
also available in ![]()
Gravity Die Coating
 Picture 1: Coating concentrate, diluted with water, is sprayed on the hot gravity die surface. |
In the gravity die coating various factors are responsible for the casting success. The qualityrelevant processes contain the handling of the gravity die coating, the right gravity die construction regarding the casting, the optimal flow of the melt during the filling stage as well as the best qualified alloy. Unfortunately, the casting industry often does not consider these processes sufficiently. The coating should effect a good separation between the gravity die material and the solidified aluminium alloy. Furthermore, it should influence the fluidity of the metal in the mould positively to avoid draws or oxidic agglomerations. The heat conductivity, which itself is highly influenced by the coating, influences the solidification crucially.
To fulfill these tasks, gravity die coatings consist of a lot of different ingredients. These ingredients either conduct heat very well or work isolating and contain particles, which are able to fix the metal oxide layer and thus, influence the fluidity positively. Finally, the particles of the coating are bound with a binder, e. g. water glass, and fixed on the gravity die coating after the spraying process. The water evaporates during the contact of the coating with the hot gravity die wall. As a consequence of this a structured, glass-similar layer remains, which persists its properties over a period of several castings. However, this only works if the coating is prepared optimally.
Preparation of gravity die coatings
Coatings must be thoroughly prepared before they get onto the gravity die by means of a spraying gun. The reason for that is the composition of the coating itself. The sprayable coating is highly diluted and as a consequence of this, it contains much water. The coating cannot be stored in this consistency as the particles of the coating go down to the bottom and when giving the coating into the spraying pistol a small or large quantity of particles is sprayed, dependent on the condition of the removal. If even the rough and heavy particles eventually do not get into the spraying pistol and therewith cannot be applied on the gravity die surface, an optimal fluidity and thus, a good mould filling cannot be expected.
As a consequence of this, coatings are generally provided as concentrate. Before the spraying, the coating concentrate is mixed with water (e. g. 1:3) until it has reached a sprayable consistency. This implies a very important task for the user of the coating: He has to choose the correct dilution ratio and produce a homogeneous mixture by the mixing process of water and concentrate. Additionally he has to take care that the mixture is sprayed before it comes to a separation of the components.
The preparations for the production of the coating are a labour- and time-intensive process. The foundry man has to interrupt his foundry-technical operation as the fresh preparation of the sprayable coating needs his full concentration. However, to skip this process, in practice often a larger quantity of the coating, which is used over the day or longer, is mixed.
Praxis of the coating preparation
 Picture 2: Coating removal station in a foundry. The coatings are diluted with concentrate and water and steadily stirred with a querl to avoid a dimixing and settling on the container bottom. |
 Picture 3: Spheroidization of ceramic stones by permanently rubbing against each other. Example of the change in form by the stirring process. |
 Picture 4: The intensive contact with the CO2 of the air harms the adhesive strength of the coating. |
A lot of different methods have evolved to keep the procedure of the production of sprayable coating (mixture of water and concentrate) within a reasonable time frame. Nevertheless, these methods have a lot of advantages and disadvantages. The mostly practiced variant can be observed in many foundries: Concentrate and water are mixed in a large container. A steadily stirring querl keeps the rough particles in movement so that they do not settle on the container bottom after a short while.
Thereby a steady homogenization and an easy removal of the coating are achieved. However, the result is often a dirty working place (picture 2).
This method has a big disadvantage: The solid particles, which are responsible for the fluidity of the metal in the gravity die due to their angular form, are permanently rubbed against each other by the stirring effect and thus, they lose their sharp edges. As a consequence of this, the coating’s properties are changed negatively. For demonstration purposes the grindstones of a deburring machine can be used. After several hours of rubbing against each other, their edges get smaller and wear off (picture 3).
The steady stirring often affects a whirl in the coating. Material on the surface is aspirated inside and new material is transported to the surface (picture 4). This also influences the coating’s properties negatively. As a general rule, coatings contain water-glass as binder. Water-glass reacts with the air’s carbon dioxide and thus, is no longer available for the binding. The coating loses its adhesive strength. A hard rim can be often observed, where the reacted coating was not aspirated inside. It is particularly disadvantageous if parts of this get into the spraying pistol.
Another important aspect is the human insufficiency. The proportion of coating concentrate and water, which was determined once, must always be the same to ensure a constant coating. Working according to ISO standard, can only be assured if the ratio is adjusted reproducibly. According to experience, every foundry man has his own “philosophy” regarding the consistency of the sprayable coating, i. e. how many water must be mixed with the concentrate. A large concern examined this systematically. They predefined that ever foundry men should choose a mixing ration of 1:1.5. The analysis revealed that the adjusted mixing ratios of the employees extremely differed from each other. As a consequence of this, reproducible casting results could not be achieved.
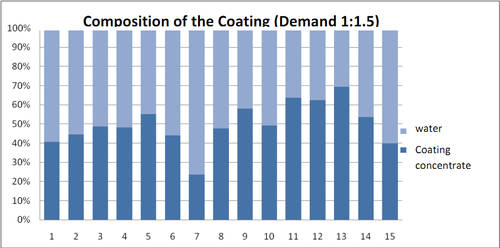 Picture 5: factor „human": Every employee (1 to 15) works, according his own „philosophy". A mixing ratio of 1:1.05 was prescribed (40% concentrate to 60% water). Only a few employees obeyed the prescription. (1, 6 and 15) |
Management of the Coating Preparation Thus, the following conditions must be met to prepare a reproducible and sprayable coating:
- The contact with air must be minimized,
- the coating must not be stirred permanently,
- the available coating quantity should only be as can be sprayed in the short term and
- the ratio of concentrate and water should be constant depending on the casting part and should not be influenced by the employee.
These conditions can only be realized by an automation of the coating preparation.
SCHÄFER Chemische Fabrik GmbH in Hennef developed a compact device (CILLOLIN®-Automat), which meet the above mentioned requirements. Thus, it helps to meet the high quality requirements in foundries, according to the ISO standard (pictures 6 and 7).
 Picture 6: Device for the optimal coating preparation: - coating preparation on demand - preadjusted mixing ration - minimal contact with air - no destruction of the ingredients by permanent stirring |
This device regulated the necessary adjustments by a programmable logic controller. A prearranged quantity of concentrate is pumped from the concentrate bucket into a mixing container. The corresponding water quantity is also pumped into the mixing container and after that the mixture is stirred homogenously. The flashing start button indicated that the coating is ready-made and the removal door is unblocked now. Thus, the foundry man receives a freshly prepared coating, which consists of a constant ratio of concentrate and water. He can only adjust the removal quantity and a prearranged mixing ratio by the panel. The working place remains clean as only a bucket of concentrate, as it was delivered by the producer, is put into the device.
 Picture 7: View through the side window of the automate: The coating bucket with the concentrate (left side) can be easily replaced by tipping back the stirring motor when pulling the drawer. You can see pumps and the stirrer for the automatic mixing of the coating. |
This device should disburden the employee of all usual work steps, which are necessary for the coating preparation. The automate meets these requirements completely. A stirrer in the concentrate prevents the sedimentation of concentrate in the bucket by infrequent mixing. The used pumps condition themselves automatically so that a constant removal quantity of concentrate and water is always available. Thus, the device is maintenance-free and the coating can also directly be removed after longer breaks, e. g. at the turn of the year.
As a consequence of this, a control of the prepared coating is unnecessary. Coating mixtures are usually verified by means of a viscosity measurement as mistakes are made when mixing by hand. There is no need for it when such a device is used as the process cannot be changed after the unique presetting. Only a superior can change the adjustments, e. g. the mixing ratio, by a special key.
Working with the automate has consequences for the foundry plant and the casting result. It facilitates the work of the foundry men significantly, the working place of the coating removal is clean and every foundry men use the same ratio of coating and water. On top of that the scrap rate is reduced.
Conclusion
The right handling with gravity die coatings is an important step in the foundry to receive reproducible casting results and thus to reduce the scrap rate. Usual preparatory operations for the production of sprayable coating burden the foundry man and harm the prepared coating. The permanent stirring to maintain the homogenization of the coating destroys the coating’s ingredients and let the binder, regularly water-glass, react with the carbon dioxide of the air. As a consequence of this the coating loses its properties. The above introduced device premits these mistakes and prevents human error by different water-concentrate-mixtures. The scrap rate of the casting parts could be reduced by the use of this automate in a large concern.
| SCHÄFER Chemische Fabrik is a leading supplier. For further information and contact details click here: SCHÄFER Chemische Fabrik |
