

GMS is active in the field of industrial induction with the manufacturing of melting and holding furnaces, induction heater plant, continuous and semi-continuous casting plant for non-ferrous materials.
GMS is today part of ENGITEC Group and took his own technological experience, skill technicians and know-how from the previous CALAMARI and ATECO companies, very well know companies in the field.
Here we present our last technology in the field of the Aluminum Induction heating billet based on the principle of the Permanent Magnetic System.
The patented heater guarantees high performances, low consumption, easy maintenance and simple installation requirements.
Main characteristics:
- Low consumption
- Constant repeatability of heating cycle
- Low Investment costs
- Simple installation & maintenance
Working cycle
Billets are positioned on the entrance inlet table of the heater were the preliminary temperature checking of the 5 zones is operated either in case of full heating or taper.
After this temperature check the billet is automatically introduced into the heater, the PLC unit will compute the heating cycle taking as reference starting temperature this latter and design the heating curve accordingly.
After this temperature check the billet is automatically introduced into the heater, the heating (isothermal or taper) cycle is done and finally the billet is ejected on the same front handling table, where the final temperature of the 5 zone is done.
The unit is fully noise free being fit in insulated protection box
Easy charge and discharge of the billet according the Client’s lay-out
Possibility to be used as Taper or Full heating unit
After this final check the billets are handled to the press container by the use of any type of mechanical device (suspended transport, ground trolley or others).
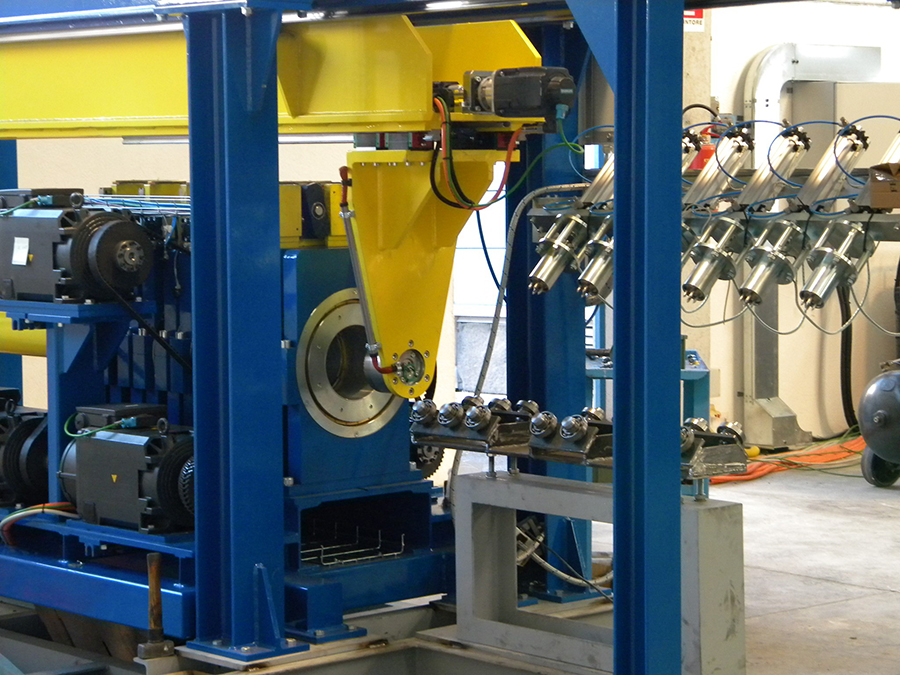
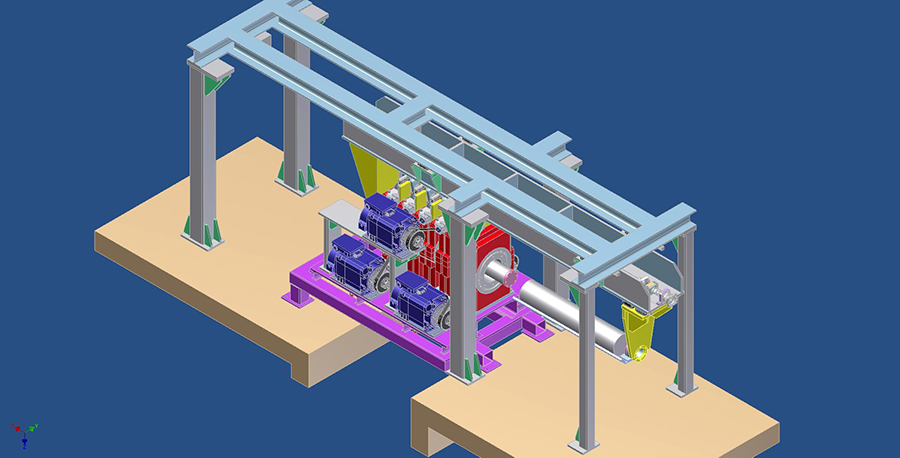
The heating chamber is formed by 5 independent zones, each of them driven by its own electrical motor; due to the possibility of variation of rotating speed and torque forces.
Auxiliary and power control
As we said our heater doesn’t require water cooling system, transformer, converter and capacitor banks: just a minimum quantity of compressed air for the action of the control thermocouple system.
The main electrical feeding net (3x400V) is directly connecting to the 5 motors through 5 inverters set, allowing the feed and the drive of each of the five zones rotating speed.
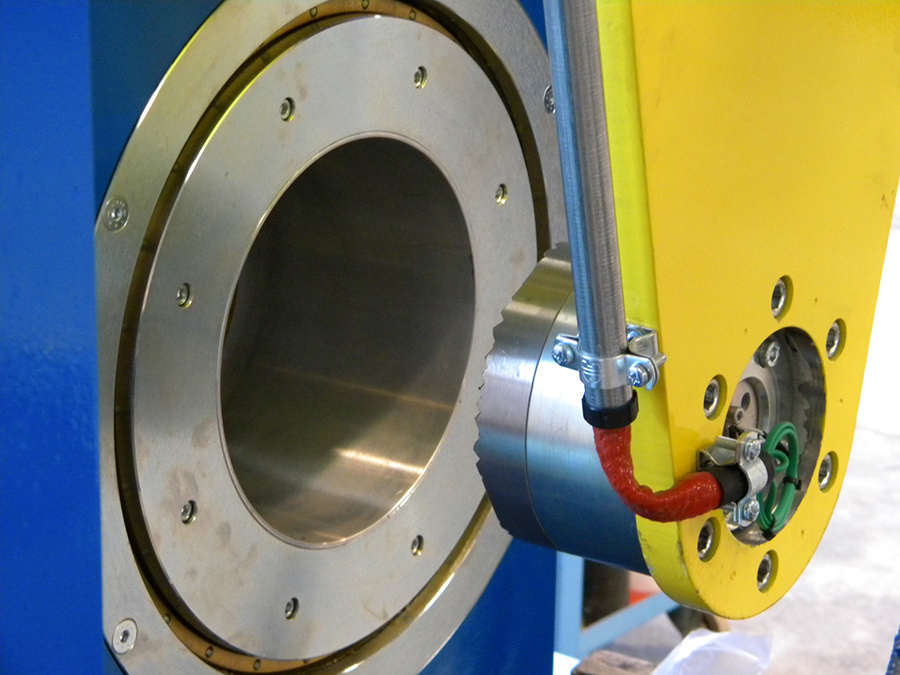
During the heating cycle the billet is fix and suspended into the heating chamber by the handling opposite spins
Electrical Plant and PLC system
As we mentioned the electrical power system of our heater is quite simple, being essentially composed by one power panel and one remote control unit.
In the power panel are located the drivers of the motor (one for each single motor, i.e. no.5 pcs in our case) and the PLC for the controls of the same drivers of the motors as well as the control of the heater handling movements.
The inlet power to the power panel is 3x400V,
The remote control panel is equipped with a PC for the input data handling and for all the commands of the heater.
The input data (to be provided to the heater) are:
Billet geometry (diameter and length)
Type of alloy
Billet final temperature for all the different zones
With the input data the PC will calculate the heating curve of each single zone and through furthermore the necessary torques to be provided to the single zone.
The quantity of energy produced by the permanent magnetic sets is controlled by the torque, which also gives a precise value of the zone temperature.
The hardware of the units is:
- Siemens SIMATIC S7 PLC
- Industrial Ethernet for interfacing of the visualisation PC
- PROFIBUS (process field bus) for communication
Main features and advantages of HEH unit
- Reduced investment cost
- Limited overall dimension
- Very low electrical consumption in comparison to the traditional coil heating system.
- Simple technological concept
- Very low maintenance operations and costs
- Precise billet temperatures in each of the heating zones and due to the independent heating capability of the 5 rotors.
- Repeatability of the results either in isothermal and taper cycle
- High flexibility of positioning in existing plants (also after gas pre-heating)
- Very limited installed power
- No cooling water system
- No converter unit
- No capacitor banks
- Very simple equipment for temperature control
Basic Project data for billet 10”
Nominal billet diameter at ambient Temperature: 254 mm (0, - 2 mm) – 10”
Minimum Billet length: 350 mm
Heating Mode: Taper Heating
Max billet length: 1.350 mm
Billet weight: 185 kg
Production Output with ΔT 100°C : 45 billets/hour
Production Output with ΔT 140°C : 35 billets/hour
Max in/out ΔT of the billet: 140°C
Inlet temperature of the billet: 400°C
Max heating temperature: 550°C
Cycle Handling time (loading/unloading) 25 sec
Number of the rotors: 5
Number of Termocouples: 5
Note:
The billet can be formed by 2 separate parts with cold sawing edges faced one to the other.
In this case the smaller part can have a minimum length of 210mm
The billet having a length L ˂ 400mm must be formed by 1 single part
Rotor technical figures:
Nominal rpm: 1.000 per min
Max rpm: 1.100 giri/min.
Breaking torque at max rpm: 790 Nm
Nominal power of the motor: 95 kW
Max time to reach the nominal rpm value: 5 sec.
Motor breaking time: 5 sec.
Nominal figueres of the motor:
Nominal rpm: 2.500 giri/min.
Max torque value: 360 Nm
Motor nominal power: 95 kW
Max time to reach the nominal rpm value: 5 sec.
Motor breaking time: 5 sec.
List of the Al alloys to be processed:
- 6060
- 6063
- 6005
- 6082
- 3103
- 1050A
- 1070A
- 7020

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}