
Dipl.-Ing. Horst W. Rockenschaub, Ing. Reinhold Gschwandtner, Österreichisches Gießerei-Institut, Leoben
Ing. Andreas Holzinger, Dipl.-Ing. Hans Mikota, Georg Fischer Kokillenguss GmbH & Co KG, Herzogenburg
M.Sc-Eng. Irena Topic, Lehrstuhl für Allgemeine Werkstoffeigenschaften, Friedrich-Alexander-Universität Erlangen-Nürnberg
1 Einleitung
Werden an <link _top>Aluminium-<link _top>Gussteile hohe Anforderungen hinsichtlich der mechanischen Eigenschaften bei höheren Temperaturen (> 120 °C) und an die Verschleißfestigkeit gestellt, so bietet sich die Verwendung der <link _top>Kolbengusslegierungen vom Typ Al-Si-Cu-(Ni-Mg) an. Die handelsüblichen Legierungsvarianten können dabei als <link _top>naheutektische <link _top>Legierungen mit <link _top>Silizium (Si)-Gehalten von 10,5 bis 13,5% oder als <link _top>übereutektische <link _top>Legierungen (Si > 12,5 bis 25%) bezogen werden. Das Anwendungsgebiet dieser <link _top>Legierungen umfasst z. B. Kolben für Verbrennungsmotoren, Motorengehäuse, Pumpen- und Ventilgehäuse, aber auch Ventilschieber, Zahnradelemente und <link _top>Gleitlager [1]. Durch die steigenden Temperaturbelastungen und die hohen Anforderungen an Stabilität und <link _top>Warmfestigkeit insbesondere im Motorenbereich können und werden <link _top>Legierungen vom Typ AlSi17Cu4Mg oder AlSi18CuNiMg sowie die quasi-eutektische und genormte <link _top>Legierung EN 1706-AC-AlSi12CuNiMg auch für Zylinderköpfe und Kurbelgehäuse eingesetzt.
1.1 Nachteile für den <link _top>Gießer bei Verwendung der <link _top>übereutektischen <link _top>Legierungen
Tabelle 1: Chemische Zusammensetzung nach EN 1706 der Legierung Al Si12CuNiMg bzw. Angaben der Legierungshersteller für AlSi17Cu4Mg und AlSi18CuNiMg (nicht genormt) |
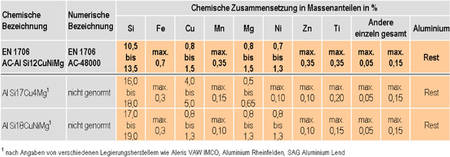
Die hohe Verschleißfestigkeit wird bei den <link _top>übereutektischen Gusslegierungen durch die Ausbildung von primären <link _top>Silizium-Kristallen während der <link _top>Erstarrung erreicht, die in eine duktile <link _top>Aluminium-Grundmatrix eingebettet sind. Die chemischen Zusammensetzungen der gebräuchlichsten <link _top>Kolbengusslegierungen sind in Tabelle 1 angeführt.
Bei Vorliegen von primären <link _top>Silizium-Kristallen wird die <link _top>Gussoberfläche durch gezielte Bearbeitungsschritte derart präpariert, dass die harten und spröden <link _top>Silizium-Kristallflanken aus der Gussteiloberfläche (Laufbahn) herausragen und die benachbarten Mulden in der weicheren Matrix somit als Schmiermittelreservoir dienen können. Die hohe <link _top>Warmfestigkeit dieser <link _top>Legierungen wird durch Zusätze der <link _top>Legierungselemente <link _top>Kupfer, <link _top>Nickel und <link _top>Magnesium erzielt. Allerdings bedingen diese <link _top>Legierungen auch einige Nachteile für den <link _top>Gießer und Bearbeiter, die nachfolgend genannt sind:
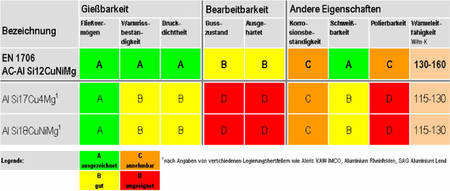
Tabelle 2: Vergleich der Gießcharakteristika und weiterer Eigenschaften von Gussteilen aus AlSi12CuNiMg, AlSi17Cu4Mg und AlSi18CuNiMg |
• Hohe <link _top>Gießtemperaturen (wegen der hohen Abrasivität der sich sonst in der <link _top>Schmelze bildenden <link _top>Silizium-Kristalle) und damit hoher <link _top>Verschleiß aller mit der <link _top>Schmelze in Kontakt stehenden Werkzeuge und Werkstoffe wie Öfen- und Pfannenausmauerungen, Impellerschäfte etc.)
• Hoher <link _top>Verschleiß der <link _top>Dauerformen (Schwerkraft-, Niederdruck- und Druckgußformen)
• Breites <link _top>Erstarrungsintervall und damit verbunden eine hohe <link _top>Warmrissneigung
• Verringerung der <link _top>Wärmeleitfähigkeit
• Hoher <link _top>Verschleiß und geringe Standzeit der Bearbeitungswerkzeuge bei der mechanischen Bearbeitung
Eine Gegenüberstellung der charakteristischen <link _top>Gießeigenschaften der genormten AlSi12CuNiMg mit den <link _top>übereutektischen <link _top>Legierungen nach Angaben der Norm [2] bzw. verschiedener Legierungshersteller [3,4,5] ist in Tabelle 2 angeführt, wobei auch hieraus die Nachteile der <link _top>übereutektischen <link _top>Legierungen hervorgehen.
1.2 Die <link _top>Legierung Al Si12CuNiMg
Als Alternative zu den <link _top>übereutektischen <link _top>Legierungen bietet sich die Verwendung der eutektischen <link _top>Aluminiumlegierung EN AlSi12CuNiMg (EN AC-48000) an, die als einzige der verschleißfesten <link _top>Kolbengusslegierungen in der europäischen Norm EN 1706 angeführt ist. Diese <link _top>Legierung kann, auch bei <link _top>Silizium-Gehalten größer als 12,5 %, durch Zusätze von <link _top>Veredelungsmitteln (<link _top>Natrium oder <link _top>Strontium) oder bei Vorliegen erhöhter <link _top>Kalziumwerte in der <link _top>Schmelze [6] so modifiziert werden, dass sie ein unter- bis <link _top>naheutektisches Gieß- und <link>Erstarrungsverhalten aufweist und damit keine primären <link _top>Silizium-Kristalle mehr auftreten. Somit werden die zuvor beschriebenen Nachteile für den <link _top>Gießer und Bearbeiter gemindert bzw. weitgehend unterbunden. Die <link _top>Gießtemperaturen können deutlich niedriger gewählt werden, der <link _top>Verschleiß der Werkzeuge und der Form sind geringer und das <link _top>Erstarrungsintervall und die <link _top>Erstarrungsmorphologie fallen etwas günstiger aus. Dennoch bleiben noch eine hohe Verschleißfestigkeit, die guten Lauf und Gleiteigenschaften und die <link _top>Warmfestigkeit erhalten, wobei eine signifikant bessere Bearbeitbarkeit gegenüber den <link _top>übereutektischen <link _top>Legierungen gegeben ist.
Aufgrund der bekannten Nachteile der <link _top>übereutektischen <link _top>Legierungen sollte in Zusammenarbeit mit einem Niederdruckgießer die <link _top>Legierung AlSi12CuNiMg evaluiert werden bzw. die chemische Zusammensetzung, die <link _top>Schmelzebehandlung und die <link _top>Wärmebehandlung für diese <link _top>Legierung derart optimiert werden, dass sowohl eine hohe Verschleißfestigkeit als auch die mechanischen Eigenschaften bei erhöhter Temperatur bei gleichzeitiger guter Gieß- und Bearbeitbarkeit vorliegen.
1.3 Eigenschaften der <link _top>Kolbengusslegierungen nach einer <link _top>Wärmbehandlung
Die meisten <link _top>Gussteile aus <link _top>Kolbengusslegierungen werden hauptsächlich im <link _top>Schwerkraftkokillen- oder <link _top>Niederdruckkokillen-Gießverfahren hergestellt. Sie werden jedoch kaum im <link _top>Gusszustand eingesetzt, obwohl sie aufgrund der <link _top>Legierungselemente <link _top>Kupfer und <link _top>Magnesium auch bei Raumtemperatur ein gewisses Maß an <link _top>Aushärtung (T1: vollständige <link _top>Kaltauslagerung) aufweisen. Das volle Potential der verschleißfesten <link _top>Kolbengusslegierungen lässt sich nur mit einer gezielten <link _top>Wärmebehandlung erreichen, wobei je nach Anforderungsprofil, eine
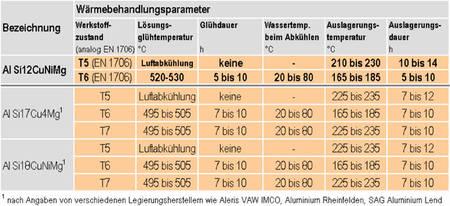
Tabelle 3: Wärmebehandlungsparameter nach Literaturangaben von Sand- oder Kokillengussteilen aus AlSi12CuNiMg, AlSi17Cu4Mg und Al-Si18CuNiMg |
• Unteralterung (T5…Abschrecken aus der Gießhitze und anschließendes Warmauslagern),
• Vollaushärtung (T6…<link _top>Lösungsglühen, <link _top>Abschrecken und Warmauslagern) oder eine
• <link _top>Überalterung (T7…<link _top>Lösungsglühen, <link _top>Abschrecken und <link _top>Warmauslagerung bei höherer Temperatur)
vorzunehmen ist. Die in der Literatur angegebenen Lösungsglüh- und Warmauslagerungstemperaturen bzw. -zeiten sind in Tabelle 3 aufgelistet. Die in der Literatur angegebenen Warmauslagerungsdauern von 7 bis 12 Stunden sind für eine praktische Verwendung unter Berücksichtigung der meist knappen Ofenkapazitäten in den Gießereien verhältnismäßig lang, weshalb in dieser Untersuchung vor allem näher auf die <link _top>Kaltauslagerung bzw. auf die T5-Auslagerung und deren Optimierung eingegangen wird.
Tabelle 4: Vergleich der mechanischen Eigenschaften von getrennt gegossenen Kokillenguss-Probestäben aus AlSi12CuNiMg, AlSi17Cu4Mg und Al-Si18CuNiMg |
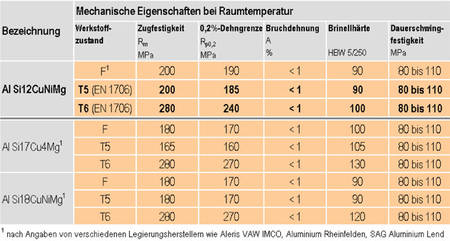
Die Mindestwerte der mechanischen Eigenschaften in Abhängigkeit des Werkstoffzustandes von <link _top>getrennt gegossenen Probestäben, die im <link _top>Kokillengießverfahren hergestellt wurden, gehen aus Tabelle 4 hervor. Auffallen dabei ist, dass bei der <link _top>Legierung Al Si12CuNiMg zwar die Festigkeitseigenschaften vergleichbar - wenn nicht sogar etwas höher - als bei den <link _top>übereutektischen <link _top>Legierungen ausfallen, die Härte jedoch geringer ist. Da die Härte indirekt - in starker Vereinfachung der Mechanismen - auch ein Maß für die Verschleißfestigkeit ist, wurde u. a. auch untersucht, durch welche geeigneten Maßnahmen eine Steigerung der Härtewerte bei AlSi12CuNiMg erzielt und ob ein Zusammenhang zu Festigkeitseigenschaften, wie z. B. der 0,2%-<link _top>Dehngrenze, hergestellt werden kann. Die Optimierung hinsichtlich der Bruchdehnung ist bei dieser Legierungsgruppe wenig sinnvoll, da alle <link _top>Legierungen mehr oder minder grobe Phasen aufweisen, die ja die Ursache für die hohe Verschleißfestigkeit darstellen und die zugleich zu einer Verschlechterung der Duktilität führen.
2 Versuchsdurchführung
Es wurden Kokillengussstäbe und <link _top>Gussteile aus der <link _top>Legierung Al Si12CuNiMg hergestellt. Daraus wur-den Proben entnommen und die statischen mechanischen Eigenschaften bestimmt bzw. die Einflüsse auf die mechanischen Eigenschaften durch Variation der Legierungszusammensetzung und der Parameter der <link _top>Warmauslagerung eruiert. Im Einzelnen wurden folgende Untersuchungen durchgeführt:
• Einfluss der Kornfeinung und Veredelung auf das Gefüge und die Gießcharakteristika
• Ermittlung des <link _top>Kaltauslagerungsverhaltens
• Einfluss der <link _top>Legierungselemente auf die mechanischen Kennwerte
• Ermittlung des Warmauslagerungsverhaltens
• Variation der T5-Wärmebehandlungsparameter
2.1 Herstellung der Proben
2.1.1 Legierungsvarianten der AlSi12CuNiMg
Für die Herstellung einer Basis-<link _top>Legierung AlSi12CuNiMg mit normkonformer Zusammensetzung wurde Neumaterial und Kreislaufmaterial von Seriengussteilen verwendet. Um praxisnahe Verhältnisse nachzuvollziehen wurde bei jedem Versuch ein Kreislaufanteil von ca. 30 bis 40% mit eingeschmolzen. Es wurden insgesamt drei Legierungsvarianten mit den Bezeichnungen A, B und C hergestellt, wobei die Varian-te C erst nach Vorliegen der Ergebnisse der mechanischen Werkstoffprüfung der wärmebehandelten Varianten A und B hinsichtlich der chemischen Zusammensetzung optimiert wurde.
Tabelle 5: Beschreibung der Legierungsvarianten |
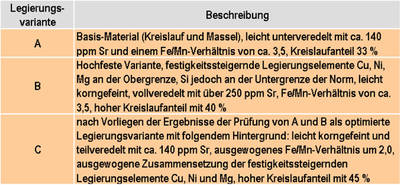
Als Randbedingungen für die Legierungsvarianten diente die chemische Zusammensetzung nach Norm EN 1706 AC-AlSi12CuNiMg bzw. die Zusammensetzung entsprechend einer werksinternen Norm, in der insbesondere die Toleranzen für den <link _top>Silizium-Gehalt enger als in der Norm EN 1706 definiert sind bzw. auch eine Veredelung des Al-Si-Eutektikums durch Zugabe von <link _top>Strontium mit Gehalten von 150 bis 250 ppm vorgeschrieben wird. Da bekanntlich die Elemente <link _top>Kupfer [7,8] und <link _top>Magnesium [9] die entscheidenden Elemente für eine Ausscheidungshärtung darstellen, und Zusätze von <link _top>Nickel zu einer höheren <link _top>Warmfestigkeit führen [1], wurden die Varianten, wie in Tabelle 5 angeführt, festgelegt.<break>
2.1.2 Schmelzeführung
|

Nach dem Einsetzen des Neumaterials bzw. des Kreislaufmaterials (Chargengewicht 200 kg) wurden die <link _top>Legierungen auf eine Schmelzetemperatur von 700°C erhitzt. Nach dem Abkrätzen erfolgte die Zugabe der Vorlegierungen. Das Einbringen der Magnesium-Vorlegierung erfolgte durch Tauchen mit einer Glocke, um eine eventuelle Oxid- oder Spinellbildung bzw. einen zu hohen Abbrand des <link _top>Magnesiums zu verhindern. Bei den Legierungsvarianten B und C erfolgte anschließend die Zugabe des Kornfeinungsmittels (AlTi5B1). Die benötigten Vorlegierungen wurden in die <link _top>Schmelze eingerührt und die <link _top>Schmelze für eine Dauer von 10 min durch Abstehen homogenisiert. Diese Zeitdauer reicht auch aus, um eine ausreichende Keimbildung durch das eingebrachte Kornfeinungsmittel zu gewährleisten. Bei der <link _top>Legierung C wurde die <link _top>Schmelze nach Zugabe der AlMn75Vorlegierung für eine Zeitdauer von 20 Minuten homogenisiert, da sich die Mangan-Vorlegierung aufgrund der hohen Dichte leicht am Boden absetzen kann und sich dadurch etwas langsamer als die anderen verwendeten Vorlegierungen in der <link _top>Schmelze löst. Danach wurden Proben für die chemische Analyse (Vorprobe für Nasschemie, Vorprobe für Spektrometrie) entnommen, eine Unterdruckdichteprüfung sowie eine thermische Analyse durchgeführt. Nach dem Vorliegen der Ergebnisse der Vorprobe wurde gegebenenfalls die Legierungszusammensetzung korrigiert und die Veredelung durch Zugabe und Einrühren von AlSr10-Stangen durchgeführt.
2.1.3 Abgüsse der <link _top>Probestäbe
|
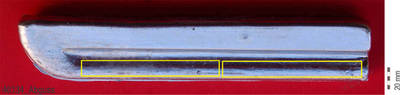
Um eine Reproduzierbarkeit bei der Prüfung der mechanischen Eigenschaften zu gewährleisten, wurden die <link _top>Probestäbe in einer sogenannten Diez-Kokille (Bild 1) hergestellt. Die Kokille bildet die Form eines länglichen Stabes mit den Abmessungen Länge L = 250 mm und øD = 20 mm ab, auf dem ein Speiser angesetzt ist, der den gesamten Stabbereich während der <link _top>Erstarrung ausreichend mit <link _top>Schmelze versorgt und somit eine gute Gussqualität sicherstellt. Aus dem gegossenen Stab können zwei <link _top>Probestäbe der Form B12x60 (nach DIN 50 125) entnommen werden (Bild 2). Nach dem Aufheizen wurde die Kokille bis zu einem quasistationären Temperaturgleichgewicht angewärmt. Die beiden Kokillenhälften wurden während der Abgüsse mit einem Wärmeträgeröl temperiert. Die Vorlauftemperatur des Wärmeträgermediums betrug bei allen Versuchen 250 °C. Als Starttemperatur zum Eingießen wurde eine Kokillentemperatur von 300 °C festgelegt, während der <link _top>Erstarrung erreichte die Kokille eine Maximaltemperatur von rd. 400 °C. Die Zykluszeit betrug ca. 180 s, wobei die Stäbe nach 90 s mit einer Temperatur von ca. 320 °C aus der Kokille entnommen wurden. Nach der Entnahme und einer Wartezeit von ca. 10 s wurden die Stäbe in Wasser mit Raumtemperatur abgeschreckt.
2.1.4 Chemische Analysen
Tabelle 6: Chemische Zusammensetzung der drei Legierungsvarianten A, B und C, Probenahme aus der Schmelze |

Zur Ermittlung der chemischen Zusammensetzung der <link _top>Legierungen bis auf die Elemente Phosphor (P) und <link _top>Strontium (Sr) wurden nasschemische Untersuchungen mittels Plasmaemissionsspektrometrie durchgeführt. Die <link _top>Silizium-Bestimmung (Si) erfolgte gravimetrisch. Die Analyse der P- und Sr-Gehalte erfolgte mittels Funkenspektrometrie. Die Ergebnisse der nasschemischen und funkenspektrometrischen Analysen bzw. die Vorschrift nach EN 1706:1998 und der werksinternen Norm sind nachfolgend in Tabelle 6 angeführt.
Zusätzlich zu den Analysewerten der 3 <link _top>Legierungen wurde auch noch das Fe/Mn-Verhältnis berechnet, welches bei A und B um 3,5 beträgt und sich bei <link _top>Legierung C zu 2,0 ergibt.
2.1.5 Thermische Analysen der <link _top>Legierungen A und B
Aus den in der thermischen Analysen (TA) ermittelten Abkühlkurven lassen sich die <link _top>Schmelzen in Bezug auf ihren Keimzustand (Korngröße) und den Grad der Veredelung beurteilen. Es wurde eine TA-Aufnahmestation und eine Auswertesoftware von Fa. OCC verwendet, wobei jeweils vor und nach der <link _top>Schmelzebehandlung eine Abkühlkurve aufgenommen wurde.
|
Das Ziel der Kornfeinung ist es, durch keimwirksame Zusätze ein feinglobulitisches Gefüge zu erreichen. Durch eine geringere Korngröße verbessern sich sowohl die <link _top>Gießeigenschaften als auch die mechanischen Eigenschaften der <link _top>Legierung. Eine Kornfeinung dieser <link _top>Legierung soll bewirken, dass ein besseres Fließ- und Formfüllungsvermögen, eine längere Nachspeisung und eine geringere <link _top>Warmrissneigung der <link _top>Legierung erzielt werden, wobei gleichzeitig die Oberfläche hochwertiger und dichter ausgebildet wird. Über die Auswertung des modifizierten KF16-Wertes besteht ein guter Zusammenhang zur tatsächlichen Korngröße, sofern ein Einfluss der Unterkühlung auf die Kennwerte unbekannt ist, was in diesem Fall angenommen wird. Beim modifizierten KF16-Verfahren (KF16l) wird eine Temperaturdifferenz bestimmt, die innerhalb einer Zeitspanne von 16 s bei der Primärkristallisation auftritt. Als Startpunkt wird für die Ermittlung der Temperaturdifferenz ein Referenzpunkt gewählt, dessen Anstieg größer als -1 K/s ist. Aufgrund der Unabhängigkeit von der Unterkühlung ist das modifizierte KF16l-Verfahren auch bei Liquidusbereichen ohne Unterkühlung und Rekaleszenz einsetzbar. Mit steigendem KF16l-Wert nimmt die Korngröße ab.
Bei der Veredelung durch Zusätze von <link _top>Natrium oder <link _top>Strontium bildet sich das eutektische <link _top>Silizium in sehr fein verzweigter Form aus, anstatt in der ohne Zusätze üblichen körnigen oder lamellaren Form. Nach neueren Untersuchungen zum Mechanismus der Veredelung wird davon ausgegangen, dass das Kristallwachstum des eutektischen <link _top>Siliziums aufgrund der Anlagerung von <link _top>Strontium oder <link _top>Natrium auf den Wachstumsflächen behindert wird [10]. Dadurch wird eine verstärkte Zwillingsbildung erzwungen, was sich einerseits in einer starken Verzweigung des eutektischen <link _top>Siliziums ausdrückt und andererseits zu einer deutlichen Absenkung der eutektischen Temperatur führt. Diese, mittels thermischer Analyse, messbare Depression, d. h. die Differenz der eutektischen Temperaturen vor und nach der Veredelungsbehandlung, wird zur Kontrolle der Veredelung herangezogen.
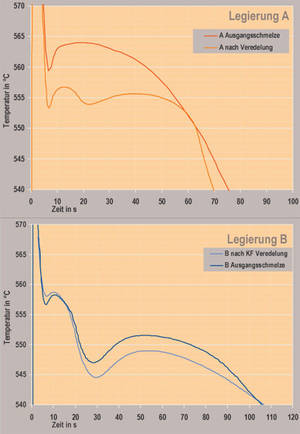
Bei <link _top>Legierung A, die bereits leicht veredelt bei einem Seriengussteil eingesetzt wird, musste aufgrund des erneuten Aufschmelzens und der Zugabe von 30 % Kreislaufmaterial zur Charge eine Nachveredelung durchgeführt werden (mit Zugabe von AlSr10 auf den Zielwert von 140 ppm <link _top>Strontium). Die Abkühlkurve für die <link _top>Legierung A ist in Bild 3 dargestellt.
<link _top>Legierung A ist im Ausgangszustand nahezu eutektisch, da bei 564°C die eutektische Temperatur und die Liquidustemperatur zusammenfallen. Es tritt mit 4,6 K eine hohe Unterkühlung bei Primärkristallisation auf und damit ist ein grobes Korn zu erwarten (K16l = 9,2). Nach der Nachveredelung sinkt die eutektische Temperatur auf 555,4°C ab, die Depression beträgt damit 8,5 K und eine gute Veredelung kann angenommen werden, das Korn bleibt jedoch grob.
Tabelle 7: Ergebnisse der thermischen Analysen der Legie-rungen A und B |
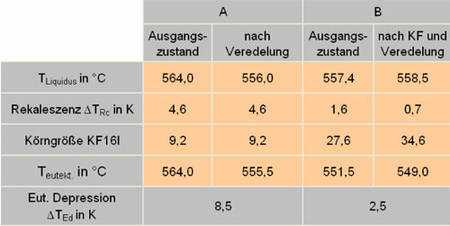
<link _top>Legierung B war durch Zusatz von Kreislauf (<link _top>Legierung A) bereits veredelt, wurde zusätzlich durch Zuga-be von AlTi5B1 korngefeint und danach auf einen höheren <link _top>Strontium-Gehalt von 280 ppm (da die hohen <link _top>Kupfer-, <link _top>Magnesium- und <link _top>Nickel-Gehalte die Veredelung evtl. stören könnten) veredelt. Die Liquidustemperatur betrug 557°C, die Rekaleszenz war nach Kornfeinung mit 0,7 K gering. Der KF16l-Wert betrugen 34,6, wodurch eine wesentlich geringere Korngröße im <link _top>Gussteil zu erwarten war. Durch die Vollveredelung sank die eutektische Temperatur auf 549°C ab. <link _top>Legierung B könnte daher insgesamt mit einer ca. 10 K niedrigeren Schmelzetemperatur vergossen werden, was in Bezug auf die <link _top>Erstarrung Vorteile nach sich zieht. Die Ergebnisse mit Angabe der Rekaleszenz und Depression sind in Tabelle 7 aufgelistet.
3 Beschreibung des Makro- und Mikrogefüges
|
3.1 Porosität, Veredelung, sekundäre Dendritenarmabstände
Um verschiedene <link _top>Wärmebehandlungen vergleichen zu können und im Zugversuch geringe Streuungen zu erhalten, müssen die Proben hinsichtlich der Gefügefehler eine gute Qualität und hinsichtlich des sekundären Dendritenarmabstandes (DAS) ähnliche Größenordnungen aufweisen. Zur Überprüfung wurden aus den <link _top>Probestäben metallografische Schliffe angefertigt. Die Charakterisierung der Gefüge in Bezug auf mikrostrukturelle Kenngrößen, wie Flächenporosität und sekundäre Dendritenarmabstände, erfolgte mit einem Auflichtmikroskop bzw. an digitalen Aufnahmen der Gefüge mit einer Bildanalyse-Software. Die Übersichtsaufnahme durch den Probenquerschnitt von zwei <link _top>Probestäben aus den A und B zeigt Bild 4.
|
Grundsätzlich besteht das Gefüge aus einem dendritischen α-<link _top>Aluminium-Netzwerk und dem (Al+Si)-Eutektikum (Bild 5). Ein vergröbertes (Al+Si)-Eutektikum verschlechtert in erster Linie die Deh-nungswerte. Zudem bewirkt die Zugabe von <link _top>Strontium eine Verschiebung des eutektischen Punktes in Richtung höherer <link _top>Silizium-Gehalte, das Gefüge bleibt somit untereutektisch und es werden keine primären <link _top>Silizium-Kristalle gebildet. Aus diesen Gründen wurden alle drei Legierungsvarianten mit <link _top>Strontium veredelt.
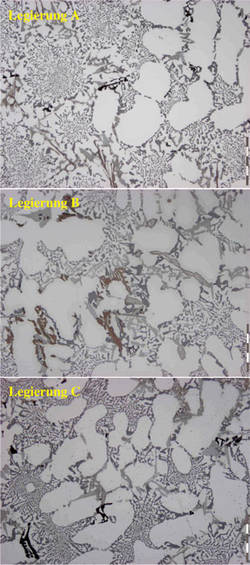
Die DAS und die Ausbildung des (Al+Si)-Eutektikums zeigt Bild 6 (<link _top>Legierungen A, B und C). Zur besseren Sichtbarmachung der einzelnen Gefügebestandteile wurden die Schliffe mit Keller´scher Reagenzlösung geätzt. Die Gefüge der <link _top>Legierungen sind gut bis sehr gut veredelt, wobei tendenziell die Veredelung von <link _top>Legierung A bis C immer besser wird. Die sekundären Dendritenarmabstände DAS sind in allen drei Legierungsvarianten quasi ident und erreichen eine Größenordnung um 20 µm. Auf die Beschreibung der einzelnen Gefügephasen wird später noch näher eingegangen.
|
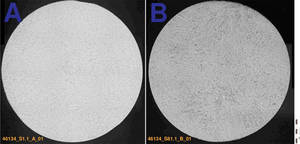
3.1.1 Korngröße
|
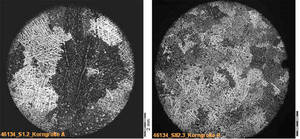
<link _top>Legierung A wurde in ungefeintem Zustand vergossen. In der Praxis hat sich herausgestellt, dass eine gemäßigte Kornfeinung auch bei eutektischen <link _top>Legierungen - obwohl kontraproduktiv hinsichtlich der Veredelung - durchaus gute Ergebnisse in Bezug auf eine Vergleichmäßigung des Gefüges und eine geringere Mikrolunkerneigung bewirkt. Aus diesem Grund wurden die <link _top>Legierungen B und C leicht korngefeint. Die sich dadurch ergebenden Unterschiede in der Korngröße sind deutlich und in Bild 7 (die Korngröße von B ist auch charakteristisch für <link _top>Legierung C) dargestellt. Die ungefeinte <link _top>Legierung A weist eine mittlere Korngröße von 2630 µm auf, während B und C mittlere Korngrößen von 650 µm erreichen. Diese geringeren Korngrößen von B und C sind in Hinblick auf dickwandigere Bereiche tendenziell als günstiger einzustufen, da kleine Körner eher geringere Lunker- und Seigerungsneigungen entlang der Korngrenzen aufweisen.
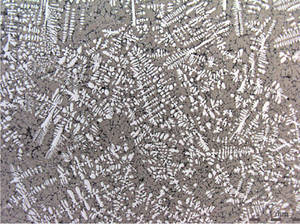
3.2 Die Gefügephasen der <link _top>Legierung AlSi12CuNiMg
Tabelle 8: Liste der möglichen Phasen in Al-Si-Cu-Ni-Mg-Fe-Legierungen, nach N. A. Belov et al. [13] |
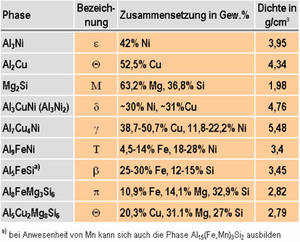
Es ist bekannt, dass bei definierter Werkstoffzusammensetzung auf Basis von Al-Si-<link _top>Legierungen - sofern nicht eine völlig unterschiedliche Veredelung vorliegt - die erzielbare Bruchdehnung vom Gefüge respektive der Anzahl und Morphologie der Gefügebestandteile (Phasen) und der Gefügeanomalien (Mikrolunker etc.) abhängt. Die <link _top>Legierung AlSi12CuNiMg weist aufgrund der <link _top>Legierungselemente zahlreiche Phasen auf, die sich mit zunehmendem Gehalt der Elemente Cu, Ni und Mg, aber auch Fe und Mn, in mehr oder minder größerer und gröberer Form, bevorzugt an den Korngrenzen, ausscheiden (Bild 8) [11], da diese die bevorzugten Zonen für die heterogene Keimbildung darstellen [12]. Eine Liste der möglichen Phasen geben Belov et al. [13] an, diese sind auszugsweise in Tabelle 8 angeführt.
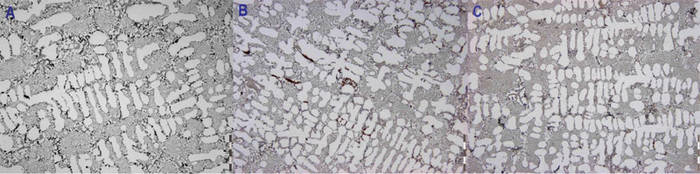
Weiters ist in den <link _top>Legierungen noch Eisen (Fe) vorhanden, das sich in Al-Si-<link _top>Legierungen vor allem in na-deliger Form als Al5FeSi-Phase ausscheidet und zu niedrigeren Dehnungswerten führt. Bei eisenhältigen <link _top>Legierungen ist bekannt, dass Zusätze von Mangan - ebenso wie die Erstarrungskinetik - die Morpholo-gie der eisenhältigen Phasen beeinflussen können und bei gut eingestelltem Fe/Mn-Verhältnis eher die weniger schädliche, weil fächer- oder farnförmige, Al15(Fe,Mn)3Si2-Phase gebildet wird [13].
|
|
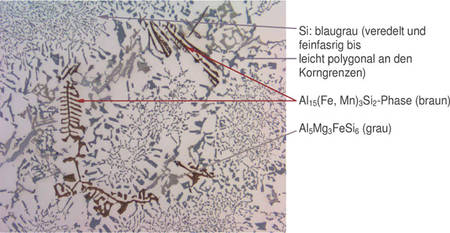
Ein Beispiel für die unterschiedliche Ausbildung der eisenhältigen Phasen bzw. der weiteren noch im Ge-füge auftretenden Bestandteile gibt L. Bäckerud in [11] an bzw. wurde von den Autoren in [14] vorgestellt. Um den Effekt des Mangans auf die Fe-hältigen Phasen zu untersuchen, wurde in <link _top>Legierung C das Fe/Mn-Verhältnis durch Zugabe von Mn auf etwa 2,0 eingestellt. Betrachtet man die Mikrogefüge der drei Legierungsvarianten, so sind in der Ausbildung und Größe der Phasen auf den ersten Blick keine großen Unterschiede festzustellen, jedoch weist <link _top>Legierung B - mit den höchsten Gehalten an <link _top>Kupfer, <link _top>Nickel und <link _top>Magnesium - etwas gröbere Bestandteile der intermetallischen Phasen auf (Bild 9).
4 Statische mechanische Eigenschaften - Zugversuch
4.1 Durchführung der <link _top>Kaltauslagerung und Prüfung
Die Rohgussproben zur Ermittlung des Verlaufs der <link _top>Kaltauslagerung wurden bei Raumtemperatur (um 25°C) gelagert. Unmittelbar vor der Prüfung erfolgte die Ausarbeitung der genormten Rundproben B12x60 nach DIN 50 125. Im Zugversuch nach EN 10002-1 wurden auf einer Universalprüfmaschine die <link _top>Dehngrenze Rp0,2, die Zugfestigkeit Rm und die Bruchdehnung A5d der aus den Diez-Abgüssen ausgearbeiteten B12x60-Proben ermittelt. Die geprüften Proben wurden im Bereich der Probenköpfe mechanisch durch Befräsen abgearbeitet. An den bearbeiteten Probestücken erfolgte die Härtemessung nach EN ISO 6506-1 mittels Brinellhärteprüfung HBW 5/250, wobei zwei Parallelhärtemessungen je Probe durchgeführt wurden.
4.2 Verlauf der Eigenschaften während der <link _top>Kaltauslagerung
Bei <link _top>Aluminium-<link _top>Silizium-<link _top>Legierungen, die zusätzlich <link _top>Kupfer und <link _top>Magnesium beinhalten, ist bereits bei Lagerung an Raumtemperatur ein Festigkeitsanstieg festzustellen, wenn diese nach dem Erstarren so schnell wie möglich abgeschreckt wurden. Dies erklärt sich vor allem dadurch, dass zum einen beim <link _top>Abschrecken mehr <link _top>Kupfer- und <link _top>Magnesium-Atome im übersättigten Mischkristall zwangsgelöst bleiben [15], zum anderen aber auch eine höhere Leerstellendichte im Mischkristall vorliegt.
|
Die <link _top>Legierung Al Si12CuNiMg gehört zur Gruppe der warmaushärtenden <link _top>Legierungen, weshalb in der Norm EN 1706 keine Werte für den <link _top>Gusszustand angegeben werden, sondern lediglich für eine T5- und T6-Behandlung. Richtigerweise müsste man daher bei vorhergehender <link _top>Kaltauslagerung und einer nachfolgenden <link _top>Wärmebehandlung von einer Zwischenlagerung sprechen. Es ist aber bereits seit Mitte der 60er Jahre bekannt, dass eine Raumtemperaturzwischenlagerung in manchen Fällen zu einer viel feineren Ausscheidungsverteilung führen kann, verglichen mit einer direkten <link _top>Warmauslagerung unmittelbar nach dem Guss [16,17,18]. Nach der Theorie von Pashley und Jacobs [18] ist eine solche Raumtemperatur-Zwischenlagerung besonders dann von Bedeutung, wenn die übliche Warmauslagerungstemperatur oberhalb der sogenannten kritischen Temperatur für homogene Keimbildung liegt (es wird später gezeigt werden, dass dieser Fall hier tatsächlich vorliegt). Dieser Effekt kann durch eine Keimbildung der Aus-scheidungen an den GPI-Zonen erklärt werden, die sich während der Raumtemperatur-Zwischenlagerung bilden. Es folgt daher eine umso feinere Ausscheidungsverteilung bei der <link _top>Warmauslagerung, je höher die Dichte der GPI-Zonen ist, die während ihres Wachstums die kritische Größe für die Keimbildung erreicht haben. Das Wachstum der GPI-Zonen ist jedoch beendet, wenn keine Leerstellendefekte mehr zur Verfügung stehen. Eine frühzeitige Annihilation der Leerstellen kann allerdings verhindert werden, wenn Ele-mente wie <link _top>Kupfer und <link _top>Magnesium zulegiert werden, die eine starke Wechselwirkung mit den Leerstellen aufweisen. Dies führt zur Bildung einer größeren Anzahl von GPI-Zonen oberhalb des kritischen Keimradius [19], so dass diese nun in viel höherer Dichte vorliegen und damit auch zu einer entsprechend höheren Ausscheidungsdichte führen als mit niedrigerem Cu-/Mg-Zusatz.
|
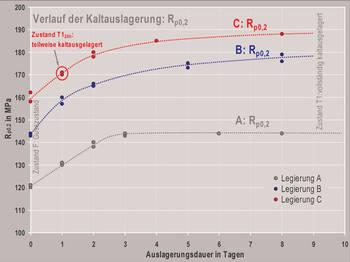
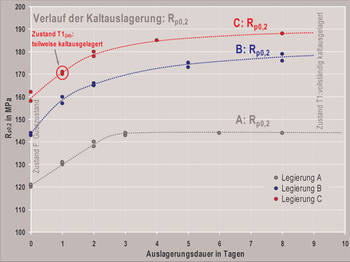
Folglich müssen die <link _top>Legierungen B und C im Vergleich zur <link _top>Legierung A eine höhere 0,2%-<link _top>Dehngrenze und Ausgangshärte aufweisen, was auch aus Bild 10 und Bild 11 hervorgeht. <link _top>Legierung A erreicht unmittelbar nach dem Guss (Zustand F) eine <link _top>Dehngrenze von 120 MPa, während sich <link _top>Legierung B um 145 MPa und <link _top>Legierung C um 160 MPa einordnen. Obwohl <link _top>Legierung B einen deutlich höheren Anteil des für die GPI-Zonen-Bildung notwendigen <link _top>Kupfers und <link _top>Magnesiums enthält als <link _top>Legierung C, fallen Festigkeit und Härte sowie der Festigkeits-/Härteanstieg im Verlauf der Kaltauslagerungsdauer geringer aus. Eine Erklärung dafür könnte sein, dass bei <link _top>Legierung B ein verminderter <link _top>Magnesium-Gehalt im Mischkristall vorliegt. Dieser Effekt könnte durch ein Abbinden des <link _top>Magnesiums in groben Heterogenitäten (Gefügephasen) begründet sein, wobei dieser Effekt bereits seit längerem in der Literatur bekannt ist und z. B. von Gerstlauer et al. [20] nachgewiesen wurde. Im Diagramm ist noch der Zeitpunkt einer 24-stündigen Zwischenlagerung T124h von <link _top>Legierung C markiert, der für die spätere T5-<link _top>Warmauslagerung noch von Bedeutung sein wird. Die <link _top>Legierungen B und C benötigen mit ca. 8 bis 10 Tagen eine signifikant längere Auslagerungszeit, um ihre Maximalwerte zu erreichen: <link _top>Legierung B erzielt eine Rp0,2 von 178 MPa und eine Maximal-härte von HB 121, <link _top>Legierung C reiht sich bei einer Rp0,2 von 188 MPa und einer Maximalhärte von HB 131 ein.
|
Betrachtet man die Verläufe der Zugfestigkeiten und Bruchdehnungen (Bild 12), so muss naturgemäß ein weniger fester („duktilerer“) Werkstoff wie <link _top>Legierung A die geringsten Zugfestigkeiten Rm mit zugleich höchsten Dehnungswerten aufweisen, was auch zutrifft. Die Variante A zeigt einen kontinuierlichen Anstieg der Zugfestigkeit von 225 auf 240 MPa. Die Dehnung im „weichen“ <link _top>Gusszustand liegt um 1,75 %, durchläuft nach eintägiger <link _top>Kaltauslagerung ein Minimum mit A5d ~ 1,4 % und steigt im Laufe der weiteren <link _top>Kaltauslagerung leicht an.
Die höherfesten Werkstoffe B und C erreichen Ausgangszugfestigkeiten um 245 MPa und nach vollständiger <link _top>Kaltauslagerung Werte um 270 MPa. Der Verlauf der Dehnung ist bei <link>Legierung B im Allgemeinen etwas höher als bei Variante A, so beträgt die Bruchdehnung A5d im <link _top>Gusszustand um 1,0 %. Nach zwei Tagen Zwischenlagerung wird ein Minimum mit A5d = 0,7 % durchlaufen und im Laufe der weiteren <link _top>Kaltauslagerung steigt die Dehnung wieder auf ca. 0,9 % an. Bei <link _top>Legierung C ist kein Anstieg der Dehnung während der <link _top>Kaltauslagerung festzustellen. Die Dehnungswerte im <link _top>Gusszustand liegen um 0,7 %, wobei nur ein geringer Abfall nach 24-stündiger <link _top>Kaltauslagerung auftritt. Bei vollständiger <link _top>Kaltauslagerung sinkt die Dehnung auf ca. 0,4 % ab.
4.3 Interpretation der <link _top>Kaltauslagerung
Sowohl von den Maximalwerten der 0,2%-<link _top>Dehngrenze als auch der Härte ist <link _top>Legierung C den beiden anderen Varianten vorzuziehen. Die ursprüngliche Intention, dass durch die Einstellung eines niedrigen Fe/Mn-Verhältnisses bei <link _top>Legierung C die Dehnung etwas höher ausfallen müsste, trifft nicht zu und ist auch hinsichtlich einer höheren Verschleißbeständigkeit kontraproduktiv.
Ein höherer <link _top>Nickel-Zusatz, wie bei <link _top>Legierung B, sollte im Allgemeinen die Verschleißeigenschaften verbessern, da dieser zu spezifischen groben nickelhaltigen (wobei auch Eisen, <link _top>Kupfer und <link _top>Silizium mit eingelagert werden) Teilchen führt [1]. Inwieweit dies tatsächlich zutrifft, muss erst durch Verschleißtests überprüft werden. Die teilweise Abbindung des <link _top>Kupfers in diesen Phasen könnte aber wiederum auch eine Erklärung für die niedrigeren Festigkeitswerte darstellen. In Anbetracht der derzeit hohen Marktpreise für die Metalle <link _top>Kupfer und <link _top>Nickel ist aber auch in dieser Hinsicht <link _top>Legierung C zu bevorzugen, die zudem noch innerhalb der Normwerte nach EN 1706 bzw. den werksintern geforderten Toleranzen der chemischen Zusammensetzung liegt.
Ein Einsatz der <link _top>Legierungen im kaltausgehärteten Zustand ist im Allgemeinen aber nicht sinnvoll, da hier auf das Aushärtepotential der <link _top>Warmauslagerung verzichtet wird [21] und die ermittelten Eigenschaften auch mit wesentlich günstigeren <link _top>Legierungen, wie z. B. AlSi9Cu3(Fe) [22,23], zu erzielen wären. Zudem wären die GPI-Zonen thermisch nicht stabil, was bei Temperaturbeanspruchung der Gussbauteile (T > 160°C) zu einer Veränderung der mechanischen Eigenschaften (Nachhärtung und evtl. Verzug) führen könnte.<break>
|
4.4 Transmissionselektronenmikroskopische Untersuchung (TEM) der kaltausgelagerten Proben
Die Präparation der TEM-Folien erfolgte aus einer vollständig kaltausgelagerten Probe (T1) der <link _top>Legierung C. Die Untersuchung wurde am hochauflösenden Elektronenmikroskop Philips CM 200 UT des Lehrstuhles für Allgemeine Werkstoffeigenschaften der Friedrich-Alexander-Universität Erlangen-Nürn-berg durchgeführt.
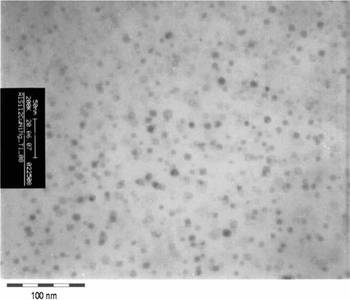
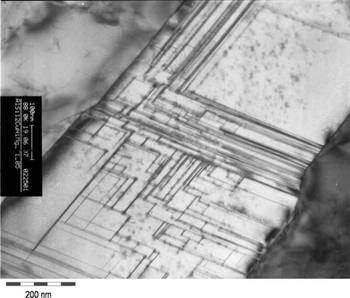
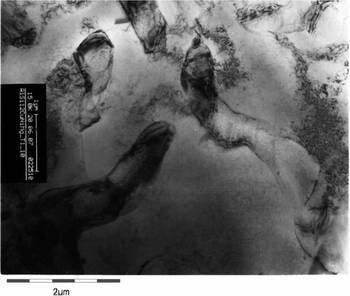
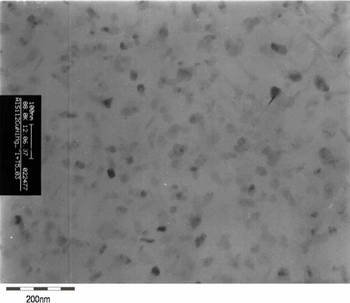
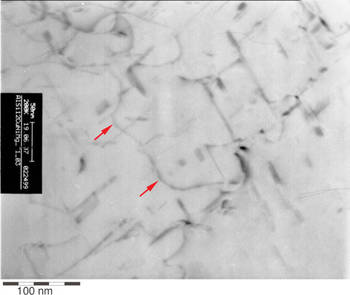
Bild 13 zeigt die sehr feinen (Durchmesser 5 bis 10 nm) und homogen verteilten Ausscheidungen (GPI-Zonen), die nach vollständiger <link _top>Kaltauslagerung entstehen. Diese, bewusst initiierte, hohe Ausscheidungsdichte führt bereits zu einer Steigerung der Festigkeit, jedoch behindern die kleinen Ausscheidungen die Versetzungsbewegung noch nicht in dem Maße, dass dadurch ähnlich hohe Festigkeiten wie nach einer T5-<link _top>Wärmebehandlung erzielt werden können, wie nachfolgend in Kapitel 6.3 dieser Untersuchung vorgestellt wird. Die Festigkeitssteigerung im vollständig kaltausgelagerten Zustand kann vor allem auf Spannungsfelder (Kohärenzspannungen) zurückgeführt werden, die aufgrund der Gitterverzerrung entstehen, wie auch in Bild 14 gezeigt wird. Die hohe Versetzungsdichte in Bild 15 ist auf die Verformung im Zugversuch zurückzuführen.
|
|
5 Theorie der <link _top>Warmauslagerung der <link _top>Legierung Al Si12CuNiMg
Das Phänomen der <link _top>Aushärtung von <link _top>Aluminiumlegierungen wurde bereits vor mehr als 100 Jahren von A. Wilm an einer Al-Cu-Mg-<link _top>Legierung entdeckt [24] und seitdem für unterschiedlichste Legierungstypen intensiv untersucht. Das Aushärten beruht auf Entmischungsvorgängen, die im übersättigten Mischkristall bei Raumtemperatur oder mäßig erhöhter Temperatur ablaufen [25]. Die Entmischungsvorgänge finden dann statt, wenn der aluminiumreiche α-Mischkristall eine mit der Temperatur abnehmende Löslichkeit für einen bestimmten Legierungsbestandteil aufweist, sie sind diffusionsgesteuert und somit von der Zeit und Temperatur abhängig. Voraussetzung für die Bildung eines übersättigten Mischkristalls sind daher hohe Abkühlgeschwindigkeiten, wie sie beim Kokillenguss auftreten bzw. sollten die <link _top>Gussteile nach dem Ent-formen aus der Kokille möglichst rasch abkühlen, was in der Regel durch das Tauchen der <link _top>Gussteile in ein Abschreckmedium (i.d.R. Wasser mit Raumtemperatur) bewerkstelligt wird. Dieser Vorgang wird als das <link _top>Abschrecken aus der Gießhitze bezeichnet. Die festigkeitssteigernde Wirkung beruht auf der Bildung von Ausscheidungen und damit der Blockade von Gitterbaufehlern, so genannten Versetzungen, die unter Belastung wandern. Bezüglich der bei der <link _top>Warmauslagerung entstehenden Ausscheidungen wird auf die ausführlichen Untersuchungen von Ashby et al. [26] verwiesen und an dieser Stelle wird auch die für die Festigkeit der <link _top>Legierung AlSi12CuNiMg maßgebende <link _top>Aushärtung durch <link _top>Kupfer kurz beschrieben und zusammengefasst.
Der übersättigte <link _top>Aluminium-Mischkristall ist auch bei der <link _top>Legierung AlSi12CuNiMg der Ausgangszustand für die Bildung der festigkeitssteigernden Teilchen. Wie bereits zuvor erwähnt, bilden sich bereits bei Raumtemperatur (somit der <link _top>Kaltauslagerung) erste GPI-Zonen (Bild 13). Diese Ausscheidungen sind plättchenförmig und kohärent mit dem <link _top>Aluminium-Gitter. Durch die im Vergleich zum <link _top>Aluminium größeren Kupferatome verursachen die GPI-Zonen im umgebenden <link _top>Aluminium-Gitter Verzerrungen (Kohärenz-spannungen). Anhand der TEM-Bilder der kaltausgelagerten Varianten der <link _top>Legierung AlSi12CuNiMg wurde dokumentiert, dass diese Gitterverzerrungen eine freie Versetzungsbewegung erschweren und bereits damit zu einem Anstieg der Festigkeit führen, auch wenn sich der Werkstoff noch nicht in einem stabilen Zustand befindet (siehe Bild 14).
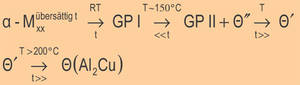
In diesem metastabilen Zustand wird der <link _top>Legierung AlSi12CuNiMg bei einer nachfolgenden <link _top>Warmauslagerung thermische Energie zugeführt und der Werkstoff versucht, sich dem Gleichgewichtszustand wieder anzunähern. Dabei bildet sich allerdings nicht gleich die stabile Ausscheidung Θ (Al2Cu), sondern bei einer bestimmten Auslagerungstemperatur in Abhängigkeit von der Auslagerungsdauer eine sogenannte Ausscheidungssequenz verschiedener geordneter Bereiche bzw. bilden sich weitere metastabile Ausscheidungen. Werden die einphasigen GPI-Entmischungen kurzzeitig auf 100°C bis 200°C erwärmt, so lösen sie sich dabei auf. An ihrer Stelle werden zweite Guinier-Preston-Zonen (GPII-Zonen) gebildet. Diese sind ebenfalls plättchenförmig und kohärent mit dem <link _top>Aluminium-Gitter. Bei <link _top>Aluminium-<link _top>Kupfer-<link _top>Legierungen wurde weiters beobachtet, dass insbesondere auch die Bildung von GPII-Zonen beim Warmauslagern beschleunigen kann [27], was durch die Ergebnisse der TEM-Untersuchung auch bestätigt wurde. Danach bilden sich Vorstufen der stabilen Ausscheidungen, die sogenannten Θ´´-Phasen bzw. bei weiterer Zufuhr von Wärme daraus die Θ´-Phasen, die metastabile bzw. semikohärente Modifikation der stabilen Θ-Phasen. Diese sind wiederum plättchenförmig, aber noch größer (und nur noch teilkohärent mit dem <link _top>Aluminium-Gitter; die Stirnflächen sind kohärent, die Mantelflächen inkohärent). Während dieses Übergangs wird das Festigkeitsmaximum erreicht. Schließlich entstehen aus den Θ´-Phasen die stabilen Ausscheidungen Θ, die globular und inkohärent mit dem <link _top>Aluminium-Gitter sind, wobei diese aber zu keinem weiteren Festigkeitsanstieg führen [28] bzw. dafür verantwortlich sind, dass Festigkeit und Härte bei <link _top>Überalterung, d.h. bei Vorliegen von noch längeren Warmauslagerungszeiten bzw. noch höheren Auslagerungstemperaturen, wieder abfallen [29]. Bei einer <link _top>Legierung AlSi12CuNiMg lautet die (vereinfachte) theoretische Ausscheidungssequenz für die <link _top>Warmauslagerung somit:
Im Gegensatz zu der zuvor beschriebenen langsamen Abkühlung läuft diese Ausscheidungssequenz nicht nur an den Korngrenzen, sondern gleichmäßig verteilt im gesamten Kornvolumen, ab. Die Stärke der Festigkeitssteigerung durch die Ausscheidungshärtung ergibt sich nun aus der Behinderung der Versetzungsbewegung durch die verschiedenen Stadien der Ausscheidungssequenz. Kleine, kohärente Teilchen können von den Versetzungen durch Schneiden überwunden werden (Friedel-Effekt), große, inko-härente Teilchen können von den Versetzungen durch Umgehen überwunden werden (Orowan-Mechanismus).
Bei kurzen Auslagerungsdauern (Vorliegen von GPI-Zonen, von kleinen kohärenten Teilchen), d. h. bei Zwischenlagerung bzw. <link _top>Kaltauslagerung (aber auch Unteralterung), tritt daher nur ein geringerer Anstieg der 0,2%-<link _top>Dehngrenze auf. Ebenso ist die <link _top>Dehngrenze bei langen Auslagerungsdauern (bei überwiegen-dem Vorliegen von Θ´- bzw. auch schon von stabilen Θ-Phasen, von größeren teil- bzw. inkohärenten Teilchen), der sogenannten <link _top>Überalterung, infolge der Vergröberung der Ausscheidungen wieder gering [30,31,32].
|
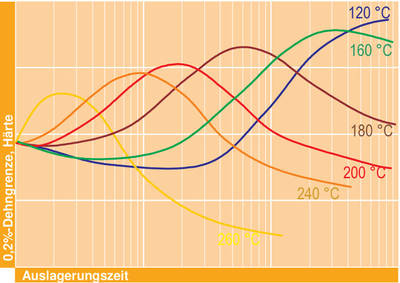
Eine maximale <link _top>Dehngrenze (aber auch Härte) ist im Bereich des Auftretens der GPII-Zonen bzw. zu Be-ginn der Bildung der Θ´-Phasen festzustellen, die von ihrer Größe und ihren Kohärenzspannungen her sowohl dem Schneiden als auch dem Umgehen durch Versetzungen einen maximalen Widerstand entgegensetzen. Dieser Zustand mit dem Ziel hoher Festigkeit wird in der Regel beim Ausscheidungshärten von <link _top>Aluminiumlegierungen angestrebt [33]. In Abhängigkeit der Warmauslage-rungstemperatur und Auslagerungszeit ergeben sich dadurch hinsichtlich der Festigkeitseigenschaften charakteristische Kurvenscharen, wie sie in Bild 16 dargestellt sind und auch durch Untersuchungen der Gusslegierung Al Si9Cu3(Fe) [30,31,32,33] bekannt sind.
Bei Zugrundelegung dieses Verlaufs der Kurven wird allerdings vereinfacht angenommen, dass es sich nur um eine Ausscheidungsart handelt. In der Praxis, wie auch im vorliegenden System der <link _top>Legierung A-Si12CuNiMg, folgen meistens mehrere metastabile Phasen aufeinander, so dass die Verhältnisse etwas komplizierter sind. Zudem könnte es auch, wie in dieser Untersuchung bei <link _top>Legierung vom Typ B er-wünscht, durch die sehr hohen <link _top>Kupfer- und <link _top>Magnesium-Gehalte und den dadurch möglichen Einbau der <link _top>Kupfer- und <link _top>Magnesium-Atome auf der Ausscheidungsoberfläche zu einer Erniedrigung der Ausscheidungs-Matrix-Grenzflächenenergie (γ) kommen. Dies hätte einerseits auch eine vermehrte Keimbildung zur Folge (nach der klassischen Keimbildungstheorie ist die Aktivierungsenergie für homogene Keimbildung ΔG proportional der Grenzflächenenergie γ), andererseits zusätzlich unterdrücktes Teilchenwachstum. In diesem Fall sollten die Ausscheidungen in der <link _top>Legierung B auch nach längeren Warmauslagerungszeiten kleiner bleiben bzw. wären dann die Eigenschaften unabhängig von einer vorhergehenden Raumtemperatur-Zwischenlagerung.
6 Verlauf der Eigenschaften in Abhängigkeit der Warmauslagerungsparameter
6.1 Durchführung der <link _top>Warmauslagerung und der Zwischenlagerung
Um eine eventuelle <link _top>Kaltauslagerung zu unterbinden, wurden nicht benötigte Rohgussstäbe sofort nach dem Abguss und dem <link _top>Abschrecken aus der Gießhitze in Wasser in einem Kühlaggregat bei einer Temperatur von ca. -32°C zwischengelagert. Die Rohgussstäbe zur Durchführung der T5-<link _top>Wärmebehandlung wurden in einem Umluft-Kammerofen chargiert.
Als Startpunkt für die Bestimmung der Warmauslagerungsdauer wurde ein Zeitpunkt von 15 Minuten nach Chargieren der <link _top>Probestäbe in den Ofen definiert: das ist ungefähr jene Zeitdauer, die zu einer vollständigen Durchwärmung der Stäbe auf Ofentemperatur notwendig ist. Eine in den nachfolgenden Diagrammen angegebene Auslagerungszeit von 30 Minuten bedeutet somit, dass sich die Proben insgesamt 45 Minuten im Ofen befunden haben. Danach wurden die Rohgussproben an Luft abgekühlt und unmittelbar nach Abkühlung auf Raumtemperatur (Dauer ca. 30 Minuten) die genormten B 12x60 Zugstäbe angefertigt. Mit dieser Vorgangsweise kann ein Verzug der Proben nahezu ausgeschlossen werden bzw. wird dadurch gewährleistet, dass keine vorhergehende <link _top>Kaltauslagerung die Ergebnisse der <link _top>Warmauslagerung und der nachfolgenden Zugprüfung überlagern oder verändern kann.
6.2 T5-Wärmebehandlungsvarianten
Von einigen Legierungsherstellern wird empfohlen, eine verkürzte T5-<link _top>Wärmebehandlung bei 225°C mit einer Dauer von 3 Stunden durchzuführen. Es galt im Rahmen dieser Untersuchung festzustellen, ob die-se T5-Variante das Optimum hinsichtlich der Festigkeits- und/oder Härteeigenschaften darstellt. In der Literatur konnte kein Hinweis gefunden werden, in welchem Maße eine Zwischenlagerung bzw. eine eventuell vor der T5-<link _top>Wärmebehandlung stattgefundene <link _top>Kaltauslagerung das Eigenschaftsprofil beeinflusst. Aus diesem Grund wurde für ein Seriengussteil eine Zwischenlagerungsdauer von 24 Stunden ange-nommen und dieser Einfluss ermittelt.
Tabelle 9: Wärmebehandlungsvarianten der Legierungen A bis C, alle Probestäbe wurden nach dem Entformen mit der Gießhitze im Wasserbad abgeschreckt |
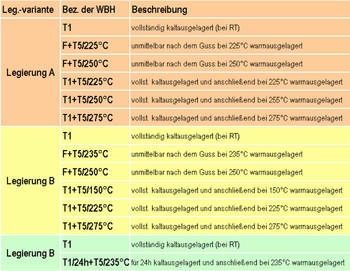
Bei <link _top>Legierung A wurden die T5-Varianten bei Temperaturen von 225°C und 250°C aufgenommen, wobei die Durchführung dieser Warmauslagerungsvarianten sowohl unmittelbar nach dem Guss (F+T5|225°C bzw. F+T5|235°C, wobei F als Kurzzeichen für den <link _top>Gusszustand steht (as fabricated)) als auch nach voll-ständiger <link _top>Kaltauslagerung (T1+T5|225°C, T1+T5|250°C) erfolgte. Zusätzlich wurde eine T1+T5-<link _top>Wärmebehandlung bei einer Auslagerungstemperatur von 275°C (T1+T5|275°C) durchgeführt. Erst nach Vorliegen der Ergebnisse der Zugprüfung von <link _top>Legierung A wurden die Warmauslagerungsparameter für die <link _top>Legierung B festgelegt, wobei hier die Proben unmittelbar nach dem Guss bei 235°C und 250°C ausgelagert wurden (F+T5|235°C, F+T5|250°C) bzw. die bereits vollständig kaltausgelagerten Stäbe bei den Temperaturen 150°C, 225°C und 275°C (T1+T5|150°C, T1+T5|225°C, T1+T5|275°C) wärmebehandelt wurden. Aus den Ergebnissen der <link _top>Legierungen A und B wurde für die <link _top>Legierung C als Optimum eine einzige Wärmebehandlungsvariante abgeleitet, und zwar wie folgt: Zwischenlagerung für 24 Stunden und nachfolgende <link _top>Warmauslagerung bei einer Temperatur von 235°C (T1|24h+T5/235°C). Alle Wärmebehandlungsvarianten sind in einer Übersicht in Tabelle 9 aufgelistet.<break>
6.3 0,2%-<link _top>Dehngrenze und Härte der <link _top>Legierungen A und B
|
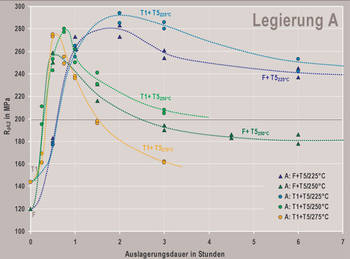
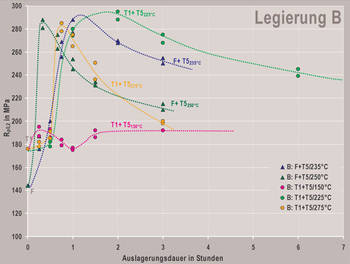
Im Vergleich der Dehngrenzen der <link _top>Legierungen A (Bild 17) und B (Bild 18) zeigt sich, dass die Theorie der herabgesetzten Ausscheidungs-Matrix-Grenzflächenener-gie (Kapitel 5) nur eine sekundäre Rolle spielt bzw. nicht zutrifft. Beide <link _top>Legierungen erzielen ähnliche Höchstwerte bei Auslagerungstemperaturen um 225°C (mit Werten von Rp0,2 = 280 bis 290 MPa) nach ca. zwei Stunden.
Dieses Festigkeitsmaximum wird von <link _top>Legierung B bereits nach einer Stunde erreicht, wenn die Auslagerungstemperatur dafür nur geringfügig auf 235°C angehoben wird. Erst mit der Bildung der Θ´-Phasen, d. h. bei Vorliegen einer höheren Warmauslagerungstemperatur und/oder Auslagerungsdauer, fallen die Rp02-Werte ab und die Maxima der <link _top>Dehngrenzen verschieben sich unter diesen Voraussetzungen zu deutlich kürzeren Auslagerungszeiten. Höhere Temperaturen als 235°C für die <link _top>Warmauslagerung zu verwenden, scheidet daher in der betrieblichen Praxis aus verfahrenstechnischen Gründen aus, da die Maxima sehr schnell auftreten und dabei sehr schnell durchfahren werden (siehe Kurven A, B: T1+T5|250°C). Aufgrund der Trägheit der industriellen Öfen, der nicht immer exakt einzuhaltenden Zeitdauer der manuellen Tätigkeiten wie Chargieren und Entnehmen, lassen sich bei Temperaturen um 250°C oder höher keine reproduzierbaren mechanischen Eigenschaften erzielen. Eine kurze Zeitverzögerung bis zur Entnahme würde bereits einen drastischen Abfall der Festigkeits- und Härtewerte verursachen. Die ursprünglich geplante <link _top>Wärmebehandlung mit den Parametern 225°C und 3 Stunden Auslagerungsdauer ist aufgrund der dabei bereits eingetretenen Überalterungsvorgänge wiederum auch nicht sinnvoll, insbesondere was, wie nachfolgend gezeigt wird, auch den Verlauf der Oberflächenhärte betrifft.
Sehr wohl hängen aber die Entmischungskinetik als auch die Oberflächenhärte stark von einer Raumtemperatur-Zwischenlagerung ab, da zum einen die Rp0,2-Werte bei vorhergehender <link _top>Kaltauslagerung hö-her liegen (vgl. in Bild 17 die Kurven von F+T5|225°C mit T1+T5|225°C), aber auch die Maximalhärten bei vorhergehender <link _top>Kaltauslagerung wesentlich früher auftreten.
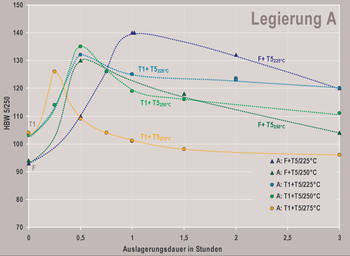
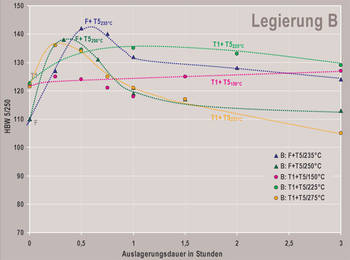
Überraschend ist jedoch, dass die Maximalhärten bei einer T1+T5-Behandlung höher ausfallen als im F+T5-Zustand (Bild 19). Hinsichtlich der Härte kann daher vermutet werden, dass - nach Betrachtung der Ausscheidungssequenz - eine Kombination von GPII- und Θ´´-Phasen günstiger ist als die Kombination von Θ´´- mit Θ´-Phasen. Dies äußert sich auch darin, dass bei längerer Auslagerungsdauer oder höherer Auslagerungstemperatur die Härtewerte rasch abfallen. Insbesondere wird diese These auch dadurch bestätigt, dass bei einer Auslagerungstemperatur von 150°C die Härtewerte auf konstantem Niveau bleiben bzw. sogar eine Tendenz eines leichten Anstiegs mit zunehmender Auslagerungsdauer zu erkennen ist (Bild 20). Im Festigkeitsmaximum bei 225°C und 2 Stunden liegen die Härtewerte bereits deutlich unter den zuvor durchlaufenen Härtemaxima, vor allem <link _top>Legierung B verliert bereits nach ca. einer halben Stunde die Härte. Wie zuvor bei der Diskussion der Dehngrenzenkurven erwähnt, führt die auch vielfach in der Literatur vorgeschlagene <link _top>Wärmebehandlung bei 225°C und 3h bereits zu einem deutlichen Abfall der Härte.
Die Auswirkungen der Ausscheidungen bei der <link _top>Legierung Al Si12CuNiMg hinsichtlich <link _top>Dehngrenze und Härte lassen sich daher wie folgt annehmen:
• Eine günstige Kombination von GPII- und Θ´´-Phasen erhöht die Härte.
• Die optimale Einstellung eines ausgewogenen Θ´´- und Θ´-Phasenanteiles erhöht die <link _top>Dehngrenze.
• Bezüglich des <link _top>Magnesium-Gehaltes ist festzustellen, dass sich dieser - im Gegensatz zur <link _top>Kaltauslagerung - bei einer <link _top>Warmauslagerung nicht signifikant auswirkt.
• Die Starttemperatur für die Bildung der GPII-Phasen bei der <link _top>Warmauslagerung liegt höher als 150°C, vermutlich im Temperaturbereich um 200°C.
In Bild 21 und Bild 22 sind die Verläufe der Dehnungen von <link _top>Legierung A und B dargestellt. <link _top>Legierung A fällt von ca. 1,8% im weichen <link _top>Gusszustand im Verlauf der <link _top>Wärmebehandlung unabhängig von Zwischenlagerung oder Auslagerungstemperatur auf Dehnungen um ca. 0,3 - 0,4% ab (d. h. das Minimum der Dehnung fällt in etwa mit dem Festigkeitsmaximum zusammen). Im Laufe der <link _top>Überalterung steigen die Dehnungswerte wieder an.<break>
|
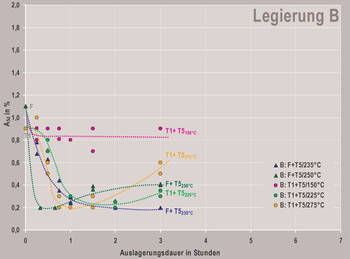
Der Abfall der Dehnung bei <link _top>Legierung B im Zuge der <link _top>Warmauslagerung fällt noch deutlicher aus (auf rd. 0,2%), zudem ist die Dehnung im weichen Ausgangszustand F mit rd. 1,0 % deutlich niedriger als bei Le-gierung A. Auch hier tritt eine Erholung der Dehnung im Laufe der <link _top>Überalterung ein, wenngleich nicht in dem Maße wie sie bei <link _top>Legierung A festzustellen ist. Als Ursache kann die Ausbildung von groben, inter-metallischen Phasen bei dieser Legierungsvariante angenommen werden.
Aus Sicht der Dehnung ist daher, wie zu erwarten, <link _top>Legierung A zu bevorzugen, bei hohen Härtewerten jedoch <link _top>Legierung B. Bei reiner <link _top>Kaltauslagerung und Einsatztemperaturen von unter 150°C liefert <link _top>Legierung B mit über 120 HB sehr gute Härtewerte bei einer gleichzeitig hohen <link _top>Dehngrenze von Rp0,2 um 180 MPa und noch akzeptablen Dehnungen um 1,0%. Es erscheint plausibel, dass die Verschleißbeständigkeit bei der Legierungsvariante B eher besser ausfallen wird als bei <link _top>Legierung A, da vermehrt nickelhältige Phasen im Gefüge auftreten. Diese Vermutung wurde jedoch noch nicht näher untersucht und damit bestätigt.
Eine Optimierung der <link _top>Legierung AlSi12CuNiMg zu ausgewogenen Festigkeits- und Dehnungsverhältnissen ist daher wenig sinnvoll, da beide Varianten bei einer <link _top>Warmauslagerung einen sprunghaften Anstieg der Härte aufweisen bei einem gleichzeitigen Eintreten in Form eines sprunghaften Abfalls der Dehnung - diese zeigt eine Quasi-Versprödung. Diesem Verhalten kann nur durch sehr rasche Abkühlung und der damit verbundenen Bildung kleiner sekundärer Dendritenarmabstände (SDAS unter 10 µm) und der Ausbildung kleinster Korngrößen (unter 50 µm) entgegengewirkt werden, was aber in <link _top>Gussteilen mit herkömmlichen Gießverfahren nicht darstellbar ist.
6.4 Ableitung der <link _top>Legierung C aufgrund der Ergebnisse der <link _top>Legierungen A und B
Die Auslagerungskurven der Varianten A und B haben gezeigt, dass die Forderungen nach hoher Dehn-grenze und hoher, bleibender Härte bei gleichzeitig kurzer Wärmebehandlungsdauer nicht zu erreichen sind, die Durchführung einer <link _top>Warmauslagerung aber eine deutliche Steigerung der mechanischen Eigenschaften bewirkt.
Ausgehend von einer praxisnahen Zwischenlagerungszeit zwischen Abguss und <link _top>Warmauslagerung von ca. 24 Stunden wurde eine optimierte Variante C erschmolzen, bei der im Vergleich zu der Legierungsvariante A die <link _top>Kupfer- und <link _top>Magnesium-Gehalte angehoben wurden, damit eine höhere Keimbildung für die GPI-Zonen innerhalb einer 24-stündigen Zwischenlagerung vorliegt. Zugleich wurden eine Kornfeinung sowie Veredelung durchgeführt. Der Gehalt des teuren <link _top>Legierungselementes <link _top>Nickel wurde an der Untergrenze belassen, da kein signifikanter Effekt in Bezug auf die Beibehaltung der Härte nachgewiesen werden konnte. Aus den Kurvenverläufen der <link _top>Warmauslagerung der Legierungsvarianten A und B konnte gefolgert werden, dass die optimale Temperatur für eine <link _top>Warmauslagerung dieser Variante C bei 235°C liegen müsste.
|
|
|
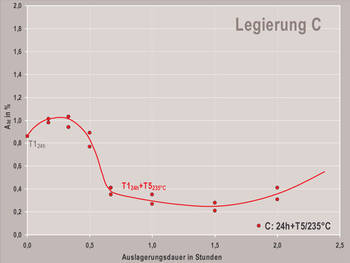
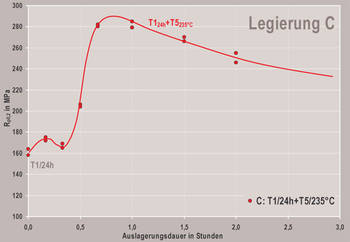
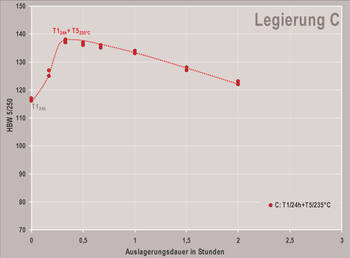
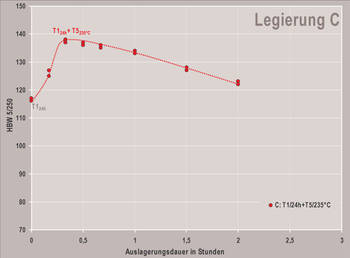
Diese <link _top>Legierung stellt somit einen Kompromiss für eine kurze Wärmebehandlungsdauer und niedrige Legierungskosten bei gleichzeitig zu erzielenden hohen 0,2%-<link _top>Dehngrenzen und Härtewerten dar. Dabei wird in Kauf genommen, dass die Dehnung eher niedrig ausfallen wird, wobei hier nochmals erwähnt wird, dass eine angestrebte Verbesserung der Dehnung durch ein niedrigeres Fe/Mn-Verhältnis nicht Erfolg versprechend sein wird. Nachfolgend sind in den Bildern 23 bis 25 in Analogie zu den Legierungsvarianten A und B die Ergebnisse der <link _top>Warmauslagerung für Rp0,2, Härte und Bruchdehnung angeführt.
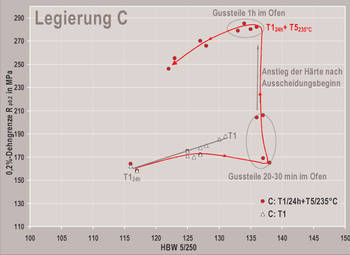
Die optimierte Variante zeichnet sich durch einen raschen und unmittelbaren Härteanstieg aus, der nach ca. 30 min Warmauslagerungsdauer bei 235°C eintritt (Bild 23), der nachfolgende Abfall der Härte fällt moderat aus. Für die Anpassung der <link _top>Wärmebehandlung bedeutet dies, dass Seriengussteile mit ähnlicher Wanddicke wie die getrennt gegossenen Kokillenstäbe relativ genau nach einer Stunde ab dem Einlegen in den Ofen entnommen werden müssen. In dieser Zeit ist dann aber bereits die Aufwärmung und Durchwärmung der <link _top>Gussteile inkludiert. Damit wird eine Kombination einer Rp0,2 von über 280 MPa (Bild 24) bei einer Härte von HB 135 erzielt. Der Verlauf der <link _top>Warmauslagerung ist als Rp0,2-Härte-Diagramm in Bild 25 dargestellt. Bei Durchführung einer <link _top>Warmauslagerung steigen die <link _top>Dehngrenze und die Härte somit an, die Dehnung sinkt aber sofort ab, es tritt also auch bei <link _top>Legierung C eine Quasi-Versprödung auf. Die Bruchdehnung ist für den Verwendungszweck des Seriengussteiles wenig relevant und beträgt rd. 0,3 % (Bild 26). Gegenüber der Ausgangsvariante A mit normkonformer Zusammensetzung ist somit eine Einsparung von über zwei Stunden an Wärmebehandlungszeit bei gleichzeitiger Erhöhung der Härte um 12,5 % bzw. auch eine Einengung der Streuung der Härte möglich.
6.5 TEM-Untersuchung der warmausgelagerten Proben
|
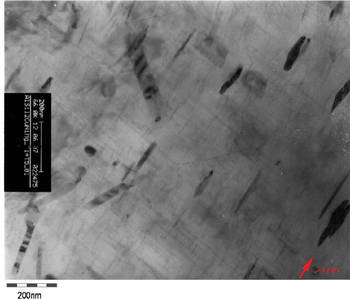
Die Untersuchung erfolgte an Proben der <link _top>Legierung C, die bei einer Stunde und 235°C (T1|24h + T5|235°C) und 2 Stunden bei 235°C warmausgelagert wurden. Bei der <link _top>Warmauslagerung wandeln sich die GPI- in GPII-Zonen (semikohärent) und in Θ´´-Phasen (vollkohärent, metastabil) um, wobei diese aufgrund der Diffusion wachsen und, wie in Bild 27 gezeigt, nun eine Größenordnung von 25 bis 50 nm aufweisen. Hierbei stauen sich bereits die Versetzungen an den größeren Ausscheidungen (Bild 28) und versuchen, diese unter Bildung eines Versetzungsringes zu umgehen.
Bei zwei Stunden Auslagerungsdauer haben sich dann die meisten Θ´´- in Θ´-Phasen umgewandelt bzw. tritt bereits auch die stabile und kohärente Modifikation in Form der Θ-Phase auf, wobei es sich bei letzte-ren um Stäbchen längs der 100>-Matrix handelt, die Größenordnungen von 200 nm aufweisen (Bild 29). Die Ergebnisse der TEM-Untersuchung spiegeln daher sehr gut die theoretischen Grundlagen der Ausscheidungssequenz wieder.
|
|
7 Zusammenfassung
Die <link _top>Kolbengusslegierung AlSi12CuNiMg zeichnet sich durch hohe Festigkeitseigenschaften und hohe Härte bei gleichzeitig guten Verschleißeigenschaften aus. Die Dehnungen sind für viele Anwendungen nicht von Relevanz und erreichen kaum Werte über 1 %. Die höchsten mechanischen Eigenschaften werden durch eine gezielte <link _top>Wärmebehandlung erreicht. Es wurden getrennt gegossene Kokillenguss-Probestäbe und Bauteile aus Varianten der <link _top>Legierung Al Si12CuNiMg hergestellt und die statischen me-chanischen Eigenschaften nach einer <link _top>Kaltauslagerung bzw. einer Zwischenlagerung mit nachfolgender T5-<link _top>Wärmebehandlung ermittelt.
Aus den Ergebnissen der <link _top>Kaltauslagerung konnten folgende Schlussfolgerungen abgeleitet werden:
• Durch eine <link _top>Strontium-Veredelung weist die <link _top>Legierung Al Si12CuNiMg hinsichtlich des Gießverhaltens und der <link _top>Erstarrungsmorphologie ein ähnlich gutes Verhalten wie <link _top>naheutektische <link _top>Aluminium-<link>Silizium-<link _top>Legierungen auf und zeichnet sich durch eine signifikant bessere Bearbeitbarkeit als <link _top>übereutektische <link _top>Legierungen aus.
• Der Zusatz eines Kornfeinungsmittels bewirkt eine deutliche Verkleinerung der Korngröße, was sich e-benfalls positiv hinsichtlich des <link _top>Erstarrungsverhaltens und der statischen mechanischen Eigenschaften auswirkt.
• Die für eine vollständige Kaltaushärtung benötigte Lagerdauer bei Raumtemperatur beträgt ca. 8 Tage. Die Festigkeitssteigerung ist dabei vor allem auf die Gitterverzerrung infolge der gleichmäßig verteilten und kleinen Ausscheidungen zurückzuführen (GPI-Zonen), die Kohärenzspannungsfelder hervorrufen und somit die Versetzungsbewegung erschweren.
Aus den Ergebnissen der Zwischenlagerung mit nachfolgender T5-<link _top>Warmauslagerung lässt sich ableiten:
• Die für die Bildung der festigkeitssteigernden Ausscheidungen notwendige Starttemperatur für eine T5-<link _top>Wärmebehandlung liegt über 150 °C.
• Eine Zwischenlagerung und die damit verbundene Bildung einer hohen GPI-Zonendichte wirken sich positiv auf die mechanischen Eigenschaften bei einer nachfolgenden T5-<link _top>Wärmebehandlung aus.
• Bei längeren Auslagerungszeiten zeigen alle Legierungsvarianten der Al Si12CuNiMg einen ausgeprägten Überalterungseffekt, der sich in einem Abfall der <link _top>Dehngrenze und der Härte äußert.
• Bei optimierter Zusammensetzung (Cu, Mg, Ni, Si) und geeigneter Wahl der Auslagerungstemperatur werden die höchsten Festigkeitseigenschaften und Oberflächenhärten bereits nach kurzer Auslagerungsdauer erzielt (Legierungsvariante C, 235°C, 45 min). Eine günstige Kombination in der Verteilung von GPII- und Θ´´-Phasen erhöht dabei die Härte. Die optimale Einstellung eines ausgewogenen Θ´´- und Θ´-Phasenanteiles erhöht die <link _top>Dehngrenze.
Gegenüber den in Empfehlungen der Legierungshersteller angegebenen Zeitdauern für eine T5-<link _top>Wärmebehandlung kann eine deutliche Verkürzung und damit Kosteneinsparung erzielt werden, wobei die in der Norm EN 1706 für AC-48000 genannten Mindestwerte für Oberflächenhärte, 0,2%-<link _top>Dehngrenze und Zugfestigkeit deutlich übertroffen werden.
Die Autoren danken der Österreichischen Forschungsförderungsgesellschaft für die Unterstützung der vorliegenden Arbeit im Rahmen des Förderprogrammes Prokis 07.
Literatur:
1 K. Bing, W. Sander: Kolben für Hochleistungsmotoren - Herausforderung für die Gießtechnik, Gießerei-Praxis, 2005, Nr. 10, S. 373-379.
2 EN 1706:1998, Aluminium und Aluminiumlegierungen, Gussstücke, Chemische Zusammensetzung und mechanische Eigenschaften, CEN Europäisches Komitee für Normung, Brüssel, März 1998, Referenz Nr. EN 1706:1998 D.
3 Aluminium-Gusslegierungen, Aleris Recycling (German Works) GmbH, 3. Auflage, 2004.
4 Hüttenaluminium-Gusslegierungen, Aluminium Rheinfelden GmbH, Ausgabe 6, 2. Auflage, November 1994.
5 Aluminium-Gusslegierungen, Legierungsprospekt, SAG Aluminium Lend GmbH.
6 J. Qiao, X. Liu, X. Bian, X. Liu., Relationship between microstructures and contents of Ca/P in near-eutectic Al–Si piston alloys, Materials Letters 2005 (59), S.1790–1794.
7 R. Li, D. Li, Y. Zhao, L. He, C. Li, H. Guan, et al., Age-hardening behavior of cast Al–Si base alloy, Materials Letters 2004 (58), S. 2096–2101.
8 J. Krol, The precipitation strengthening of directionally solidified Al-Si-Cu alloys, Materials Science Engineering A 1997 (169); S. 234–236.
9 W. Reif, S. Yu, J. Dutkiewicz, R. Ciach, J. Krol, Pre-ageing of AlSiCuMg alloys in relation to structure and mechanical properties, Materials Design, Vol. 18, 1997, S. 253-256.
10 S. Lu, A. Hellawell, Light Metals (1995), S. 989-993.
11 L. Bäckerud, G. Chai, J. Tamminen, Solidification characteristics of aluminium alloys. Foundry alloys, Vol. 2. Des Plaines: AFS/Skanaluminium; 1990.
12 M. Zeren, The effect of heat-treatment on aluminum-based piston alloys, Materials and Design 28 (2007), S. 2511-2517.
13 N.A. Belov, D.G. Eskin, N.N. Avxentieva, Constituent phase diagrams of the Al–Cu–Fe–Mg–Ni–Si system and their application to the analysis of aluminium piston alloys, Acta Materialia 53 (2005), S. 4709–4722.
14 H. Rockenschaub, R. Gschwandtner, A. Holzinger, J. Mikota, I. Topic, Charakterisierung der Kolbengusslegierung Al Si12CuNiMg - Teil 1, Gießerei-Praxis, 1-2, 2008, S. 13-25.
15 M. Zeren, Effect of copper and silicon content on mechanical properties in Al–Cu–Si–Mg alloys. Journal of Materials Processing Technology 2005;169, S. 292–298.
16 H. A. Holl, Journal of the Institute of Metals 93 (1965), S. 364 ff.
17 G. W. Lorimer, R. B. Nicholson, Acta Metallurgica 14 (1966), S. 1009 ff.
18 D. W. Pashley, M. H. Jacobs, J. T. Vietz, Philosophic Magazine 16 (1967), S. 51 ff.
19 W. Sha, Z. Guo, Quantification of precipitate fraction in Al–Si–Cu alloys, Materials Science Engineering A 2005 (392), S. 449–452.
20 W. Gerstlauer, M. Franchini, Praktische Metallografie 6 (1969), S. 623 ff.
21 M. Zeren, The effect of heat-treatment on aluminum-based piston alloys, Materials and Design 28 (2007), S. 2511-2517.
22 G. Geier, T. Pabel, H. Rockenschaub, M. Hopfinger, „Improved mechanical properties of the high pressure die casting alloy Al Si9Cu3(Fe)(Zn) as a result of the combination of natural and artificial ageing“, International Journal of Materials Research, Volume 98, 6/2007, S. 516-520.
23 H. Rockenschaub, T.Pabel, G. Geier, H. Holzer, M. Hopfinger, Neue Wärmebehandlung für beste mechanische Eigenschaften im Aluminium-Druckguss, Giesserei 93, 07/2006, S. 20–33.
24 D. Altenpohl: Aluminium von innen betrachtet, Aluminium-Verlag, Düsseldorf 1979.
25 Aluminium-Taschenbuch, Band 2, Aluminium Verlag, Düsseldorf 1999, 15. Auflage.
26 M.F. Ashby, D.R.H. Jones, Engineering Materials 2, Butterworth Heinemann, Oxford, 1998
27 J.M. Silcock: J. Inst. Met., Vol 89, 1960, S.203 – 210.
28 E. Hornbogen, H. Warlimont: Metallkunde, Aufbau und Eigenschaften von Metallen und <link _top>Legierungen; 4. Auflage, Springer-Verlag, Berlin, Heidelberg, New York, 1991.
29 W. Sha, Z. Guo, Quantification of precipitate fraction in Al–Si–Cu alloys. Materials Science Engineering A 2005 (392), S. 449–452.
30 H. Rockenschaub, T. Pabel, G. Geier, M. Hopfinger, „Beschleunigung der Auslagerungsvorgänge der Druckgusslegierung Al Si9Cu3(Fe) bei gleichzeitiger Erhöhung der mechanischen Eigenschaften – Teil 1“, Druckguss-Praxis, 3/2005, S. 95-104.
31 T. Pabel, H. Rockenschaub, G. Geier, M. Hopfinger, G. Kothleitner, „Beschleunigung der Auslagerungsvorgänge der Druckgusslegierung Al Si9Cu3(Fe) bei gleichzeitiger Erhöhung der mechanischen Eigenschaften – Teil 2“, Druckguss-Praxis, 4/2005, S. 137-146.
32 G. Geier, T. Pabel, H. Rockenschaub, M. Hopfinger, „Improved mechanical properties of the high pressure die casting alloy Al Si9Cu3(Fe)(Zn) as a result of the combination of natural and artificial ageing“, International Journal of Materials Research, Volume 98, 6/2007, S. 516-520.
33 T. Pabel, H. Rockenschaub, G. Geier, M. Hopfinger, „Auswirkungen einer Kombination von Kalt- mit Warmauslagerung auf die mechanischen Eigenschaf-ten der Druckgusslegierung Al Si9Cu3(Fe)(Zn)“, Druckguss-Praxis 01/2007, S. 33-41.
34 O. Kessler, Ausscheidungshärtung von Aluminium-Legierungen, Der Wärmebehandlungsmarkt 3/2001, S. 5-8.
