

Just over 11years ago a large international company manufacturing wear resistant engineered products commissioned an in-house foundry at its Isando manufacturing facility in Gauteng. Traditionally the company procured their castings from either local foundries or imported them from sister companies elsewhere in the world. While this arrangement worked, it had its drawbacks. In the first place the company did not have sufficient control over the quality of material or the processes at contracted foundries. This led to obvious problems like the overall quality of castings and erratic delivery and lead times. Importing castings from in-house foundries abroad had the clear problem of unnecessary shipping costs as well as obvious logistical problems that make it very difficult to support response times required by the company’s lean manufacturing systems.
Additionally, prohibitive lead times and the potential loss of local employment opportunities led to the Board of the company taking the decision to show commitment to customers in Africa, and in particular South Africa, and thereby invest in the manufacturing capacity of the African organisation. One of the first initiatives targeted was the installation of a foundry at the Isando facility.
This foundry has subsequently had regular upgrades in equipment and in 2013 the Group showed further commitment to its African clients when the company acquired the plant, equipment and buildings of a specialist large casting foundry based in the Eastern Cape. This foundry was subsequently renamed to represent the large and heavy castings it manufactured.
The rationale behind the investment was that the profile of the Isando foundry limited the company to the size of castings manufactured and this needed to be addressed. The Isando foundry relies on two furnaces, each with a capacity of two tons per melt. Not operating in a dual melt situation has restricted the foundry to producing castings up to two and half tons per casting. Today, through the acquisition of the Eastern Cape foundry, the company offer product that can weigh up to 42 tons once fully assembled. Individual castings can weigh up to 18 tons and a single pour for a component or part could be up to 20 tons.
As the name of the acquisition suggests, the Eastern Cape foundry can now accommodate all of the company’s requirements for large castings. With the recent investment in the Isando foundry and the strategic decisions taken by local management, the Eastern Cape foundry will in future manufacture castings from one ton upwards and anything below one ton will be done at the Isando foundry.
Vision to double company’s business by 2021
“This all forms part of our vision that requires our manufacturing facilities in South Africa to fulfill all of the Africa operation needs and also have sufficient capacity to export castings, components and assembled product to sister companies around the world, all part of the Group’s global capacity sharing strategy, whilst at the same time creating jobs and supporting the local economy. Ultimately it is our vision to double the company’s business by 2021,” it was said during an interview I had recently with a senior management executive of the company.
“The commissioning of this new phase of the Isando foundry will allow us to reduce our reliance on supply of castings from local foundries, but only fractionally. It is not our intention to stop supporting the local foundry industry but rather to increase our capacity so as to accommodate the amount of product that was not previously manufactured in South Africa and then export to the other Group manufacturing facilities around the world.”
“Furthermore, before deciding to invest in the equipment we looked at how we could further automate our casting production operation, how we could accommodate casting in IP materials, attaining repeatability of casting without incurring any quality issues, how we can cast components with a high complexity and how we could incorporate having a highly flexible system that could take into account the low volume castings with a high variability. In other words a system that allowed for the flexibility of quick pattern changeovers without losing any production time, when required.”
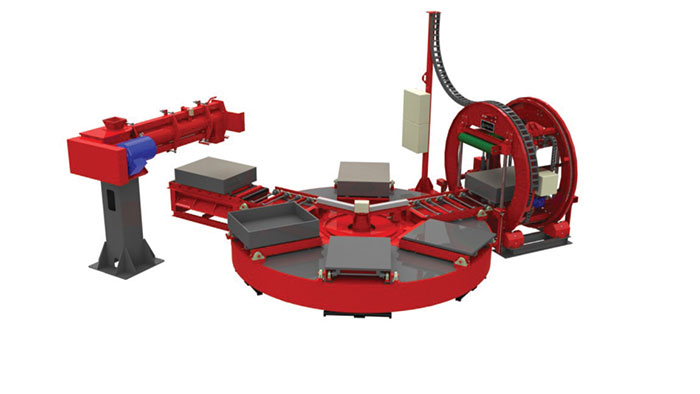
Endeco Omega 8-station carousel moulding line
“The result is that we have invested in an Endeco Omega 8-station carousel moulding line with a 2-station pattern changeover, which we believe is the first of its kind that Endeco Omega have built to our specifications, although they have manufactured many other carousel moulding lines.”
“When you’re preparing to invest in or to add an automated no-bake moulding system to your existing setup, there are a number of critical decisions to be made that require careful analysis. As with many design projects, the end of the process is often the best starting point. It’s a basic concept to design backwards, at all times keeping in mind the moulding process results you expect.”
“There are dozens of criteria that go into a well designed system, but a few of the main considerations are: Mould rate per shift; mould size minimum and maximum; budget available; floor space available; staffing requirements/cost; complexity of coring; resin system; reclamation system requirements; engineering requirements; installation requirements and time available for installation / commissioning.”
“Before embarking on this investment we visited other foundries, as well as those in the Group, with similar moulding lines that we were planning and benchmarked our installation against these.”
“Once the decision had been made to go ahead with this R23 million investment, infrastructure and civil engineering changes had to be made within the existing foundry area of the manufacturing facility in Isando. Space utilisation was at a premium and this has resulted in the revamping of our pattern store and toolroom and where necessary, offsite storage has been implemented to make way for the new moulding line installation.”
“The key to the success of the carousel is not just its simplicity and compact space saving design but also its increased productivity. With one or two operators the carousel can easily produce 40 moulds per hour with cope and drag on the same pattern bolster.”
“With automation and plant efficiency as a motivation and a priority, the moulding line has incorporated a number of other systems and equipment to facilitate the whole process and operational aspects, right from the supply and delivery of the sand and chemicals to the moulding line, up to the final delivery of the pattern bolsters to the melting/pouring department. This department has also been upgraded to include a new conveyor system so as to deliver the pattern bolsters to our existing 25 ton lump hopper before the castings are transferred to our shot blasting unit.”
“Other complimentary equipment and systems that we have installed include two additional refurbished sand hoppers – one for new sand and one for reclaimed sand – and a resin chemical mixing plant, that are located outside the production building. This allows for suppliers to deliver product to these bulk storage systems without any interruption to our production.”
“Pneumatic conveyors then transfer the sand to a new 50 ton hopper that houses a combination of reclaimed and new sand and is located at the beginning of the new moulding line and easily delivers sand to the new Endeco Omega 20 ton an hour continuous mixer. The sand hopper includes a venting unit and a 4-way pneumatic sand blending gate above the mixer, as well as the touch screen fully programmable autoblend system.”
“We have also included a mould compaction table for mechanical ramming of chemical bonded sand mould through vibration technology.”
“For the chemicals used in the no bake process we have incorporated four stainless steel tanks that hold enough resin and catalyst chemicals for one shift. This has reduced the amount of storage needed for the chemicals in the moulding area and is also a safety feature. Our safety requirements are further enhanced with all the handling apparatus, such as the piping and cables that are used in the whole process being housed in either racking trays or hidden under the flooring so that there are minimal hazards presented for humans. The Group worldwide has strict occupational and safety requirements, higher than the usual recommended requirements, and we had to adhere to these.”
“Once filled and compacted the cope and drag pattern bolsters are then moved through the automated rollover before being automatically transferred to the hydraulic in line tilt flood coating station. The conveyor belt then moves the patterns to the flame off section before the mould manipulators are used for coring and closing. Thereafter they move to the melting section.”
“All of these operations are fully automated with PLC controls where possible and designed to have minimal human interference, and where achievable incorporate equipment to have minimal human stress. However, I must emphasise that by installing this new line we have also created employment opportunities. We have employed nine extra staff that work directly on the line and three staff indirectly and this is just for one shift. These numbers will increase once we start exporting castings and components to other Group operations around the world and move onto a second shift. It is also our intention to ramp up to a three-shift system in the future. In total we now employ 109 staff in the foundry and this number continues to grow.”
“The line has been installed to produce the moulds for our high complex components up to 150 kilograms. As mentioned we wanted flexibility, repeatability and quality. We are now able to achieve these goals. However, the increased capacity and automation has created a situation in the melting department whereby our two existing two-ton induction furnaces are producing too much metal for our white iron production requirements. This has resulted in us ordering a new 750 kilogram induction furnace that will be installed in 2018.”
“We have also had to balance what the foundry produces against the capacity that the machine shop is capable of handling. This is being addressed and we will be making investment in further CNC machines next year.”
“Currently we are producing 24 tons of castings per day that includes cast iron, SG iron and grades of high chrome iron castings. We have in the region of 4 500 different components that we can cast but one third of these are done on a regular basis. The components are mainly used in the wet end area of our products and include volutes, impellers, plates, expellers and expeller rings and throat bushes, to name a few.”
“The commissioning of the new extension to the Isando foundry has been implemented without any interruption to our existing production. I must compliment the equipment and system suppliers, including the service providers and installation companies. They have been through a steep learning curve in adapting and adhering to the company’s strict health and safety rules, but they will benefit from the experience.”
Source: Castings SA











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}