

Im Zuge der stetig steigenden Anforderungen bezüglich Emissionen und Umweltbelastungen sowie Energie- und Materialkosten stehen die Gießereien mehr denn je in einem internationalen und nationalen Wettbewerb, in dem sie sich behaupten müssen. Hier sind Innovationen zur wirtschaftlicheren Gussproduktion von großer Bedeutung. Dies betrifft in besonderem Maße auch die Wahl des Kernherstellungsverfahrens und dessen Optimierung.
Anorganische Bindemittel haben sich bereits im Leichtmetallguss mit sehr großem Erfolg etabliert und stellen dort eine wirtschaftliche Alternative zu den gängigen Cold Box-Bindemitteln dar. Durch den Einsatz von anorganischem Binder und der damit verbundenen Reduzierung von Emissionen und Kondensaten können Kostensenkungen u.a. im Bereich der Luftaufbereitung und Instandhaltung erzielt werden.
Im Rahmen einer Bachelorarbeit wurde das anorganische Kernbindersystem Inotec® der ASK Chemicals GmbH im Eisenguss der Bremsscheibenfertigung der SHW Automotive GmbH eingesetzt und der Prozess im Vergleich zur Serienanwendung bewertet. Von beiden Firmen wurde die Durchführung der Bachelorarbeit betreut.
Bremsscheibenfertigung bei der SHW Automotive GmbH
Bei der SHW Automotive GmbH, Werk Ludwigstal, in Tuttlingen wird ein breites Spektrum von Bremsscheiben produziert. Es werden sowohl Rohguss-Bremsscheiben für die Erstausrüstung führender Automobilhersteller (z.B. Porsche, VW, Audi, BMW, Lamborghini, Bentley, Brembo etc.), als auch einbaufertige Bremsscheiben für die Fahrzeug-Montage und den Ersatzteilmarkt hergestellt. Einen weiteren Produktzweig stellt die Fertigung von Verbundbremsscheiben dar.
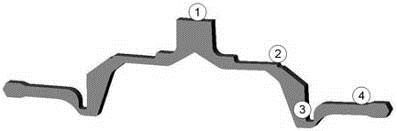
Die Bewertung des anorganischen Bindersystems Inotec® im Vergleich zu dem Serienbinder PUR-Cold-Box wurde anhand einer speziellen Versuchsbremsscheibe durchgeführt (Bild 1). Die Qualität dieser innenbelüfteten Bremsscheibe ist ein abgewandelter EN-GJL-200. Ausgewählt wurde dieses Modell wegen seiner Gussteil- bzw. der sich ergebenden Kerngeometrie (Bild 2)
Der dünne Querschnitt (4 mm) am Übergang vom „Topf“ der Bremsscheibe hin zu den Kühlkanälen stellt hohe Anforderungen an den Kern bzw. an das Kernbindersystem. Durch die Kühlkanäle und die Kernmarke im äußeren Durchmesser ergeben sich bedingt durch das Handling sowohl bei der Kernherstellung als auch beim Abguss Spannungsbelastungen, denen dieser Übergang standhalten muss.
Inotec®-Kernbindersystem
Das anorganische Bindemittel Inotec® setzt sich aus einer modifizierten Silikatbinderlösung und mineralischen Additiven, den sogenannten Promotoren, zusammen. Die Härtung der Kerne ist eine Kombination aus einem Trocknungsvorgang und einer über Wärme initiierten Vernetzungsreaktion. Realisiert wird dies über die Einwirkung von Wärme mittels beheizbarer Werkzeuge und dem Durchspülen des Kerns mit Heißluft.
Die eingesetzten Sandkerne sollen zur Verbesserung der Gussoberfläche geschlichtet werden. Es versteht sich von selbst, dass ein anorganisches Bindemittel mit Wasserschlichte behandelt wird damit keine Emissionen durch die Verwendung von Alkoholschlichten freigesetzt werden. Gerade der oben beschriebene vier Millimeter dünne Querschnitt am Übergang zu den Kühlkanälen stellt eine große Herausforderung an die Wasserschlichtestabilität der anorganisch gebundenen Sandkerne dar. Bedingt durch den Fertigungsprozess der SHW Automotive GmbH kommt die Anwendung der Kerne in einer Disamatic-Formanlage mit vertikal geteiltem Ballen hinzu. Die Parameter der anorganischen Kernfertigung mit dem Inotec® Bindemittel sind auf die Kerngeometrie, den Schlichteprozess, die Formanlage und auf den Werkstoff abgestimmt worden.
Vorversuche
Zu Beginn der Bachelorarbeit wurden zunächst die entsprechenden Fertigungsparameter zur Herstellung von schlichtestabilen Inotec®-Kernen mit ausreichenden Festigkeiten evaluiert. Die Versuche fanden aufgrund der ähnlichen Herstellungstechnik an einer Hot-Box-Kernschießmaschine statt. Hierbei wurden die Werkzeuge und deren Entlüftung entsprechend angepasst, um eine optimale Füllung zu erreichen. Desweiteren wurden die Taktzeit und die Temperatur der Werkzeuge untersucht, verschiedene Binder- und Promotorkombinationen analysiert und eine entsprechende Schlichte festgelegt.
Die Kerne wurden nach dem Schlichten dem Prozess des Trocknens zugeführt. Hierzu wurde ein Durchlauftrockenofen mit einer Temperatur von 150°C benutzt. Bild 3 zeigt einen geschlichteten Inotec®-Sandkern. Anschließend wurden die Kerne abgegossen.
In den folgenden Abschnitten werden nun einzelne Prüfmerkmale (Bild 4) zur Beurteilung der mit Inotec® gefertigten Bremsscheiben aufgeführt und direkt mit der Serienproduktion (PUR-Cold-Box) verglichen.
Verhalten beim Abguss
Bei dieser Untersuchung handelt es sich um eine rein visuelle Beurteilung des Verhaltens beim Abguss. Entscheidend ist hierbei vor allem die Entwicklung von Rauch und Gieß- bzw. Kerngasen.
Bild 5 zeigt das Verhalten von PUR-Cold-Box-gebundenen Kernen beim Abguss. Die Gießtemperatur beträgt 1370 °C. Das Abbrennen von Gießgasen aus dem Überlauf ist deutlich zu erkennen. Grund für das Entstehen dieser Flamme ist hauptsächlich die im Kern enthaltene Organik, auf dem das Bindersystem beruht.
Das Verhalten von Inotec®-gebundenen Kernen ist ebenfalls in Bild 5 dargestellt. Aufgrund des Wasserglas-Bindersystems kommt es hier erwartungsgemäß nicht zum Abbrennen von Kerngasen. Das wirkt sich somit positiv auf die Emissions- und Geruchsbelastung der Mitarbeiter aus.
Entkernbarkeit/Putzbarkeit
Der im Fertigungsprozess integrierten Kühltrommel schließt sich eine Durchlauf-Strahlanlage an. Diese verfügt über eine automatische Materialfluss-Kontrolle und sorgt somit für die Anpassung des Strahlmitteldurchsatzes. Als Strahlmittel wird ein Rundkorn aus niedrig gekohltem Stahlguss eingesetzt.
Die Dauer des Strahlprozess ist abhängig vom Materialdurchsatz, der eingestellten Umdrehungsgeschwindigkeit der Strahltrommel und der Strahlintensität. Die beiden letztgenannten Parameter werden im Serienprozess über sogenannte Strahlprogramme konstant gehalten.
Die nach der Strahlanlage entnommenen Scheiben weisen gleich saubere Oberflächen auf. Im Bild 6 dargestellt ist eine mit Inotec®-Kern hergestellte Bremsscheibe.
Keildruckprüfung
Die Bestimmung der Keildruckfestigkeit erfolgt an einer Probe (Bild 7), die zwischen zwei gegenüberliegenden gehärteten Stahlkeilen bis zum Bruch beansprucht wird (gemäß VDG-Merkblatt P340).
Das Ergebnis des Vergleichs der beiden Kernbindersysteme bezüglich der Keildruckfestigkeit ergibt keine signifikanten Unterschiede (Bild 8). Die Differenz der gemessenen Werte zueinander liegt in vollem Maße innerhalb der Messtoleranz, was auch die eingezeichnete Standardabweichung verdeutlicht.
Die Keildruckfestigkeit ist im Allgemeinen der Zugfestigkeit direkt und linear proportional. Voraussetzung dafür sind ein ausreichend sprödes Verhalten des Werkstoffes sowie eine angepasste Keil- und Probengeometrie. Das Verfahren wird zur indirekten Bestimmung der Zugfestigkeit von spröden Werkstoffen, speziell von grauem Gusseisen, angewandt.
Der Zusammenhang zwischen Keildruckfestigkeit und Zugfestigkeit stellt sich so dar, dass die Zugfestigkeit Rm sich aus der Keildruckfestigkeit RmK nach der allgemeinen linearen Gleichung Rm= a + b • RmK errechnet. Für die hier verwendeten Plättchen mit einer Probendicke von 6 mm gilt: Rm = -75,5 + 1,9 • Rmk, wobei die Reststreuung sR 15 N/mm² beträgt.
Überträgt man diese Ergebnisse nach der dargestellten Umrechnung erhält man mechanische Kennwerte (Bild 9), die in etwa einem EN-GJL-150 bis EN-GJL-200 zugeordnet werden können.
Oberflächenhärte
Die Oberflächenhärte wird nach Brinell gemäß DIN EN ISO 6506-1 gemessen. Die Messung erfolgt auf der Topfoberfläche der Bremsscheibe an drei um 120° verschobenen Positionen. Zur Prüfung wird eine Hartmetallkugel (d = 5 mm) eingesetzt. Die aufgebrachte Belastung ist bei einer Einwirkzeit von 10 bis 15 Sekunden 750 kp (= 7,355 kN) groß.
Bild 10 zeigt deutlich, dass sich das Inotec-Kernbindersystem bezüglich Oberflächenhärte nicht vom serienmäßig eingesetzten PUR-Cold-Box-Verfahren unterscheidet. Auch hier liegt die gemessene Differenz innerhalb der Messtoleranz.
Röntgenprüfung
Bei der durchgeführten Röntgenprüfung konnten keine Gefügeauflockerungen, Gasblasen o.a. Fehlstellen festgestellt werden (Bild 11). Die analysierten Bremsscheiben wurden sowohl am Topf als auch entlang der Reibringflächen geprüft. Die Untersuchung fand an unbearbeiteten Rohgussteilen statt.
Bearbeitbarkeit
Die Bearbeitungslinie der Versuchsbremsscheibe ist in verschiedene Schritte unterteilt und umfasst Stationen zur Vorbearbeitung, die Bearbeitung auf das Endmaß und das Auswuchten. Abgeschlossen wird die Bearbeitung durch Drehfräseinrichtungen, welche die Reibringflächen plan fräsen und eventuelle Welligkeiten ausgleichen.
Bei der Bearbeitung der Inotec®-Bremsscheiben wurde keine Änderung der gesamten Zykluszeit bezüglich mechanischer Bearbeitung festgestellt. Eine Veränderung des Verschleißverhaltens der zur Bearbeitung eingesetzten Schneidkeramiken konnte nicht festgestellt werden.
Rissprüfung
Die Rissprüfung der Bremsscheiben ist mit in der Bearbeitungslinie integriert und funktioniert nach dem Wirbelstrom-Prinzip. Bei der durchgeführten Prüfung wurden keine Fehler nachgewiesen. Die untersuchten Bremsscheiben zeigten keine Unregelmäßigkeiten oder Beschädigungen.
Gefügeuntersuchung
Die Schliffproben (Bild 12) wurden den Bremsscheiben entnommen und präpariert. Im Fokus der Gefügeuntersuchungen standen insbesondere die kerngebildeten Bereiche der Kühlkanalpartien. Hier zeigten sich im Hinblick auf die Graphitausbildung zunächst Unterschiede (Abwandlung vom gewünschten A-Graphit) bei Bremsscheiben, die mit Inotec®-gebundenem Kern gefertigt wurden.
Durch Weiterentwicklungen des Inotec®-Bindersystems sowie der eingesetzten Schlichte, welche speziell auf die GJL-Legierung und deren Erstarrung eingestellt sind, konnte das in Bild 13 dargestellte Ergebnis erzielt werden.
Zusammenfassung
Im Rahmen der Bachelorarbeit wurde gezeigt, dass die Herstellung von Bremsscheibenkernen nach dem Inotec®-Verfahren möglich ist.
In mehreren Versuchsreihen wurden entsprechende Anpassungen bezüglich der eingesetzten Inotec®-Bindemittel und der verwendeten Schlichten vorgenommen. Die Kernherstellung erfolgte an einer bei SHW üblichen Hot-Box Kernschießmaschine. Die Kerne wurden mit einer speziell für das Inotec®-Verfahren entwickelten Schlichte versehen und unter Serienbedingungen abgegossen. Die Qualität, Temperatur und Gießgeschwindigkeit des GJL waren die der Serienfertigung. Das Gussergebnis entspricht dem der Serienfertigung. Darüber hinaus sind die Umwelteinflüsse während der Kernherstellung und des Gießens ein für die Zukunft wichtiger Aspekt.
Die ermittelten mechanischen Kennwerte haben gezeigt, dass sich die Eigenschaften der Bremsscheiben, die mit PUR-Cold-Box- bzw. Inotec®-gebundenem Kern gefertigt wurden, nicht signifikant unterscheiden. Alle durchgeführten Untersuchungen (Verhalten beim Abguss, Entkernbarkeit/Putzbarkeit, Keildruckprüfung, Oberflächenhärte, Röntgenprüfung, Bearbeitbarkeit, Rissprüfung, Gefügeuntersuchung), die im Zuge der direkten Gegenüberstellung zwischen Inotec®- und PUR-Cold-Box-Fertigung bei der SHW vorgenommen wurden, sind vergleichbar. Damit ist bewiesen, dass das Inotec®-Verfahren zur Kernherstellung für GJL und besonders für die Bremsscheibenfertigung verwendbar ist.
Zum Abschluss der gesamten Untersuchung ist noch eine Überprüfung der mit PUR-Cold-Box Kernen gefertigten Bremsscheibe gegen die mit Inotec®-Kernen gefertigten auf einem Bremsenprüfstand geplant. Ziel ist der Nachweis, dass die so hergestellten Bremsscheiben den Anforderungen bis hin zum tatsächlichen Einsatz gerecht werden.
Autoren
B. Eng. Steffen Sasse (Auszug aus Bachelor-Arbeit), Dipl.-Ing. Jörg Knechten, beide SHW Automotive GmbH, Tuttlingen, Dipl.-Ing. Jörg Brotzki, Dr. Carolin Wallenhorst, Dipl.-Ing. André Gerhards ASK Chemicals GmbH, Hilden; Prof. Dr.-Ing. H.-J. Wojtas, Universität Duisburg-Essen, Duisburg
###COMPANY_LINK### <link record:tx_browserdirectory_directory:4878 internal-link> ASK Chemicals GmbH
ASK Chemicals GmbH

{kind=link}
{kind=link}
{kind=link}
{kind=link}