

In laboratory tests, the physical basics for a controlled active air-cooling in casting processes are investigated and the reduction of cooling time compared to the conventional cooling of castings in sand molds has been demonstrated. Based on the experiments a numerical simulation tool (MAGMA) is extended by controlled active air cooling and is compared to the experimental results. In addition, the influence of controlled active cooling on the material properties of cast iron such as microstructure, casting defects and residual stresses are investigated.
Erwin Eichelberger, Ralph Amhof, Thomas Burbach, Prof. Jörg Lagemann and Prof. Norbert Hofmann, Foundry Center FHNW, Dieter Jurczik, Wiesendangen
Introduction
The economic development and manufacturing of technological innovative castings up to 10 tons according to individual customer requirements is one of the most important businesses of Benninger Guss AG in Switzerland. The customers’ demand for a continuous improvement of the shape, special materials for better performance and shorter production times requires a permanent improvement of casting processes and technologies. The overall goal of this research project (FHNW, Benninger Guss AG and MAC GmbH, funded by CTI) is to reduce the required cooling time of large cast components in sand molds by at least 50% by means of a controlled cooling process. The extremely long cooling times of large castings are caused by the thermal resistance, restraining the heat flow from the casting. The two main parts of the thermal resistance are the low thermal conductivity of the molding sand and the limited heat transfer between the casting and the mold.
In order to reduce the cooling time the thermal energy has to be removed more efficiently from the casting. This can be realized by an actively cooled mold. In order to develop a precise and efficient cooling method the thermal properties of the investigated process have to be established. Also a reliable prediction of the cooling effect by simulation is needed in order to allow the evaluation of the benefits of the active cooling already in the design stage of the casting. The thermal energy to be extracted from the system by the coolant, until the castings temperature has decreased to the desired level, needs to be known. Furthermore a new approach has to be developed in order to implement the active cooling within the casting simulation model without additional computational fluid dynamics.
During the solidification of cast iron the temperature may drop below the temperature of equilibrium solidification and cause the tendency to chilling. Due to an inferior inoculation technique or an increased cooling rate, the casting may solidify according to the metastable Fe- Fe3C system rather than in the stable Fe-C system, which would lead to an increased hardness and lower ductility of the material. Due to the common application of passive iron chill-molds in casting processes it may be assumed that an active cooling system will have no negative effect on the crystalline structure of the cast material.
Active cooling
The cooling rate of a casting decreases during the cooling process due to changing thermal gradients. This is particularly important for very large castings with a cooling time of up to several weeks in order to reach the desired shakeout temperature (300 °C). With the implementation of an active cooling system the cooling time of components can be reduced, production rates increased and a higher productivity of the foundry can be achieved.
<link http: www.foundry-planet.com uploads pics external-link-new-window external link in new>
Fig. 1: Grouping of different cooling strategies for the active cooling with chill- molds, pipes and their thermal coupling
Passive cooling elements like chill-molds initially accelerate the cooling rate. However, the amount of heat removed from the casting has to be transferred further into the molding sand and to the sur-rounding area to reach the shakeout temperature. If this cooling process is not actively supported, a significant reduction of cooling time cannot be achieved. The utilization of actively cooled molds allows a significant reduction of the total cooling time by controlled heat removal.
There are various ways to realize active cooling, thereby the coolant and in partic-ular the feed and the coupling of the active cooling to the casting are the important variables. Within the iron casting process it is, with a few exceptions, impossible to realize an actively cooled mold shaping the complete casting. Actively controlled cooling will always be a partial cooling of the casting integrated in the sand mold. The placement of the active cooling device in the mold will be governed by the attempt to minimize the cooling time of the casting. Therefore the geometry of the casting is an important factor. Different possibilities of a partial cooling of the sand mold have to be considered. The coolants commonly used in industry are oil, water and air [[1], [2]]. Cooling of the sand mold by sprinkling with water can reduce the required cooling time by 30% [3]. Within this project, air has been preferred as coolant because of the simple handling, availability, costs and safety. The arrangement of the cooling pipes and the use of various materials for the chills allow a great flexibility for the technical realization of the active cooling system. At the beginning of the project different solutions have been discussed with all project stakeholders and different approaches towards the active cooling of sand molds were developed (Fig. 1). The requirements for solutions to be investigated further were air to be used as coolant and the industrial feasibility based on the existing infrastructure in the foundry concerning boxes and molding equipment.
In a first step, various cooling approaches were collected and grouped. Different cooling systems have been classified with respect to their impact and only the most distinctive approaches have been pursued. Besides the cooling effect the lowest possible additional expenses for mold production, for equipment and the pattern were decisive.
In a further step, the implementations of selected cooling methods were investigated in a laboratory scale with focus on a transfer to an industrial environment. In addition to the laboratory experiments, experiments of large castings have been carried out with active cooling at Benninger Guss AG.
Experiments
For the experimental study of the different cooling concepts trial casts have been implemented in laboratory scale. For the laboratory castings an ingot with the approximate dimensions of 150 x 100 x 50 mm3 is produced. The ingot is poured in a furan sand mold which can be equiped with a chill on one side. Figure 2 shows the reference system "Sand passive" without additional cooling.
Sand, passiv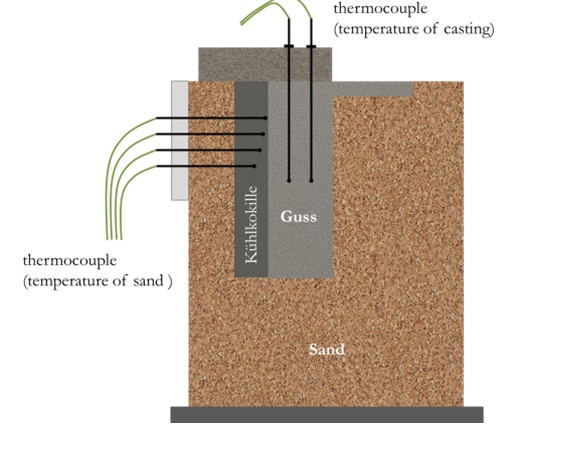
Fig 2: Reference cast in a sand mold without additional cooling and thermocouples to evaluate the cooling process
In the tests, the casting is poured with iron at 1250 °C (EN -GJL 250) and the temperature is recorded (Fig. 3) in the casting and the sand mold during cooling. The blue curve represents the temperature of the castings, the other curves display the sand temperatures measured at different positions. The cooling time of around 210 minutes measured until the casting reaches the desired temperature of 300 °C within a normal, uncooled sand mold is the reference case. As expected, the cooling rate in the casting at the beginning of the cooling process is significantly higher than at the end of the cooling process, due to a more homogeneous temperature distribution. The evaluation of the measurements of the sand temperatures shows that the sand at a distance of 20mm from the casting is not heated above 500 °C. The sand very close to the casting (3mm spacing) reaches a maximum temperature of around 900 °C. It has to be noted that this combinations of distance / temperature are relevant for similar configurations only and are not universal. After a relatively short period of time the temperature in the sand close to the casting is similar to the tempera-ture of the castings and causes a little thermal gradient between the casting and the sand mold that limits the heat flux and therefore the cooling time.
In a first step to minimize the cooling time variations of a cooled sand mold are investigated. The first variant includes a U-shaped tube (Fig. 4) which is embedded in the sand mold with a distance of about 5 mm from the surface of the casting. To ensure an increased heat dissipation a mass flow of air of 14 kg/h is led through the tube. In a second variant an iron grid is welded to the tube to enlarge the contact surface to the sand in order to increase heat dissipation. This variant is tested with the same air mass flow. In a third variant, the U-tube without grid is embedded in a structured SiC sand mold to obtain the heat dissipation by an alternative molding material.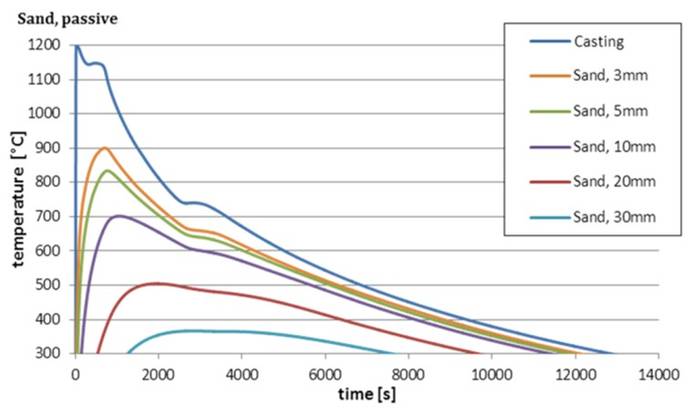
Fig 3: Temperature profiles of reference case
In practice, the insertion and the exact positioning of the tubes into the sand mold must be carefully placed close to the surface of the casting. The cooling element must be fixed in position and has to withstand the forces applied during molding. During the experiments it became apparent that the cooling effect is very sensitive to the distance between the cooling pipe and the casting surface, as the sand temperature with increased distance decreases significantly (Fig. 3). In practice this type of application will be useful with very large castings (> 10 t) or special geometrical situations with heat spots, large differences in cross sections of the castings (modulus) and limited cooling possibilities.
The temperature curves from the actively cooled sand molds (Fig. 4) show a signifi-cant reduction of the required time for cooling of the casting by 35% (approx. 135 minutes) compared to the reference case. The differences observed in the cooling behavior between the variants are small, only the active sand cooling with an additional grid allows a slightly increased dissipation of heat (about 125 minutes cooling time). The small difference of the different variants is caused by the low heat conductivity of the sand which limits the heat flux and so the required cooling time. Also the use of the alternative SiC sand mold shows no significant improvement.
The heat flux may be increased by coupling the tube to the surface of the casting by a chill iron. Further trials were carried out with air-cooled chills. Different geometries and materials were used and the cooling tube was mounted in a U-shape onto the chill (Fig. 5). For the variant with the iron chill different thicknesses of wall as well as an adapted chill size (25% and 50% of the actively cooled surface of the casting) were investigated. During the experiments an air mass flow of 7 kg/h and 14 kg/h was used. The analysis of the different variants with the active cooled chills shows the influence of the chill material on the cooling effect. With an air mass flow of 14 kg/h the cooling time could be reduced by 67% compared to the reference case. 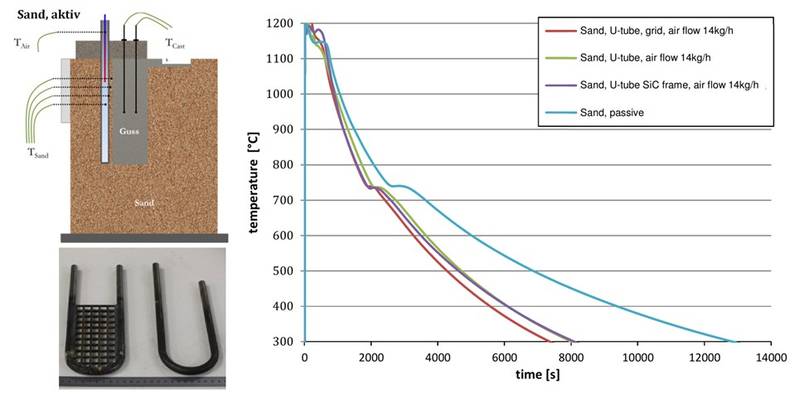
Fig 4: Temperature profiles of different cooling variants with and without active air cooling in a sand mold
When the air mass flow is reduced to 7 kg/h the cooling time can still be re-duced by 58%. As expected the required cooling time could be controlled by the air mass flow. An increase of the mass flow With the SiC chill the required cooling time could be reduced by 36%. The cooling effect is limited by the lower thermal rate, however, does not reduce the cooling time proportionally. The comparison of the SiC and the graphite chills shows that the thermal conductivity as well as the heat capacity of the material has a strong influence on the cooling effect. It is only slightly faster than cooling with an iron chill without additional air cooling where, in this test configuration, the cooling time can be reduced by 20%. The actively cooled graphite chill reduces the cooling time by 53%. Thus a graphite chill with 14 kg/h air mass flow has a lower cooling effect than an iron chill with half of the mass flow. This is caused by the inferior connection of the cooling tube to the graphite chill as well as the lower heat capacity compared to the iron chill.
The evaluation shows that for a controlled active cooling system iron chills are to be preferred because of the good thermal conductivity, simple processing during molding and the low material costs.
In addition to the various chill materials also different geometries and different ways of applying the cooling tube to the chill have been investigated. A doubling of the chill thickness leads to an increased cooling rate at the beginning of the cooling process due to the increased heat capacity of the chill. However, regarding the cooling time down to 300°C the influence of the thickness of the chill is negligible. In addition, different mounting methods of the cooling tube to the chill were examined. It has been worked out that a U-shaped profile directly welded to the chill achieves the best cooling effect.
Following the experiments with different chills a microstructure analysis of the ingots was performed with special attention paid to the graphite morphology (Fig. 6). The use of active cooling of the chill has no influence on the microstructure of the casting [[4], [5]]. The graphite fins near the cooled edge are of the same dimension as the ones coming from a casting that is passively cooled using a standard chill. The precipitates correspond to type A graphite. The matrix structure is ferritic-pearlitic whereas the ferritic structure occurs at the graphite flakes. The use of cooled iron chills results in a change of the microstructure near the cooled edge and up to 30 mm into the ingot. The graphite precipitation as well as the matrix structure is influenced. When the iron chill is used interdendritic supercooled graphite occurs at the outer edge. This is caused by a significant increase of the cooling rate which leads to very fine graphite precipitates in a purely ferritic matrix. 15 mm into the ingot a mixture of undercooled and rosette graphite within a ferritic-pearlitic matrix structure is present. 30 mm into the ingot a mixture of type A and B graphite can be observed because of the decreased local cooling rate, reducing the undercooling. The microstructure in the casting produced with the graphite chill is very similar to the microstructure when using an iron chill. At a depth of 15 mm the graph-ite flake size increases due to a longer local solidification time. This is consistent with the observations of the cooling time shown before. The evaluation of the SiC chill shows type B graphite near the cooled edge whereas the matrix structure is primarily ferritic. The graphite struc-ture near the cooled edge is distinctly coarser with the SiC chill than with the iron or graphite chills due to the lower cooling rate, caused by the lower thermal conductivity. Deeper into the specimens the structure is very similar to the castings that have been poured into the sand mold without additional cooling.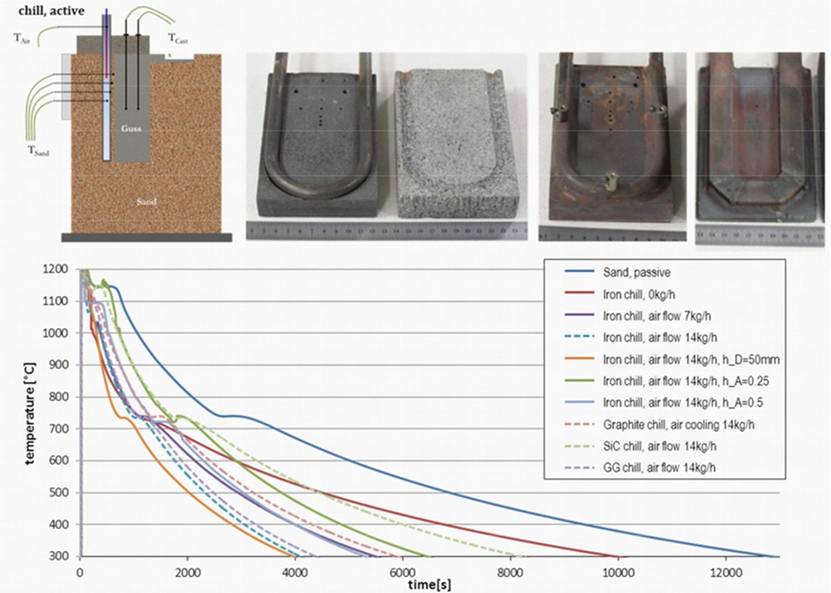
Fig 5: Temperature profiles for different variants of air cooled chill molds 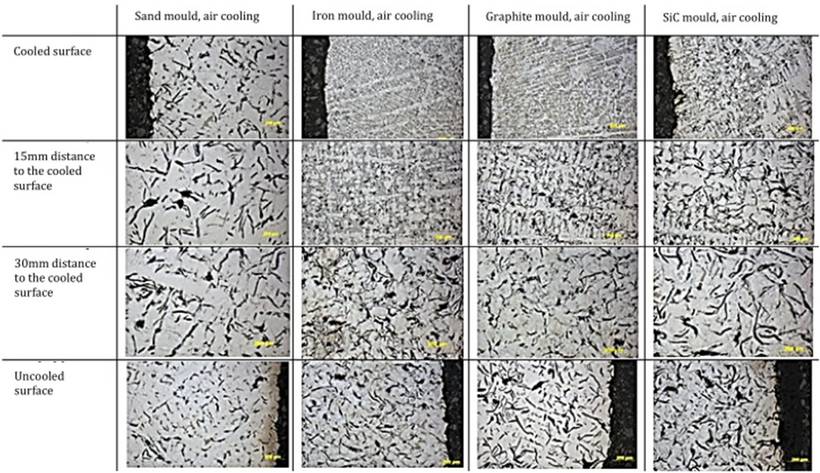
Fig 6: Microstructure analysis of the ingot with air cooling and different child mold materials
In summary the use of iron and graphite chills has a significant effect on the microstructure close to the cooled surface. This is a consequence of the fast heat dissipation caused by the increased thermal conductivity of the chill material. When using an actively cooled chill, the casting needs to be adequately inoculated to prevent the tendency for chilling. However, none of the cooling variants used in the laboratory tests have caused white solidification near the cooled edge. The evaluation of the casting quality in an experiment of large castings showed that actively cooled casting achieved improved mechanical characteristics.
Temperature difference method (TDM)
In addition to the metallurgical analysis the experimental results are used to determine the heat transfer coefficient between the casting and the sand mold by the temperature difference method (TDM). The calculation was performed according to [6] where the temperature differences at the interface layer can be determined using the temperature pro-files of the casting and the mold (Fig. 7).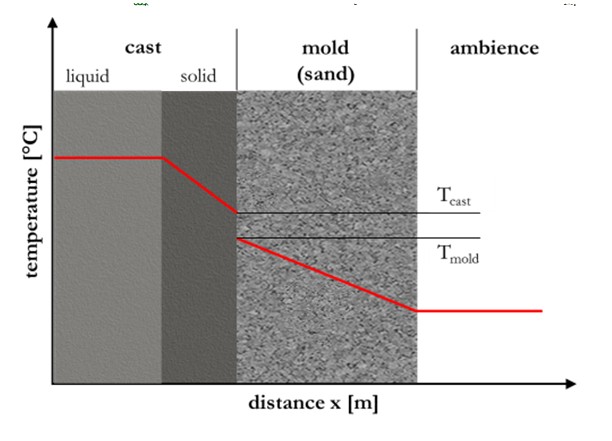
Fig 7: Temperature distribution near the interface layer between casting and sand mold
The calculation is performed under the assumption that the casting is fully enclosed by sand and therefore the entire heat flow is delivered to the mold. The evaluation shows a medium heat transfer coefficient of about 300 W/m2K between casting and sand mold, which appears realistic compared to the references [7].
Thermal conductivity of the sand mold
The physical material properties of sand used for the mold are crucial in order to simulate the cooling time. Unfortunately those values vary depending on the processing and the composition [[8], [9], [10]]. With a simple experiment the thermal conductivity and the heat capacity of sand, which is used by Benninger Guss AG, has been determined.
The experimental setup consists of a sand block between two copper plates with thermocouples positioned at various depths (Fig. 8). The lower copper plate is heated up to about 700 °C and the upper plate is cooled by air to room temperature. Thus, after a prolonged heating phase, a stationary temperature profile in the sand is established. With the results of the temperature measurements the temperature dependent on the thermal conductivity of the sand can be calculated. The evaluation of the thermal conductivity showed that it decreases in the regions with burned binder due to the lower level of contact surface. The evaluated thermal conductivity differs significantly from the reference [7]. The values of the thermal conductivity for sand found in literature are respectively lower than those calculated from the measurement. The problem determining the thermal conductivity of the molding material is that the binder burns exothermically during the heating of the sand. This reaction proceeds in two main stages, the decomposition of the binder and the burning of the carbons. These two observed phenomena's are taken into account for the simulation model by a modified thermal conductivity of the sand.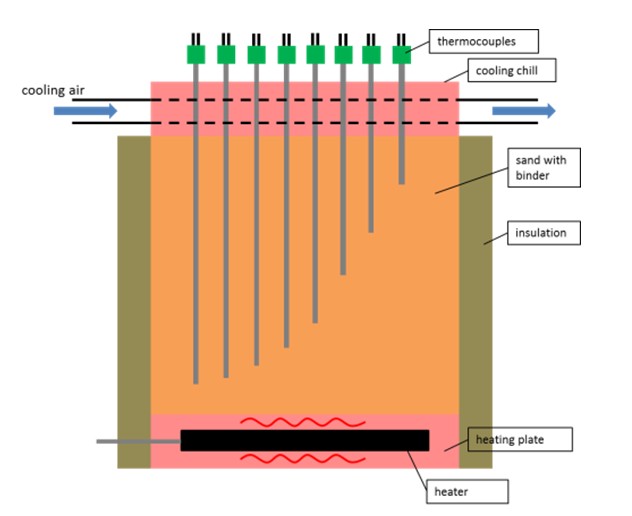
Fig 8: Setup for determination of the thermal conductivity
Simulation
In addition to the experiments with different cooling variants corresponding simulations were carried out with MAGMA and ABAQUS. Through a validated simulation model the active cooling variants can be compared, the optimal solution can be chosen and the advantage compared to a casting without additional cooling can be shown. In addition it is possible to estimate the required cooling time for different air mass flows. It has been found out that a simplified implementation in MAGMA by means of an averaged heat transfer coefficient within the cooling tube is best suited to represent the air cooling in the simulation without additional CFD simulations. At the beginning simulations were carried out for the reference case in sand without additional cooling. The first simulations showed that applying the referenced material data or investigated material properties of sand taken from literature the cooling time of the casting in the simulation is predicted too short. So, the thermal conductivity of the sand was further adjusted by inverse modeling to achieve an optimal match between simulation and experiment [[9], [15], [16], [17]].
Since it is not possible to consider the air flow within the tube in MAGMA or the heating up of the air in the cooling channel, a procedure to determine an adapted heat transfer coefficient had to be defined. A constant air temperature within the tubes of 25 °C is assumed, so that by means of an adapted heat transfer coefficient no complex computational fluid flow simulation is necessary. Due to the adapted heat transfer coefficient it is possible to consider the active cooling within MAGMA simulations practically. Heat transfer of turbulent air flow in pipes is well studied and there are analytical models to determine the heat transfer coefficients for different geometries, fluids and mass flows available in literature
The approach of Gnielinski (1976) is quoted in the VDI heat atlas [11] and is widely used:
An air mass flow of around 14 kg/h leads to a theoretical heat transfer coefficient of 295 W/m2K. The evaluation of the energy balance from the experiments with active air cooling resulted in an averaged heat transfer coefficient of 300 W/m2K. The deviation between the analytically calculated heat transfer coefficient and the one determined from the experiments is less than 2% and is sufficiently accurate to consider the active cooling by means of simulation. 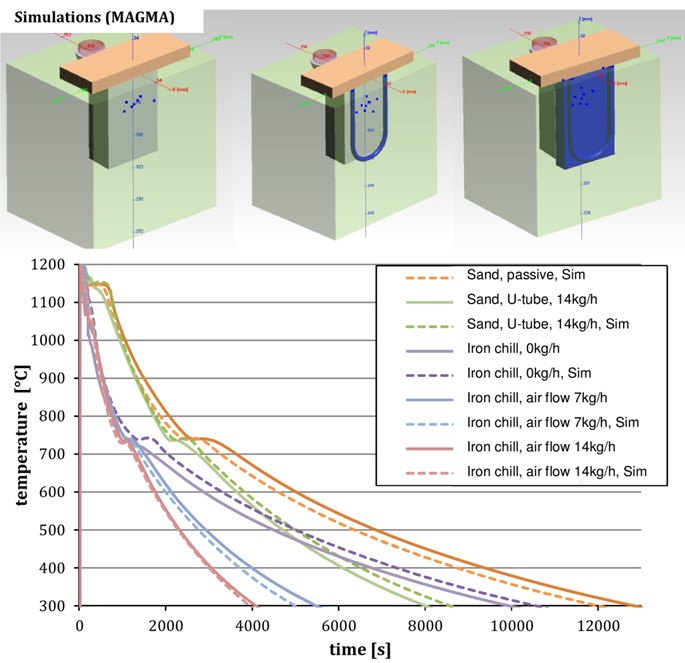
Fig 9: Temperature profiles of different air cooled chill molds from simulation and experiment
For the implementation of the heat transfer coefficients in MAGMA the analytical value must be adjusted. Thus because of the neglected temperature rise of the air within the tube in the simplified simulation model which must be taken into account:
Differences between the inlet and outlet air temperature cannot be represented by this approach. Nevertheless, the results for the cooling times calculated are in good accordance with the trial findings (Fig. 9). The deviation between simulation and measurement is less than 5% for all variants, so the adjusted model allows a reliable prediction of the required cooling time for different cases taking active cooling into consideration. For a further improvement of the simulation model additional investigations of the molding sand material properties with consideration of the binder combustion would be necessary.
In addition to the thermal simulations using MAGMAsoft thermo-mechanical simulations were performed using ABAQUS. Hence to investigate the influence of the different cooling methods onto the residual stress level within the chill-molds and the ingot [[9], [12], [13], [14]]. The comparison of the different cooling concepts shows that a passive iron chill-mold does not decrease the cooling time, but causes additional residual stresses. The lowest residual stresses in the casting can be achieved with the sand mold, due to the much slower heat dissipation. The study of different chill-mold thicknesses confirms the note that residual stress is depending more on the chill mold geometry than on the additional air cooling. A thick chill mold leads to higher residual stresses in the casting and a thin chill-mold leads to higher residual stresses in the mold itself. As a guideline for the design of chill-molds concerning residual stresses a maximum mold temperature of 800 °C should not be exceeded, the cooling air should be switched on after reaching the maximum temperature of the mold and the mass flow should be throttled until the phase transition in the cast is completed.
Industrial implementation
Within the project various approaches for a possible industrial application of the air cooled molds have been developed
During the project it was already possible to implement the controlled active cooling practice in an industrial case to increase the quality of a pump housing casting. The original setup with chill-molds proved to be unsatisfactory. The use of feeder heads in combination with passive graphite molds did not achieve the quality requirements. To test the active cooling practice, the chill-molds were cooled by air and the feeder heads were exchanged by natural feeders, whereby the required casting quality could be achieved. The increased costs due to the complex cooled chill molds could be compensated by the abandonment of the feeder heads. Regarding the quality achieved, microspores could be reduced and the mechanical properties in critical areas were significantly improved.
In a further step specific requirements were investigated to realize an active cooling by air and opportunities of the implementation in a foundry are shown (Fig. 10).
The active chill-molds can be cost-effectively manufactured from semi-finished parts on which cooling channels are welded.
For economic reasons the use of a low pressure blower is preferred to compressed air. Fixed installations of the cooling lines which fulfill the safety requirements of the foundry are also essential.
With regard to the industrial application the economic feasibility has been determined in cooperation with Benninger Guss. The analysis showed that the addi-tional equipment needed for the application of the active cooling technology as well as the additional molding effort adds to the costs per casting. This cost increase has to be offset by higher throughput of the foundry, which is generally realistic as long as the bottleneck of the operation is the floor space of the foundry, as well as an increased recovery rate from reduced scrap or eliminated feeder heads. The floor space argument is even more valid in cases of very heavy molds which cannot be moved or pit molding operations. Also certain series of castings are suitable for the application of the active cooling technology because in these cases it is justified to adapt the additional equipment to the shape of the casting. Finally and this cannot be underestimated the application of the active cooling technology allows to widen the process window and the rules for the design of parts to produce castings in a controlled process which cannot be produced at all or with the similar economics especially for very large castings. Therefore, the consequent application of the active cooling technolo-gy would allow a competitive differentiation for the foundry using it.
Discussion
In the context of the project the potential of active cooled molds could be demon-strated on a laboratory scale. Due to the additional active cooling the following improvements could be shown:
• Reduction of the cooling time until the casting can be removed from the mold by up to 67% compared to the reference case
• Reduction of the solidification time, particularly near the edges
• Active control of the solidification for an improved capabilities to implement complex geometries of castings
• Improved microstructure and mechanical properties
• Possible influence on the generation of residual stress in the casting
• Improved possibilities for the production of castings with largely different casting modulus
• Influence on the generation of residual stresses in large castings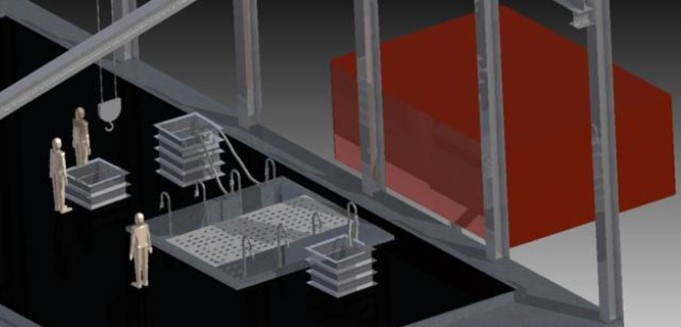
Fig 10: Possible arrangement of an active cooling within a foundry by an external installed blower which serves several casting places
Acknowledgement
Thanks goes to the commission for technology and innovation CTI which supported the project "SOKEG: Simulation-based optimization of the cooling and quality of large castings" and also to Urs Augustin, Andreia Sommerfeld, Eric von Ballmoss from Benninger Guss AG and Dieter Jurczik and Georg Habegger from MAC GmbH | Consulting and Engineering which supported the FHNW during the whole project and allowed the running of tests in large castings foundry. Additional thanks go to the Foundry Center FHNW, Ralph Amhof, Andreas Matt, Thomas Burbach, Pascal Dessarzin from the FHNW staff and the FHNW students (Stefan Herzig and Roger Hermann) who have also actively supported this project.
References
[1] E. Eichelberger, A. Matt, Th. Bur-bach, Ch. Kähr, N. Hofmann, "Untersuchung der aktiven Luftkühlung bei der Gussteilherstellung mittels Experiment und Simulation", Giesserei 101, S. 52-59, Nr. 10, 2014
[2] Patent EP 0 890 400 B1, Giessverfahren zum Herstellen metallischer Giesslinge, 1997
[3] U. Petzschmann, Schlussbericht IfG-Forschungsprojekt AiF-Nr. 16545: "Beeinflussung der Abkühlzeit sowie von Gefüge und Eigenschaften von Gusseisen durch Aktivkühlung von Kaltharzformen", 2013
[4] S. Hasse, Guss- und Gefügefehler, Schiele & Schön, 2003
[5] L. Nastac, D.M. Stefanescu, "Predic-tion of gray-to-white transition in cast iron by solidification modeling", Transactions of the American Foundrymen's Society. Volume 103 p. 329ff, 1995
[6] C. H. Konrad, M. Brunner, K. Kygyzbaev, R. Völkl und U. Glatzel, "Determination of heat transfer co-efficient and ceramic mold material parameters for alloy IN738LC investment castings", University Bayreuth, Bayreuth, 2010.
[7] H. Wolff, S. Engler,S. A. Schrey, G. Wolf, "Wärmetransport in Formen bei der Erstarrung und Abkühlung von Mittel- und Grossguss aus Gusseisen", Düsseldorf, 2002 ISBN 3-86130-182-2, 2003
[8] T. Midea, J.V. Shah, "Mold Material Thermophysical Data up to Speed", Transactions of the American Foundry Society, Vol. 94 Issue 8 , p. 30ff, 2004
[9] R. Ami Saada, G. Bonnet and D. Bouvard, "Thermomechanical behavior of castings sands: experiments and elastoplastic modeling", International Journal of Plasticity, Vol. 12 Issue 3, p.273ff, 1996
[10] P. Jelinek, P. Lichy, M. Cagala, E. Marko, "Die Kühlwirkung von Giessereiformen aus nichtquarzhaltigen Formgrundstoffen", Giesserei Praxis, 1-2, 2011
[11] VDI-Wärmeatlas, 10. Aufl., Springer-Verlag, Berlin 2006, ISBN 978-3-540-25503-1
[12] R. Ami Saada, G. Bonnet and D. Bouvard, "Thermomechanical behavior of castings sands: Experiments and elastoplastic modeling", International Journal of Plasticity, Vol. 12 Issue 3, p.273ff, 1996
[13] D. Metzger, K.J. New, J. Dantzig, "A sand surface element for efficient modeling of residual stress in castings", Applied Mathematical Modeling, Vol. 25 Issue 10, p.825ff, 2001
[14] E. Gustafsson, M. Hofwing und N. Strömberg, "Residual stresses in a stress lattice—Experiments and finite element simulations", Jönköping University, Jönköping Sweden, 2008
[15] S. Sulaiman, A.M.S. Hamouda, "Modeling the thermal history of the sand casting process", Jounal of Materials Processing Technology, Vol. 113 Issues 1-3, p.245ff, 2001
[16] S. Sulaiman, A.M.S. Hamouda, "Modelling and experimental investigation of solidification processes in sand casting", Journal of Materials Processing Technology, Vol. 155–156, p. 1723ff, 2004
[17] Z. Janjušević, Z. Gulišija, S. Rados-avljević, Z. Aćimović, "A contribution to study of processes on the steel cast–sand mold contact surface dur-ing casting", Materials Letters, Vol. 45 Issue 5, p.235ff, 2000
×


{kind=link}