

Innovationsfreude und Forschergeist – zwei Schlagworte, die bei ExOne einen hohen Stellenwert haben: Das Unternehmen aus Gersthofen bei Augsburg, das zu den führenden Herstellern bei der Anlagenherstellung und Entwicklung innovativer Prozesstechnik für die digitale Sandformproduktion gehört, bietet seinen Kunden gerne neues. Dafür spricht nicht nur der Name des europäischen Hauptgeschäftssitzes – S. Kent Rockwell 3D-Druck-Innovations-Center – sondern auch, dass sich hier neben der hauseigenen Produktion von 3-D-Sanddruckanlagen, dem Production Service Center und dem Kundendienst auch eine überaus aktive Forschungs- und Entwicklungsabteilung befindet.
Gemeinsam auf Innovationskurs
Innovative Produkte bietet auch die Firma Küttner aus Essen ihren Kunden an. Das Unternehmen hat weltweit mehr als 450 Kupolofenanlagen realisiert. International ist Küttner kompetenter Partner für die Projektierung und den Bau kompletter Gießereien und somit auch von Schleudergießanlagen. So kommt Küttner-Technologie für die Fertigung von rotationssymmetrischen Gusskörpern aus unterschiedlichsten Materialien auf der ganzen Welt zum Einsatz.
Sandformen im 3-D-Druck herzustellen bewegt die Branche seit einiger Zeit. Wobei mit der Fertigung von Schleuderguss ganz besondere Herausforderungen verbunden sind. Küttner führte bereits in der Vergangenheit erste positive Versuche durch und sieht in der neuen Technik großes Potenzial. Andreas Rössler, Project Manager Sales bei Küttner: „Natürlich möchten wir das Schleudergießen voranbringen, in erster Linie aber geht es uns darum, unseren Kunden aufzuzeigen, was mit 3-D-Druck alles möglich ist.“ Mit der Idee, als eine Art Machbarkeitsuntersuchung gemeinsam eine Versuchsreihe durchzuführen, trat daher Andreas Rössler an ExOne heran. Schließlich kennt man sich als langjährige Vertriebspartner in Frankreich. Und selbstverständlich waren die 3-D-Druckspezialisten aus Gersthofen an einer Weiterentwicklung in diesem Bereich interessiert. Sandgussformen aus dem 3-D-Drucker bringen Gießereibetrieben zahlreiche Vorteile – von kürzeren Durchlaufzeiten über geringere Nacharbeit bis hin zu einer besseren Oberflächenqualität der Rohgussteile. Viele Gießereien nutzen die innovative Technologie bereits für ihre Fertigungsprozesse. Der Einsatz von kompletten 3-D-Kernpaketen bei der Herstellung von rotationssymmetrischen und nicht rotationssymmetrischen Bauteilen im Schleudergießverfahren befindet sich jedoch noch in der Entwicklungsphase.
Start einer neuen Versuchsreihe
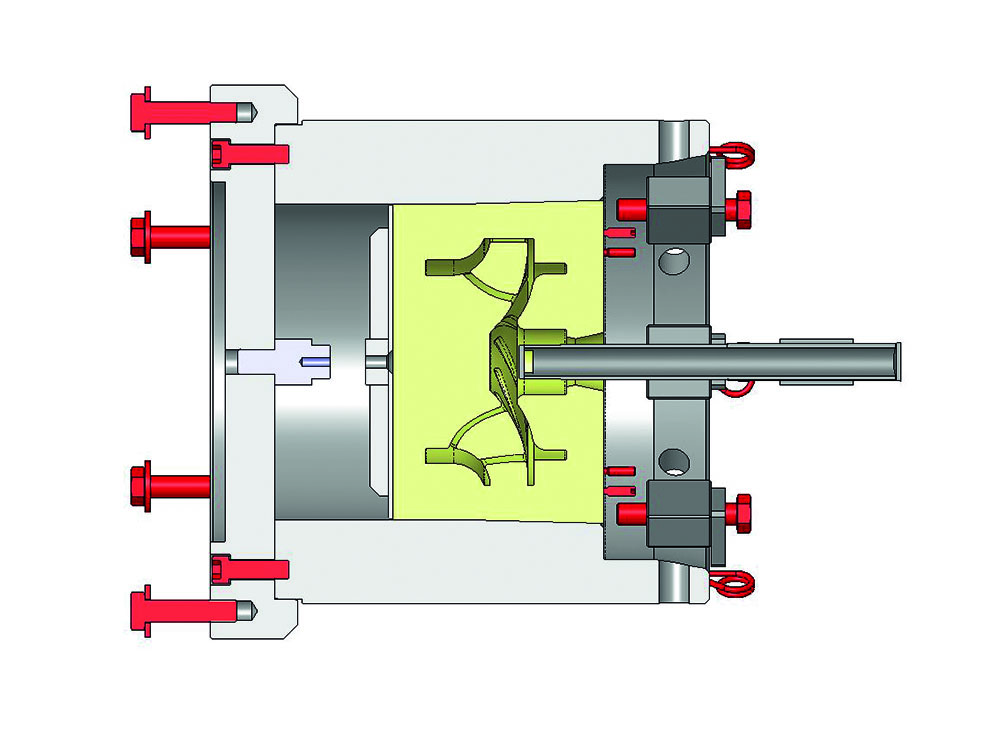
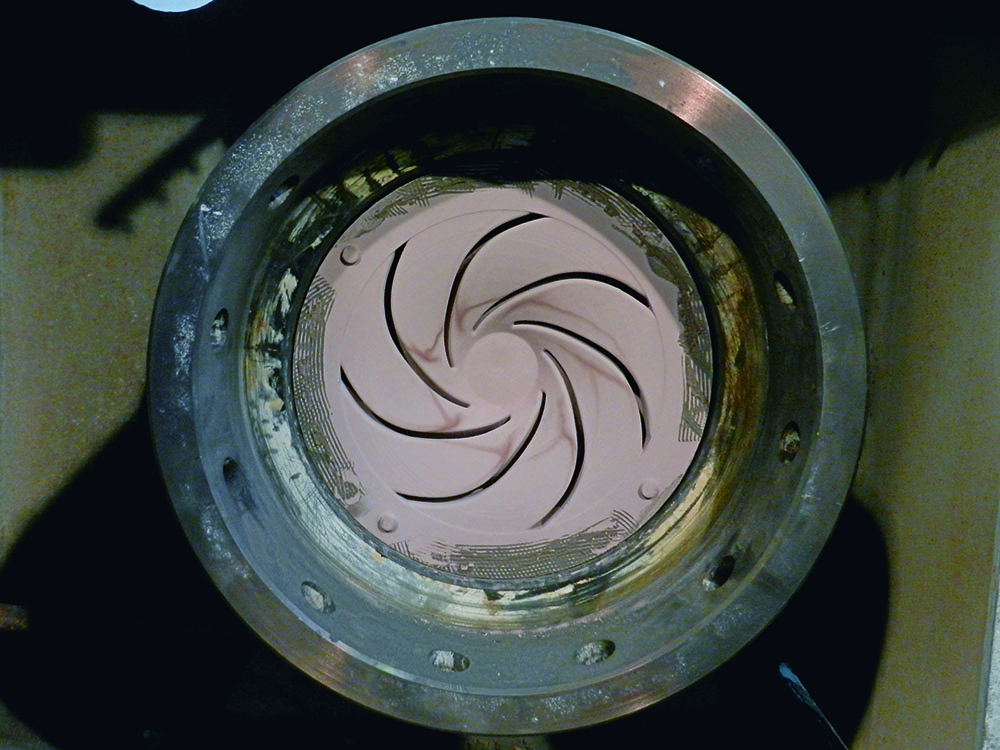
Mit dem Gießen eines Impellers, eines Bauteils, wie es weltweit hunderttausendfach in den unterschiedlichsten Variationen zur Anwendung kommt, sollte die Versuchsreihe starten. Im Juli diesen Jahres trafen sich Holger Barth, Regional Sales Manager bei ExOne und Andreas Rössler bei der Partner-Firma Düker im unterfränkischen Karlstadt. Im dortigen Werk des Unternehmens, das mit seinen Eisengusserzeugnissen zu den führenden Herstellern von Armaturen und Abflussrohren zählt, wurde die Versuchsreihe konzipiert und durchgeführt (Bilder 1 und 2). ExOne-Vertriebsmanager Holger Barth, reiste mit zwei dreiteiligen Sandpaketen mit jeweils fünf 3-D-Kernen im Gepäck an den Main. Darunter befand sich ein Impeller-Kernpaket, das für den ersten Versuch verwendet wurde (Bild 3). Alle Kerne waren im Vorfeld von ExOne auf einem S-Max Furan-3-D-Drucker hergestellt und anschließend geschlichtet und verklebt worden. Nachdem die Rahmenbedigungen für die Tests festgelegt und alle Vorbereitungen abgeschlossen waren, konnte es losgehen. Es wurde das Standardeisen der Gießerei vor Ort verwendet, um die Formfüllung des Impellerpaketes zu testen (Bild 4). Die Schmelze – Gusseisen mit Lamellengraphit der Sorte 15 – war vorher in einer der bei Düker verwendeten Schmelzofenanlagen, einer Heißwind-Kupolofenanlage, geschmolzen worden. Andreas Rössler: „Wir waren erst einmal sehr gespannt, ob die von ExOne im Furan- 3-D-Druck hergestellten Kerne der Belastung von etwa 60 G gewachsen sein würden.“ Das Resultat des Versuchs übertraf zum Teil sogar die hohen Erwartungen: Die gedruckten Kerne hielten nicht nur der Belastung stand, sondern lieferten insgesamt ein sehr gutes Ergebnis (Bild 5).
Resultate zeigen deutliche Vorteile für das Schleudergießverfahren auf
ExOne-Sales-Manager Holger Barth: „Die Formfüllung war exzellent. Selbst rotationsunsymmetrische Konturen wurden perfekt gefüllt.“ Es ist hinlänglich bekannt, dass die Vorteile der 3-D-Drucktechnologie vor allem bei komplexen Gussteilen groß sind. Der Nutzen speziell für das Schleudergießverfahren liegt für ihn ganz klar auf der Hand: „Durch den Verzicht auf Entformschrägen und durch deutlich geringere Aufmaße an den Gussteilen ermöglicht der 3-D-Sanddruck
konturnähere Konstruktionen.“ Der Bearbeitungsaufwand der Gussteile kann sich dadurch um bis zu 50 % reduzieren. Zudem entfällt bei der Impellerherstellung mithilfe von 3-D-KernpPaketen der Zusammenbau von Kernen oder Paketen für den Hinterschnitt, wie er beim Kernschießen von Impellern notwendig ist.
Holger Barth und Andreas Rössler sehen viele weitere Vorteile der 3-D-Technologie: Ohne großartige Entwicklungskosten lassen sich freie Formen gestalten und mehrere Gussteile ausprobieren. Gerade beim Impellergießen ist das sonst nicht möglich. Da die verfügbare Software für die Gießprozesssimulation des Schleudergießens größtenteils ungeeignet ist, gibt es beim Schleudergießen und vor allem beim Schleudersandgießen, kaum Simulationsmöglichkeiten. Dies hat wiederum zur Folge, dass wenig entwickelt oder geforscht wird. „Mit 3-D-Print können wir dagegen gleich in die Praxis gehen und Ideen schnell realisieren“, so Holger Barth.
Generell habe der Versuch auch gezeigt, dass man eine Menge Kosten sparen könne, erklärt Andreas Rössler: „Da bei der Verwendung der 3-D-Formen auf Anschnitt und Speisersysteme komplett verzichtet wird, ergeben sich folgende Effekte: der Einsatz von geschmolzenem Material reduziert sich nahezu um die Hälfte und damit im gleichen Umfang die Schmelzkosten.“ Und nicht nur die geringere Materialmenge führt zu einer verbesserten Kostensituation: „Auch die Putzkosten für die Entfernung von Anschnitt- und Speisermaterial entfallen. Dies spart wiederum kostbare Zeit.“ Diese erste gemeinsame Versuchsreihe lieferte ebenso vielfältige technische Erkenntnisse. So konnten beispielsweise keine signifikanten Unterschiede zwischen geschlichteten und ungeschlichteten Kernen oder bei der Auswahl der verwendeten Schlichte festgestellt werden. Des Weiteren zeigte sich, dass die Position der Eingießrinne zum Schleudergießkern, die Drehrichtung sowie die Drehgeschwindigkeit während der unterschiedlichen Prozessabläufe – also dem Eingießen und Abkühlen – die Gussqualität maßgeblich bestimmt.
Holger Barth: „Durch den Einsatz von 3-D-Kernen und -Paketen sind auch beim Schleudergießen Kleinserien oder Einzelteile wirtschaftlich darstellbar, größere Serien können mittels verlorener Formen in kurzer Zeit realisiert werden.“ Daher sieht er auch beim Schleuderformgießen viele Chancen für innovative 3-D-Technik.
Positiver Ausblick und weitere Testreihen
Das Fazit aus dieser ersten Versuchsreihe erlaubt also einen rundum positiven Ausblick. Für die Zukunft ist geplant, weitere Materialien zu testen, Versuche mit anderen Gussteilen durchzuführen sowie eine Optimierung der Kerne hinsichtlich der Formtrennung anzugehen. All dies eröffnet Gießereibetrieben weitere neue Möglichkeiten auf dem Weg in eine digitale Zukunft. „Auf Basis der Versuche sehe ich bisher unerschlossene Marktpotenziale beim Einsatz von Sandformen und -kernen im Schleudergießverfahren“, freut sich Holger Barth über die Ergebnisse. Er ist sich sicher, dass die Vorteile der 3-D-Technologie über kurz oder lang jeden überzeugen werden. „Zusammen mit Küttner wollen wir mit diesen Versuchen unseren Kunden aus der Gießereibranche die vielseitigen Möglichkeiten des Einsatzes von 3-D-gedruckten Kernen aufzeigen.“
Versuchsaufbau und –ablauf
Verwendete Kerngeometrie
Fünf Kerne als Kernpaket „Impellerflansch“, hergestellt auf einer S-Max-Furan von ExOne
Kerndurchmesser
300 bis 350 mm mit einer Versuchskernhöhe von 210 und 230 mm
Schleudergießanlage
RingCast 500 mit beheizter Gießrinne und horizontaler Gießrichtung.
Drehzahl
Geometrieunabhängig variable Drehzahl zwischen 400 und 1800 U/min in entsprechend vordefinierten Zeitfenstern
Verwendete Kokille
Mit stirnseitigen Entlüftungsbohrungen zur Aufnahme des Kernpaketes
Schmelze
EN-GJL150, im Kupolofen geschmolzener Grauguss, der mittels vorgeheizter Scherenpfanne aus dem 50 Tonnen-Warmhalteofen entnommen wurde
Abstichtemperatur
1500 °C
Gießtemperatur
1390 °C – 1430 °C
Dosierung
Auf Basis der geplanten Füllmenge über Gewicht
×







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}