

Aluminium demand for automotive manufacturing remains on the increase. Europe, Japan, China and the U.S.A. are targeting significant cuts in CO2 emissions from motor vehicles. This challenge can be addressed via a combination of drivetrain efficiency improvements, enhanced vehicle aerodynamics, and a reduction in vehicle weight [1].
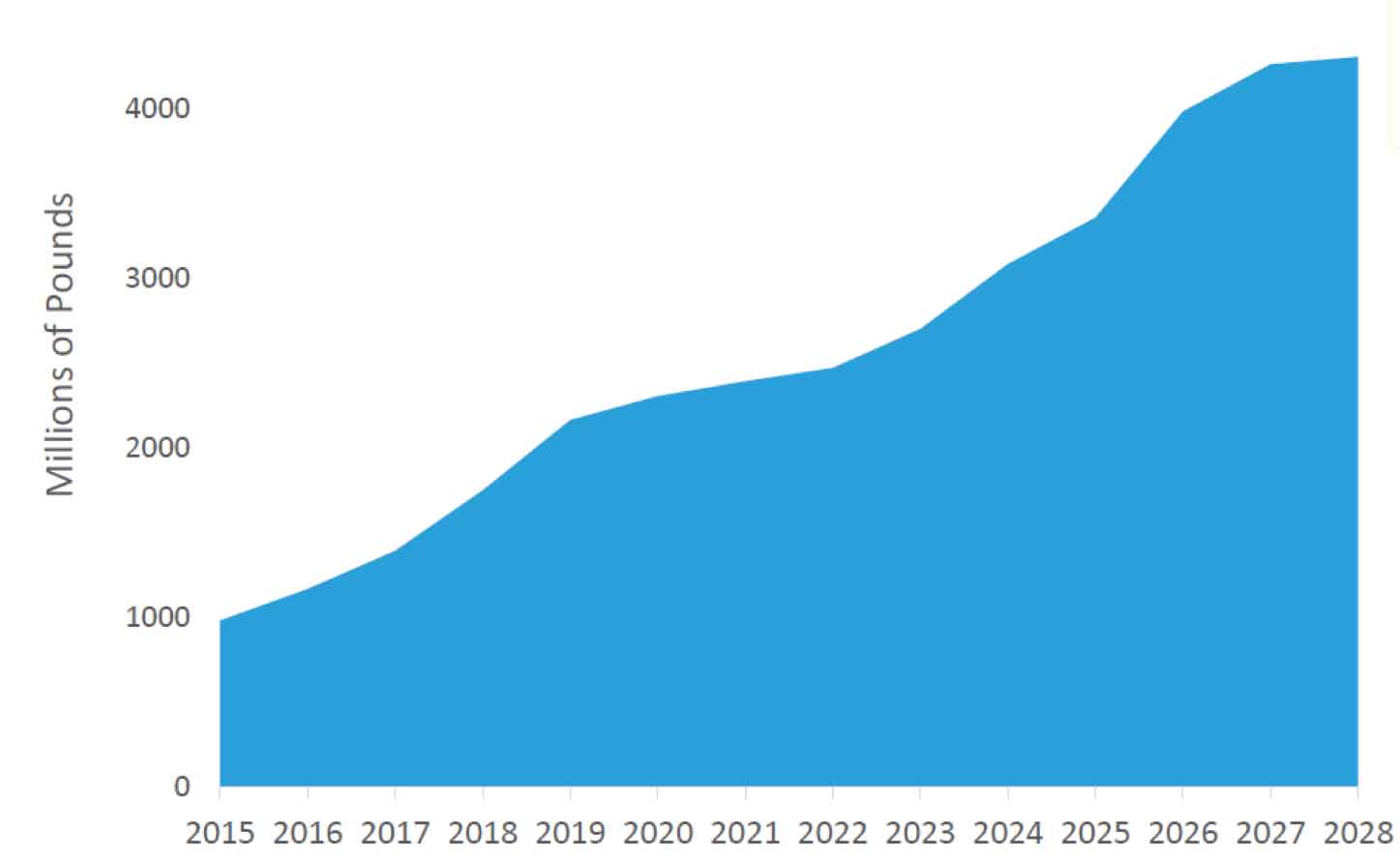
This weight saving drive is the rationale behind the growing use of aluminium sheet metal as a substitute for steel in auto bodywork. The market research institute Ducker Worldwide projects growth for heat treated aluminium sheet metal to rise by a factor of 4 until the year 2028 [2].
In line with market growth, OTTO JUNKER has been focusing a major part of its R & D activities on strip flotation furnaces with attached quench since as far back as 2010. The new generation of strip processing line is the result of innovative thinking combined with established technologies. Two heat treatment lines of this type have by now arrived in North America. While the second of these plants is in the last stages of commissioning, the first one is already in production service. Its new furnace nozzle array system is fully proving its merits in the classical disciplines of automatic centering, heat transfer uniformity, and strip stabilization by the sine-wave effect. It was also possible to reduce the requisite furnace length by 20 % compared to competitor designs thanks to the high heat transfer coefficient achieved at the furnace chamber temperature of 600 °C. Concurrently with this improved furnace design, OTTO JUNKER has launched a new cooling technology.
The cooling section consists of distinct components – hard quench, mist quench and air cooling zone – that can be activated either individually or jointly. 6xxx series sheet aluminium is commonly cooled by mist quenching. This method provides the correct balance between achieving the metallurgically critical cooling rate and compliance with deformation limits. The “partial air-cooling” system presented earlier in OTTO JUNKER News 26 contributes to this objective. In process engineering terms, the furnace-to-quench transition area requires special attention because of the diverse requirements that collide here. The process steps of heating and cooling must be separated by a sharp dividing line that does not allow any undesirable “pre-cooling” to occur. At the same time, the strip geometry must be converted from its in-furnace sine shape to the crossbow that is advantageous from the perspective of the cooling process in the quench. The term “crossbow” refers to a curvilinear cross-section of the strip, with strip edges pointing downwards – a shape that facilitates the run-off of quench water toward the sides. This task is performed by the “crossbow nozzle” designed by Otto Junker. It produces the necessary pressure profile on the top and bottom sides of the strip. The pressure profile and hence, the degree of crossbow obtained can be selectively controlled via the rotational speed (r.p.m.) of the connected fans.
The overall process of solution annealing and quenching that takes place in a strip flotation furnace is a function of numerous parameters. These can only be controlled with the aid of a computer. The mathematical process model translates the plant operator’s thermodynamic recipes into immediate equipment variables such as, e.g., fan or pump speeds. With the successful production launch, OTTO JUNKER has marked its position in the fast-growing market for aluminium sheet metal. Further purchase orders are already coming in.
[1] Ducker Worldwide: Light Vehicle Metallic Material Market Analyses & Forecast, 2014
[2] Ducker Worldwide: Aluminum Content in North American Light Vehicles 2016 to 2028, 2017





{kind=link}
{kind=link}