
In many cases, the temperature of the liquid steel is controlled in the melting kiln, holding kiln or casting ladle by means of immersion measuring lances. After heating, however, the melt loses up to 10 °C per minute. Depending on the time between the last measurement and the casting, the temperature may have dropped considerably. And especially the temperature of the melt during the mould filling is of crucial importance. The desired quality can only be achieved by exact control and compliance with the casting temperatures.
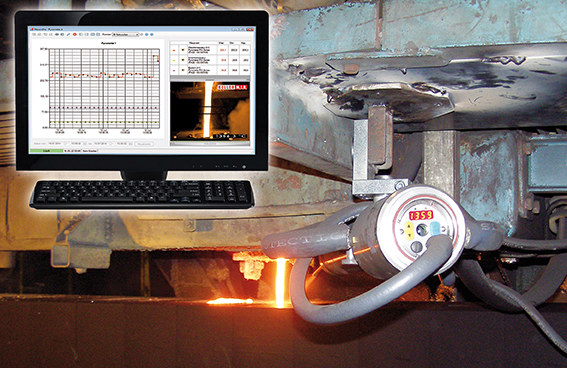
In the meantime, infrared measuring systems have established themselves for measuring the temperature of liquid metal, which automatically record the temperature values in milliseconds without contact and from a safe distance.
In order to eliminate problems caused by slag and oxidation on the metal surface, the CellaCast measuring system has a CSD (Clean Surface Detection) function. A special algorithm filters out the true measured values at the clean spots when pouring the melt.
In numerous plants with grey cast iron and nodular cast iron, the CellaCast system is for several years successfully in use. Now, the system has been extended for higher temperatures with the device version CellaCast PA 83 AF 14. This means that it can also be used in the production of cast steel. With a measuring range of up to 750 - 2400 °C, the pyrometer completely covers the relevant temperature range.
Thanks to the two-colour (ratio) measuring technique, the CellaCast system delivers stable measured values despite the extremely strong smoke and steam generation during steel casting. Disturbing flames are filtered out by the ATD (Automatic Temperature Detection) function.
Customer statements such as “The system has paid for itself very quickly thanks to the quality increase and the acquisition of new information.” confirm the customer’s benefit, e. g. in the production of turbocharger housings and exhaust manifolds.


{kind=link}