
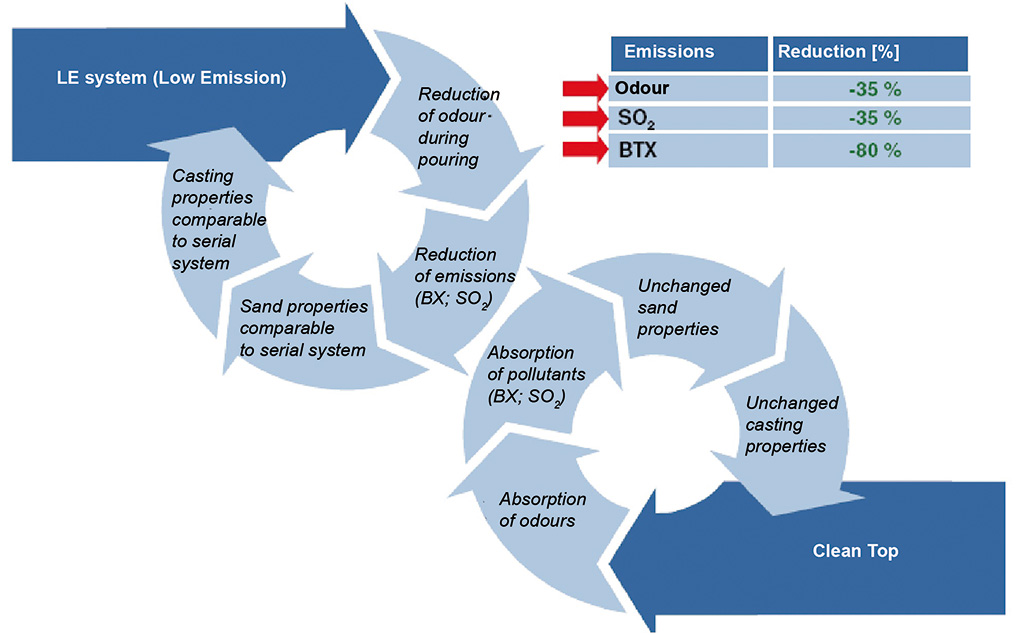
In classic cold-curing systems, crack gases and pyrolysis gases form after moulds have been filled with liquid metal. These gases make a major contribution to odour, emissions and pollution. Using the new LE furan curing system as a binding agent the formation of aromatic pollutants is reduced during the casting process. Implementation of the absorbent Clean Top coating on the surface of the mould helps reduce odour and pollution even further.
To an increased degree the problems of pollution and odour emissions demand a response that spans the entire industry, regardless of the core and mould manufacturing methods used. Taking basic, process-integrated action in order to reduce emissions significantly makes sense from an environmental as well as an economic perspective. Exhaust air treatment systems are costly and technically complex. Therefore it should be considered as a back-up option for improving air quality.
The gases formed during the casting process are especially difficult to collect and treat when acid-curing systems are used in large-scale castings. This is the reason that extensive development efforts have been made during the course of the project entitled “Developing environmentally sound foundry processes, supported by a central transfer system,” which is sponsored by Germany’s Federal Ministry of Education and Research. The objective of these efforts is to reduce and/or eliminate the odour and emission bearing components of moulded materials that contain chemical binders to the greatest possible extent.
Thermal load causes components to break down into pollutants
Acid curing is one of the most commonly used processes for manufacturing cores and moulds in the European foundry industry. In Germany alone roughly 5 million tons of sand are processed annually using this technology which translates to consumption of some 50,000 tons of resin and 20,000 tons of acid catalyst each year.
Used in combination with an organic sulphonic acid catalyst, furan and phenol resins and/or co-condensates of phenol and furfuryl alcohol have emerged as the binders of choice both because of their excellent compatibility with sand and casting procedures and because they are easy to process and display excellent properties on the sand and during the casting process. One disadvantage of this binder system, however, is the fact that it breaks down under thermal loads to form pollutants such as benzene, toluene, xylene (BTX) and sulphur dioxide. Reducing conditions during and after the casting process also generate several compounds that have a strong odour. Some of them contain sulphur others not.
The steps to reduce pollution and odour emissions that have been proposed as part of this project were formulated in a joint effort by the following German companies: the Hulvershorn Iron Foundry [Hulvershorn Eisengiesserei GmbH & Co. KG] located in Bocholt, the Institute for Foundry Technology [Institut für Giessereitechnik GmbH] in Düsseldorf and, last but not least, ASK [Ashland-Südchemie-Kernfest GmbH] in Hilden.
In a first step a variety of acid combinations with several binders that are already established in the foundry industry, such as polyurethane no-bake binders and acid-curing phenol resins and/or phenol/furan resins were tested. In the next step the partner companies moved on in order to develop a new system that provides the advantage of significantly reduced emissions both during and after the casting process.
This new Askuran LE furan resin system (LE = low emission) is comprised of a more reactive furan resin and an acid catalyst containing less sulphur and fewer aromatic compounds. Reactivity and strength of this system was then adjusted so it can be used as comfortable as a standard resin system.
Identical casting properties
A few casting tests were performed to assess the properties of the system such as scab formation, surface quality and the tendency to vein. The results did not indicate any difference compared to a standard furan resin system.
After comparing both systems in terms of reactivity, strength and susceptibility to casting defects, a series of studies was performed to compare the pollution and odour emissions of the two systems. This was carried out on a small scale in a pilot foundry. Hollow cylinders with a base as test objects were filled with liquid iron at roughly 1400 °C. A 1:1 ratio of casting material to iron was used. The gases formed during the casting process were collected in a gas-impermeable bag to determine the concentration of pollutants (BTX, SO2) and odour.
A standard method (VDI 2100/1 and VDI 2457/1) was used in combination with gas chromatography to analyse the concentration of pollutants in the casting gases. The odour was measured using olfactometric methods and the results were recorded in European odour units [OUE]. In order to minimise the uncertainty of the measurements, odour intensity was assessed exclusively on the basis of same-day comparison values.
Scaled-up tests were carried out in the Hulvershorn foundry using a coreless mould having a casting weight of 260 kg. A 4:1 sand-to-iron ratio has been used for these studies, and the moulds were likewise filled with liquid iron at a temperature of roughly 1400°C.
Gases generated both during and after the casting process were collected via an exhaust pipe. A sampling probe was used to test a selected portion of the total exhaust flow. The concentration of pollutants in the exhaust gas was determined via gas chromatography and mass spectroscopy, just as was done for the pilot-scale series of measurements taken at the Institute for Foundry Technology. Odour was likewise determined via olfactometry.
The quality of the reclaimed sand used in the foundry was contaminated by residues from the standard binder system and, as such, by the pollutants resulting form the thermal decomposition of this standard binder system. This of cause affects the pollutant concentrations obtained for the Askuran LE furan resin system. It follows that the true concentration values for the Askuran LE furan resin system were likely lower than those measured.
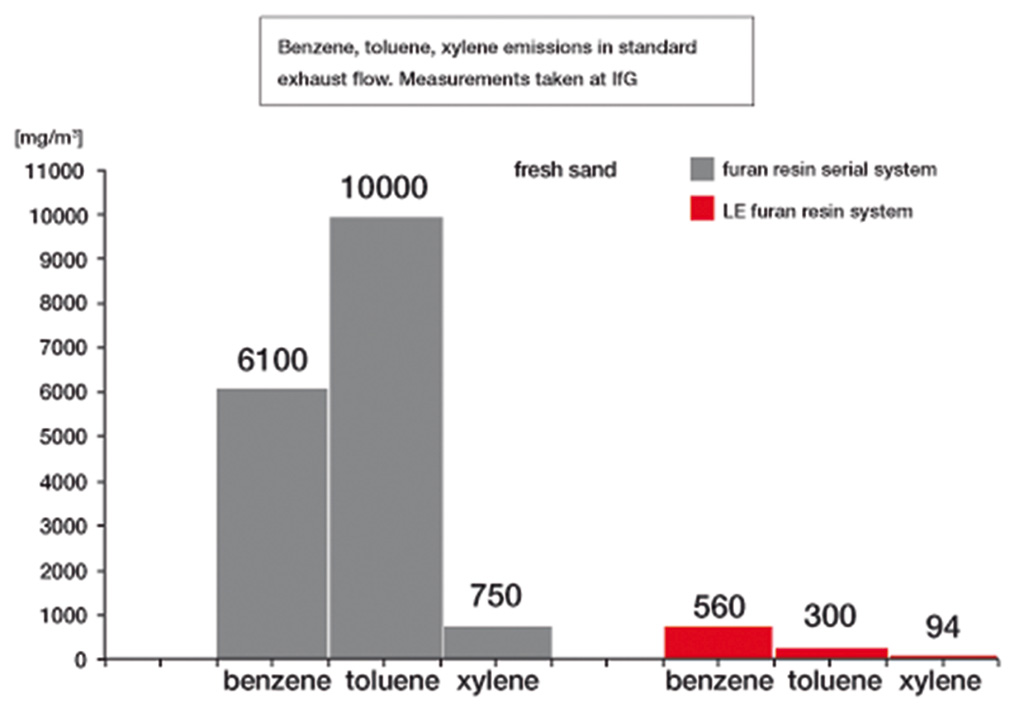
In order to compare odour load and casting gas formation properties of the standard production versus a production using the Askuran LE furan resin system, studies were performed in the pilot plant using fresh H 31 sand and again under actual production conditions using old reclaimed sand. Figure 1 shows the concentrations of benzene, toluene and xylene in the standard pilot-plant exhaust flow. The relevance of the benzene value makes it worth emphasizing that the concentration of this compound produced in the Askuran LE furan resin system is very low. Sulphur dioxide separates nearly three times less than is the case when using a standard furan resin with p-toluene sulphonic acid as a catalyst.
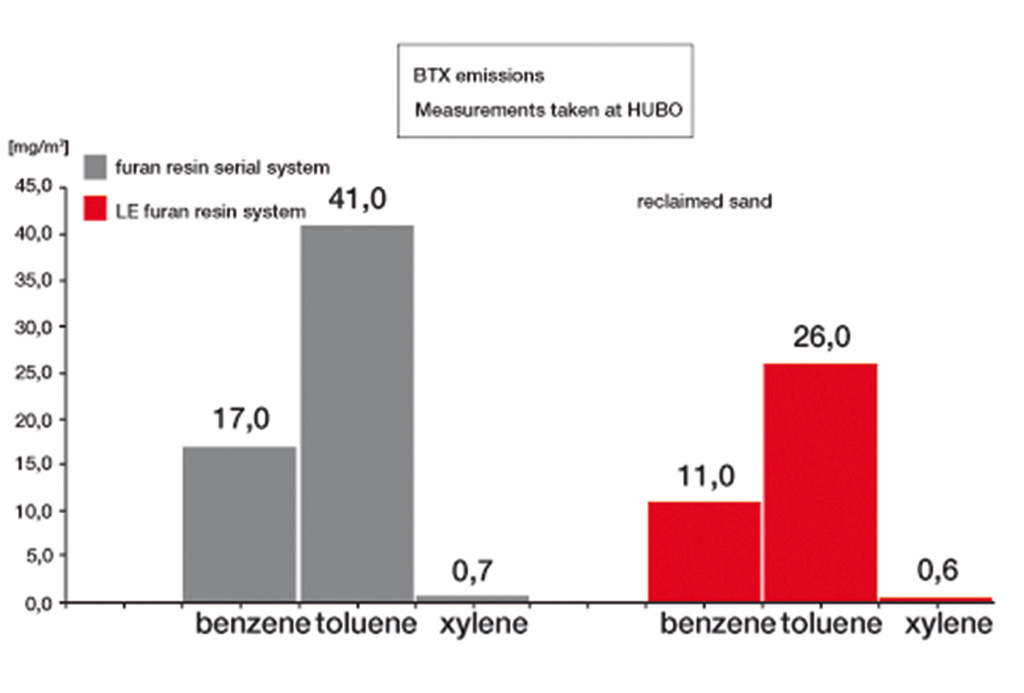
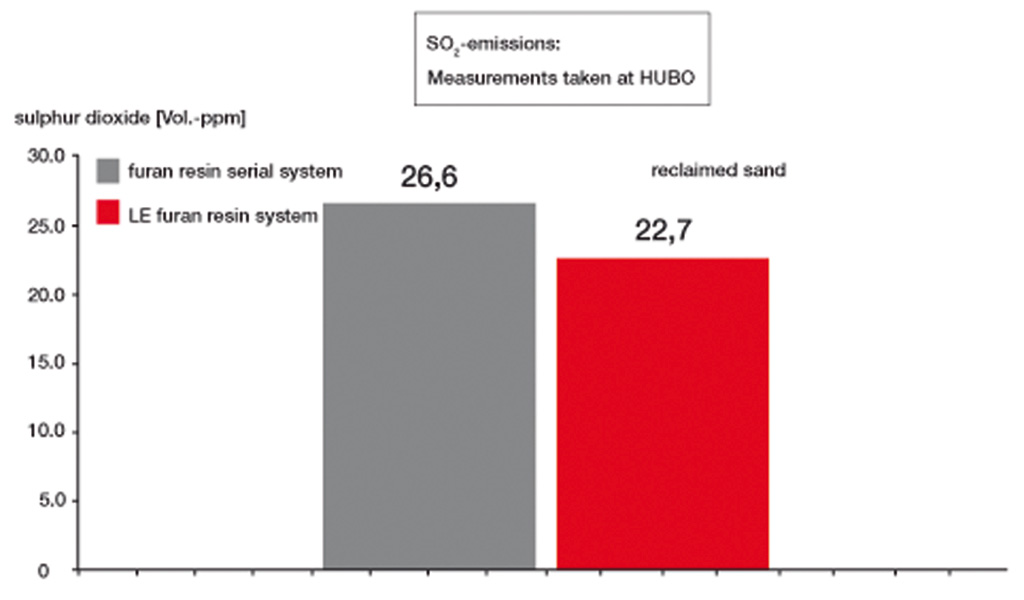
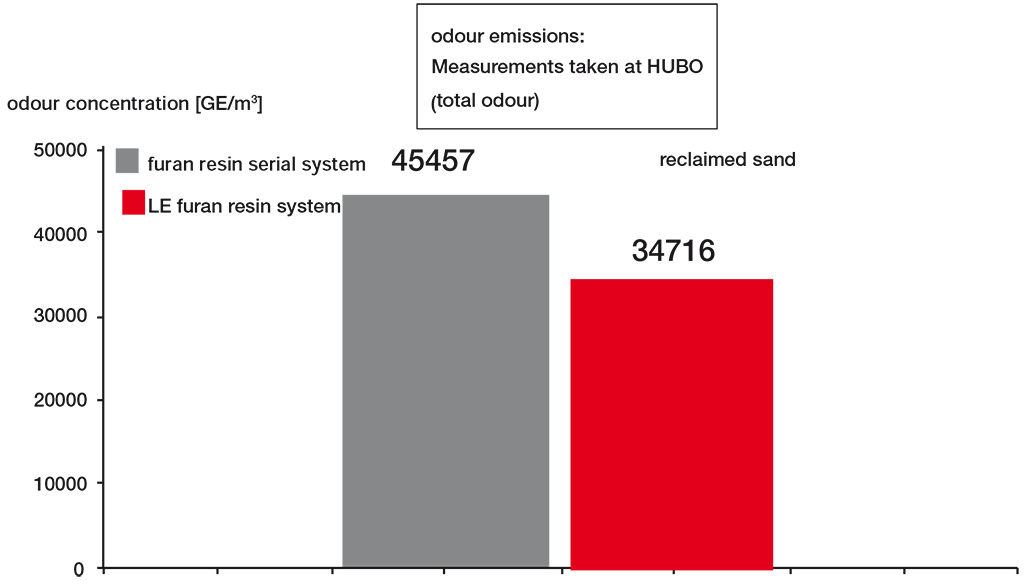
Figures 2, 3 and 4 show the results of measurements taken at the Hulvers-horn foundry using 100% regenerate under standard production conditions.
As indicated above, the quality of the reclaimed sand used for producing moulds corresponds to the quality of the standard furan resin binder. Even though the reclaimed sand used in the standard system contained a higher level of contaminants, BTX emissions (Figure 2), sulphur dioxide emissions (Figure 3) and released odours (Figure 4) were all significantly reduced by using the Askuran LE furan resin system.
The benzene concentration of the used sand was not measured as part of this study. The pollutant emission profile, however, readily leads to the conclusion that the benzene concentration is also drastically reduced in the used sand/reclaimed sand compared to the standard furan resin system.
The comprehensive sand and casting tests performed both on a small and large foundry scale made it possible to introduce a binder system on the foundry market that establishes a solid base on which the difficult emission problem can be relieved.
Special components absorb pollutants
The development of the Clean Top method is yet another milestone in reducing emissions. Clean Top is a flowable coating with absorptive properties for application on the external surfaces of moulds regardless of the manufacturing process involved.
The coating contains especially active components that can absorb odours and pollutants - particularly sulphur dioxide - from the casting gases. The coating is most effective when wet and should therefore not be dried.
The absorptive materials can be adjusted to the composition of the binder used in the moulding material. This is a feature that makes it possible to optimize the impact of the binder for exhaust gas treatment. The diagram in Figure 5 illustrates how the coating works. The coating layer (indicated by the arrow) is applied prior to casting, making it possible to selectively absorb pollutants from the exhaust gas when they are formed during the casting process.
A furan resin mould, consisting of a standard system and 100% regenerate, was filled with liquid iron at a temperature of roughly 1400°C. Figure 6 illustrates the absorption capacity of an active Clean Top layer. As the figure shows, the coating layer keeps a large portion of pollutants (BTX) from escaping. The same phenomenon also applies to the reduction of odours and sulphur dioxide.
Figure 7, on the other hand, reveals a slight increase in the concentration of benzene and sulphur in the coating layer after casting, a result that clearly demonstrates the absorptive effect of this mould cover.
Although the Clean Top process and the Askuran LE furan resin system both yield measurable reductions in exhaust gas odours and pollutants, the concentrations of the substances discussed here can also be reduced to a very low level through the combination of both processes. Figure 8 documents the addition of the good results that the modes of action have towards lower pollutant levels. The interaction of these two methods greatly reduces odour and SO2 concentrations.
The Clean Top method offers foundries an approach to reduce all unwanted emissions which is also easy to implement. The Askuran LE furan resin system is an excellent example of a primary step towards avoiding emissions. Both methods – whether used separately or in combination (Figure 9) – make an effective contribution towards improving environmental conditions in foundries.
###COMPANY_LINK### <link record:tx_browserdirectory_directory:235 internal-link> ASK Chemicals GmbH
ASK Chemicals GmbH

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}