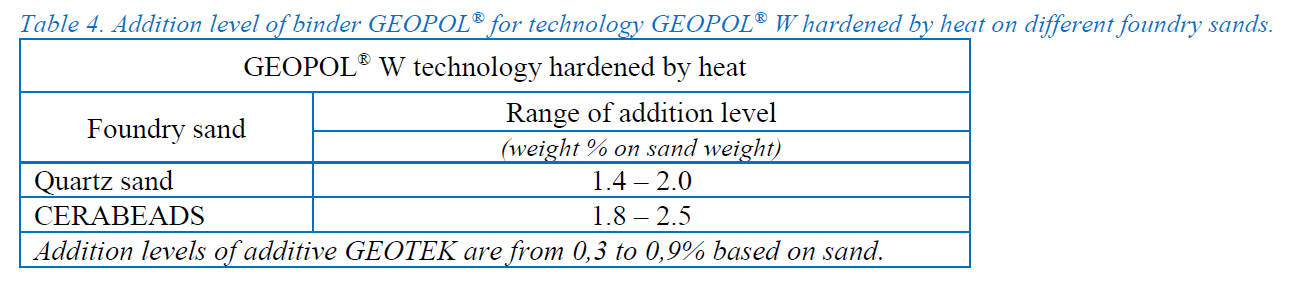
Technologie GEOPOL® W
GEOPOL® W-Bindemittel werden zur Herstellung von durch Hitze gehärteten Kernen verwendet. Bei dieser Technologie wird die Aushärtung durch Dehydration verursacht, also durch einen physikalischen Prozess. Die Technologie eignet sich für die Serien- und Massenproduktion. Die gesamte Technologie ist rein anorganisch; somit hat es eine minimale Auswirkung auf die Umwelt und sorgt für günstige hygienische Bedingungen.
Das Prinzip dieser Technologie ist als solches: Die Sandmischung wird in beheizte Kernkasten geschossen und das Aushärten der Sandmischung in den heißen Kernkasten wird beschleunigt, indem gleichzeitig die heiße Luft durch sie geblasen wird. Geeignete Temperaturen des Kerns und der Heißluft liegen zwischen 100 und 200 °C. Die Temperaturen von 150 bis 200 °C ermöglichen eine lange Lagerzeit und verhindern die Hydratation der Umkehrkerne. Die Dehydratisierung kann auch durch Mikrowellenhärten erreicht werden.
Es wird empfohlen, das Pulveradditiv GEOTEK W zu verwenden, das sich günstig auf die verringerte Benetzbarkeit der Kerne auswirkt und die Kalt- und Heißfestigkeit der Kerne erhöht.
Im Vergleich zur PUR-Cold-Box-Amin-Technologie werden die vergleichbaren (höheren) Festigkeiten bei gleicher oder kürzerer Aushärtezeit erreicht und die Zerfallbarkeit der Kerne nach dem Gießen ist deutlich besser. Kernfestigkeiten und andere Eigenschaften hängen vom Zugabegrad der Sandmischung und von den Parametern der Produktionsprozesse ab. Die Biegefestigkeit nach dem Aushärten und Abkühlen erreicht bis zu 5 MPa.
Die Zusammensetzung der Sandmischung für die Kernherstellung mit der Technologie GEOPOL® W:
• Sand.
• Bindemittel GEOPOL W, Zusatzmenge zwischen 1,4 und 2,0%, bezogen auf die Sandmenge (Quarzsand).
• Beschleuniger GEOTEK W, Zugabemengen zwischen 0,3 und 0,9%, bezogen auf die Sandmenge.
Die Zugabe von 1,8% Bindemittel und 0,5% Beschleuniger gewährleistet eine optimale Festigkeit, die durch den Produktionsprozess verifiziert / bestätigt wurde.
Bei der Herstellung von Gussteilen aus Aluminium und Nichteisenlegierungen werden sehr gute Ergebnisse erzielt. Wir arbeiten derzeit an der Entwicklung eines Bindemittelsystems für Gussteile aus Stahl und Gusseisen.
Das Bindemittelsystem GEOPOL® W eignet sich für die meisten Quarz- und Nicht-Quarzsande wie CERABEADS, Olivinsand, Chromitsand und Aluminosilikatsande. Die Zugabemengen sind in Tabelle 4 aufgeführt.
Eine günstigere Wirkung des Geopolymer-Bindemittelsystems auf die Arbeitsumgebung und die Umwelt ist in Abb. 3 zu sehen. Die Unterschiede zwischen anorganischen und organischen Bindemittelsystemen sind auf den ersten Blick signifikant. Die mit der GEOPOL® W-Technologie hergestellten Kerne erzeugen während des Gießvorgangs keinen Rauch, Qualm, Geruch und Duft. Beim Öffnen der Düse entsteht nur ein kaum wahrnehmbares Aroma.
Die mit der GEOPOL® W-Technologie hergestellten Kerne können im gleichen Produktionszyklus hergestellt werden wie die mit der PUR-Cold-Box-Amin-Technologie hergestellten Kerne. Die hergestellten Kerne benötigen keine zusätzliche Pflege, d.h. herkömmliche Beschichtungen können aufgebracht werden (herkömmliche Beschichtungen auf Alkoholbasis, auf Basis von Graphit oder Aliminosilikaten oder Korund oder Zirkonium usw. und deren Gemische). Die Kerne können unter Standard-Gießereibedingungen gelagert werden, ohne die endgültige Gussqualität zu beeinträchtigen. Es gibt keine Verformung der Kerne. Eine sehr gute Zerfallbarkeit der Kerne nach dem Gießen und die wesentliche Verkürzung der Dekorationszeit (Gussteile aus Aluminiumlegierungen) wurde bestätigt.
Regenerierung
Die verwendeten Sandmischungen mit dem Geopolymerbindemittel weisen eine wesentlich leichtere Rückgewinnbarkeit auf, was mit den organischen Bindemittelsystemen vergleichbar ist. Die bessere Zerfallbarkeit der verwendeten Sandmischungen mit Geopolymerbindemittel nach dem Gießen wurde von den Gießereien bestätigt, die Aluminium- und Nichteisengussteile herstellen. Dies bedeutet, dass bei niedrigeren Temperaturen die Zerfallbarkeit besser ist als die Zerfallbarkeit der herkömmlichen organischen Bindemittelsysteme. Im Betrieb wurde nachgewiesen, dass die verwendeten Sandmischungen mit dem Geopolymerbindemittel durch eine einfache Schwingungsrückgewinnungsanlage, die nach dem Abriebprinzip funktioniert, erfolgreich zurückgewonnen werden können. Die Verwertung des zurückgewonnenen Sandes beträgt dann 75% für den Modellsand und 100% für den Füllsand. Dadurch entfällt die Entsorgung des überschüssigen Formsandes auf Deponien und die Belastung der Landschaft mit Abfall. Die höhere Nutzung des Rückgewinnungssandes und die Einsparungen bei den Ausgangsmaterialien verbessern das gesamtwirtschaftliche Gleichgewicht.
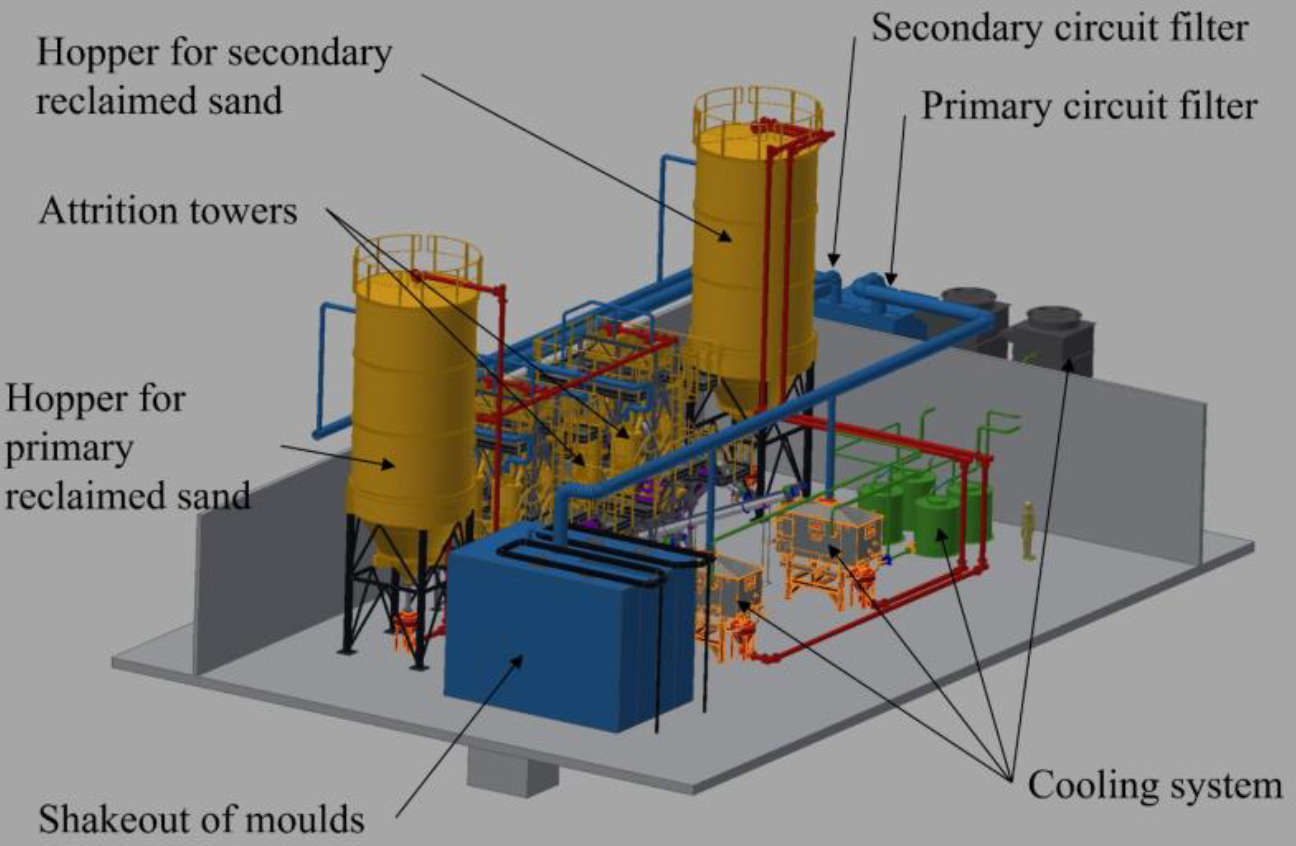
Die Firma SAND TEAM, spol. s r.o. hat den sekundären Rückgewinnungsapparat (Abriebeinheit) entwickelt, um die Nutzung des zurückgewonnenen Sandes zu erhöhen. Wenn dieser Rückgewinnungsapparat (sekundäre Abriebeinheit) in die gesamte Rückgewinnungsanlage integriert ist und nach der primären Rückgewinnungsphase enthalten ist, können 85 bis 95% der zurückgewonnenen Sande für die Sandmischung der Einheit verwendet werden. Die sekundäre Abriebeinheit arbeitet nach dem Prinzip des intensiven Abriebs der Aktivierung und besteht aus dem Abrieb der Körner durch Drehung der Metallteile der Vorrichtung und dem gegenseitigen Reiben der Sandkörner bei gleichzeitiger Staubabsaugung. Dieser Vorgang führt auch zur Aktivierung der Sandkornoberfläche.
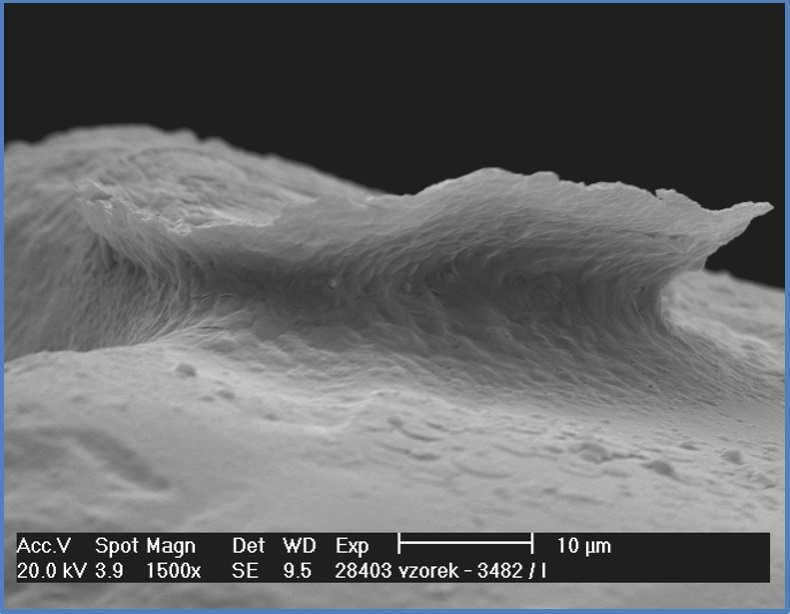
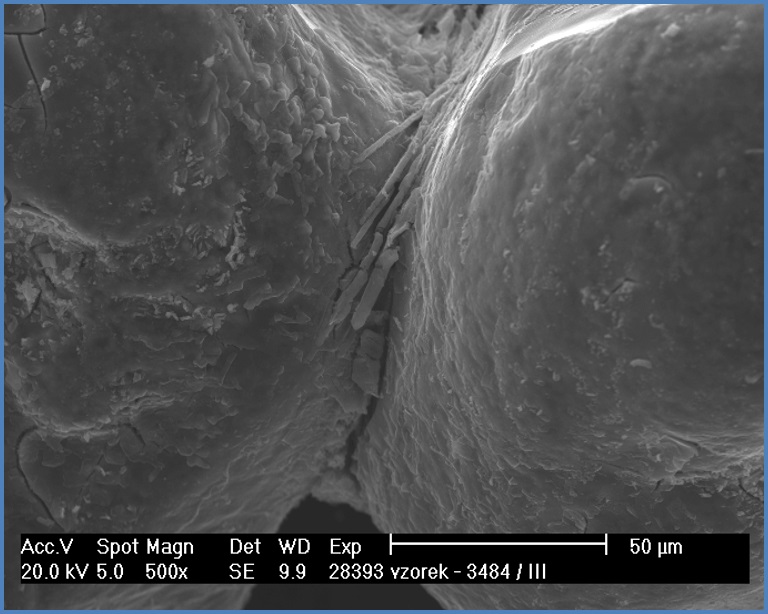
Das Geopolymerbindemittel hat eine hohe Kohäsionsfestigkeit. Wenn die Bindungsbrücken mechanisch belastet werden, trennen sich die Bindemittelhüllen (Rückstände) von der Oberfläche der Sandkörner. Im Bereich der Bindebrücken tritt kein Bindemittelbruch auf. Die Art der Zerstörung ist klebend, siehe Abb. 4, ähnlich der der organischen selbsthärtenden Sandmischungen.
Die Schemata für die Verwendung des zurückgewonnenen Sandes unter Verwendung sowohl der primären (einstufigen) als auch der sekundären (zweistufigen) Rückgewinnung sind in Abb. 5 gezeigt.
Die Parameter des zurückgewonnenen Sandes, die eine hohe Auslastung ermöglichen, d. h. bis zu 95% des zurückgewonnenen Sandes für die Form- und Kernherstellung, sind wie folgt:
• Leitfähigkeit………..….. unter 400 µS/cm,
• Gehalt Na2O…….…..…. unter 0,150 %,
• Schlämmschstoffe ...........unter 1,2%,
• durchschnittliche Sandkorngröße…..± 0,2 mm (Abweichung von der ursprünglichen durchschnittlichen Sandkorngröße).
Die Betriebsparameter in der Gießerei, in der Aluminiumgussteile hergestellt werden, in der die zweistufige Rückgewinnungsanlage installiert ist und die selbsthärtenden GEOPOL® ST-Formmischungen verwendet werden, sind wie folgt:
• Verhältnis von zurückgewonnenem Sand zu neuem Sand ………..... 85/15%,
• Zugabegrad des GEOPOL®-Bindemittels …………..…………..…. 1,8%,
• Staubmenge ........................................................................................ 3,5%.
Schlussfolgerungen
Die anorganischen Bindemittel bieten eindeutig eine Lösung für die Zukunft der Gießereiproduktion. Daher ist bereits klar, dass die Entwicklung von Gießereiprozessen weiterhin in diese Richtung führen wird.
Die GEOPOL®-Technologie bietet Anwendungen in den drei Gießereiprozessen für die Herstellung von Formen und Kernen: (1) die Technologie der selbsthärtenden Formmischungen, (2) die Technologie der mit gasförmigem Kohlendioxid gehärteten Sandmischungen und (3) die Technologie der Sandmischungen durch Hitze gehärtet.
Diese GEOPOL®-Bindemittelsysteme können zur Herstellung von Gussteilen aus Stahl, Gusseisen, Nichteisenmetallen und deren Legierungen verwendet werden und sind für alle Arten von Sanden geeignet. Dieses Bindemittelsystem kann als Ersatz für die vorhandenen organischen und anorganischen Bindemittelsysteme zur Herstellung von Formen und Kernen verwendet werden. Die GEOPOL®-Technologie verbessert die Arbeitsbedingungen und die Umweltverträglichkeit der Produktion im Vergleich zur derzeitigen Praxis erheblich. Es hilft, die Hygiene- und Umweltprobleme von Gießereien und ihre Auswirkungen auf die Gesundheit, die Sicherheit der Arbeitnehmer und die allgemeinen Umweltauswirkungen zu lösen.
Die nächste Forschung konzentriert sich auf die neuen Bindemittel-, Härter- und Additivqualitäten im Hinblick auf verbesserte technologische Eigenschaften und Rückgewinnbarkeit.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}