
Emissions form in the various phases of the foundry process. When using organic binders, pollutants are emitted that can be harmful for workers and the environment. During core production, some of the solvent as well as volatile components like amines and residual monomers contained in part 1 of the cold box formulation evaporate or vaporize. In some cases, this involves VOCs that can also be highly odorous. VOCs have been comprehensively identified and classified by the European Union [1].
Components of a Typical Cold Box Formulation
In the cold box amine process, amines are used for the hardening of cores and molds. When investigating emissions in the foundry process, the solvents with a low boiling point that are used in part 1 and/or part 2 must be taken into account above all. These are aromatic solvents, in particular, that are produced via the fractional distillation of crude oil, and organosilicate solvents. Such solvents are used to reduce the viscosity to a level suitable for processing and to optimize the various core characteristics.
To produce a typical phenolic resin, a polymer is synthesized from phenol and formaldehyde that can still contain residual monomers such as phenol and formaldehyde as a result of an incomplete reaction.
Furthermore, certain additives that are used for the optimization of the binder performance (moisture resistance, processing time, etc.) can prove to be toxic for workers.
Occupational Exposure Limits and Volatility of Hazardous Substances
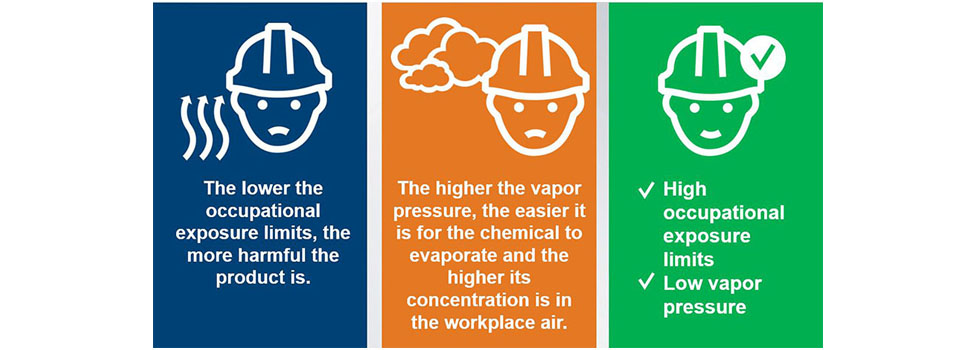
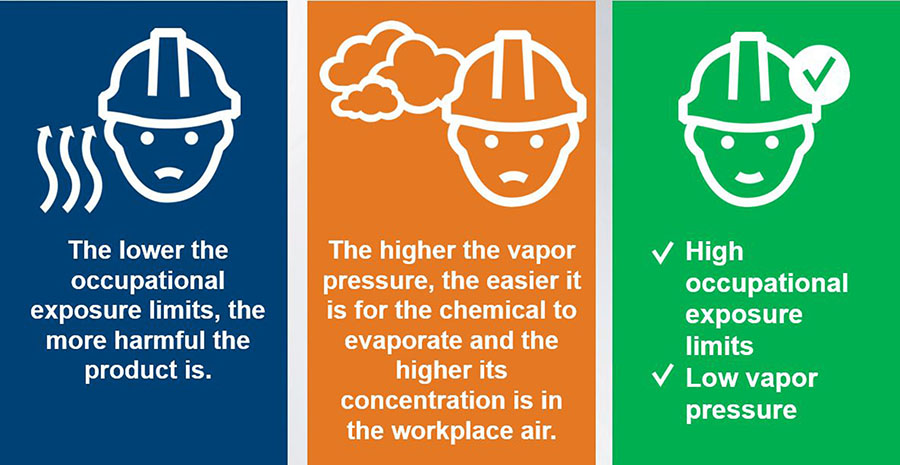
There are numerous products with special compositions on the market that are less harmful or dangerous according to the information provided by the manufacturers. However, how are the risks of a binder evaluated? In Europe, all hazardous substances are classified in accordance with the GHS/CLP Regulation and must be declared in the safety data sheet. On the basis of various studies, the European Union has specified a certain occupational exposure limit (OEL) for each identified hazardous substance. This refers to the acceptable upper limit (concentration within a given time frame) up to which a worker may be exposed to the particular chemical in the workplace. The lower the OEL, the more hazardous the chemical is classed as.
The volatility of a chemical is another parameter that influences the health of a worker. Volatility can be assessed on the basis of the vapor pressure. The higher the vapor pressure, the easier it is for the chemical to vaporize and the higher its concentration is in the workplace air.
For occupational health and safety, it is therefore always better to use chemicals with the highest OEL – or ideally chemicals that require no OEL – and the lowest vapor pressure.
Odor Detection Threshold Is Not Reliable
To evaluate the risks of a chemical, the odor detection threshold is also often used as a parameter. Odor helps us to detect the presence of molecules in the air. However, the same odor can be an irritant to one person while another may perceive it as being pleasant. This is completely dependent on the specific circumstances and the individual acclimatization to the odor. The odor detection threshold is thus a subjective parameter that does not provide reliable information about the risk or safety of a chemical.
Of course, the odor can constitute a selection criterion for the selection of binders; however, it should not be the only evaluation benchmark. A strong odor can also indicate that the area is insufficiently ventilated or that the extraction system is not efficient enough, for example. A stronger-smelling product must never be exchanged offhandedly for an odorless binder without considering the OEL and the vapor pressure of the alternative products. For instance, if the supposedly harmless (odorless) product has the lowest OEL and the highest vapor pressure, the changeover would constitute a much greater hazard for the worker.
Emissions during Casting
The developments of the past years show that emissions during core production can be avoided or at least localized and removed in an appropriate manner. The majority of pollutants in foundries occur during casting. Their formation occurs in three phases: Due to the high temperatures, a large part of the solvent, which is contained in the core and mold, the phenol and the formaldehyde as well as the further residual monomers vaporize. In the second phase, the polyurethane chains combust as a reaction to the oxygen in the mold, the cores and on the surfaces exposed to the air. This is known as complete combustion. As soon as the oxygen content is too low, what is known as “pyrolysis” begins, i.e. the thermal decomposition of organic compounds or other reaction partners. Depending on the temperature gradients and gas pressures in the various areas of the core, the organic substances contained in the binder are combusted, gasified, cracked and condensed again. During this, what are known as “free radicals” form hat can be reformulated into new forms. This leads to the forming of pyrolysis products such as BTX (benzene, toluene and xylene) as well as CO, NOx or other HAPs (hazardous air pollutants). Factors such as temperature, the ratio of oxygen content to the percentage of organic compounds in cores and molds, etc. play an important role in pyrolysis. Alongside the composition of the binder, application-specific parameters such as core and mold geometry, the ratio of sand to metal, the casting temperature or the ingate system greatly influence the release of pollutants.
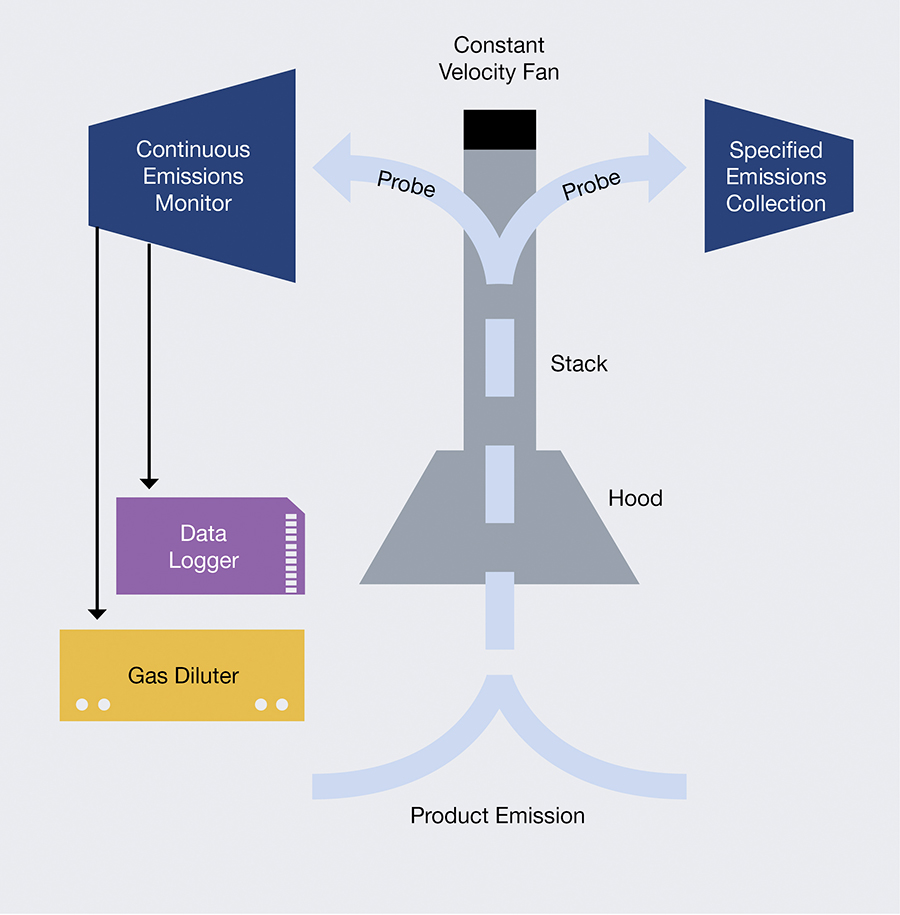
ASK Chemicals has thoroughly investigated these emissions over the last decades. For this purpose, what is known as the “Hoodstack device” has been used (alongside other procedures), which was developed by Ashland. Tests with the Hoodstack provide information on the extent to which the binder composition influences the composition of the emissions. Hoodstack analysis enables the recording of the volatile organic compounds (VOCs), carbon monoxide (CO), carbon dioxide (CO2), nitrogenous gases (NO, NO2, NOX) and sulfurous emissions (e.g. SO2). Lead substances – e.g. benzene, toluene, xylenes, phenol and formaldehyde – can be recorded via absorption on appropriate media and quantified via subsequent chemical analysis. Hoodstack analysis allows emissions from the casting, cooling and demolding process to be monitored, depending on the configuration of the core and/or mold package.
ASK Chemicals was able to demonstrate that the main emissions are monomers, BTX and NOX. Monomers form within split seconds after casting via vaporization. BTX and NOX form in the further course of the casting phase.
Building upon this newly obtained knowledge, ASK Chemicals introduced a new generation of binders in 2008 with the “ECOCURE High Efficiency” cold box binder that was continuously developed and supplemented in 2014 by the solventless cold box system “ECOCURE SL”. An extremely effective measure, albeit a slightly surprising realization, is that the reduction of the organic material – in the core and mold – proves to be one of the most effective ways of minimizing emissions in every stage of the foundry process and particularly during casting. A main focal point at ASK Chemicals is the development of solutions that enable the achievement of the same performance level with a reduced use of binders.
ECOCURE BLUE – The First Cold Box Binder without Substances Subject to Labeling Requirements in Part 1
The starting point for the development of the latest technology platform from ASK Chemicals was the knowledge surrounding the following three specific emissions sources:
- Evaporation of volatile compounds during core production (mixing, shooting, storing, etc.)
- Evaporation of the residual phenol and formaldehyde monomers and solvents with a higher boiling point during the first split seconds of casting
- Emission of BTX (and other products of decomposition) during the casting phase due to the pyrolysis of the carbon backbone chain of the polyurethane polymers
Solutions for the first two emissions sources have also been in intensive development for a number of decades. Numerous suppliers are now already offering cold box binder systems that dispense with VOCs entirely. In simple terms, we can say that the majority of cold box systems on the market that do not contain any aromatic and/or TEOS solvents can be sold as being free from VOCs in accordance with European law.
The development of the HE and SL systems by ASK Chemicals aims especially at a reduction of the third emissions source. The reduction of the added amounts of binder is equivalent to a lower organic load and thus leads to reduced emissions during pyrolysis.
The targeted reduction in monomer content (especially free phenol) was for a long time neglected in the course of the aforementioned modifications. This is unsurprising as the development of such solutions is considerably more complex and involves significantly more research effort. This also includes the need to consider new production procedures and modifications to existing production systems.
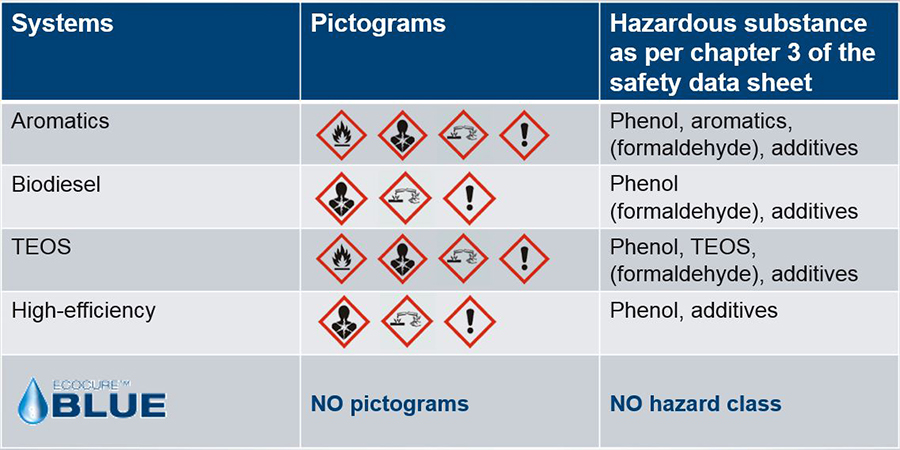
The result of such an intensive development is the new cold box technology ECOCURE BLUE, which is based on a phenol resin in which the concentration of substances subject to labeling requirements was substantially undershot or where such substances were omitted completely. Labeling with a hazard symbol is therefore not necessary. Substances and concentrations subject to labeling requirements refers to the substances and concentrations that have to be declared in chapter 3 of the safety data sheet as per the new European CLP Regulation.
ECOCURE BLUE does not contain any components that have to be declared due to their OEL (with the exception of DBE in Germany) or that exceed the concentration limit for hazardous substances. Only part 2 of the cold box formulation is still based on isocyanate, which must be declared.
Products that are based on the “ECOCURE BLUE” platform combine the advantages of the “ECOCURE high-efficiency” binders, which are known on the market, with the advantages of the “ECOCURE BLUE” technology, and so enable the foundry to optimize the emissions along the entire value added chain.
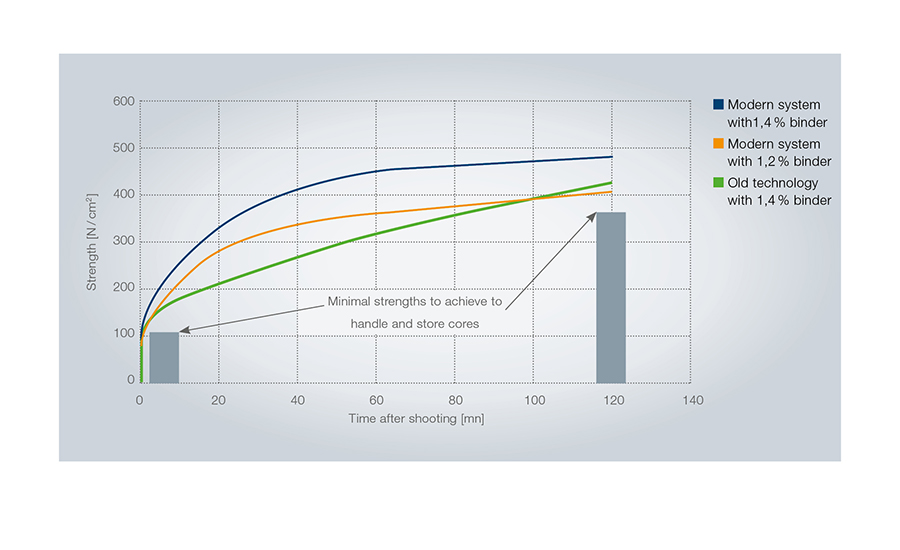
The foundry therefore receives a product that does not contain any substances subject to labeling requirements in the part 1 component and that additionally has the technically superior performance of the high-efficiency technology. Its reactivity and the ability to specifically optimize initial strengths – a deciding factor in the selection of the binder system – are what distinguish high-efficiency technology.
Performance Comparison
The development of cast parts constantly presents new challenges for foundries and raw material suppliers. Core geometries are becoming increasingly more complex. Thin-walled casting is playing an increasingly larger role – particularly in the automotive field. Solutions for increased productivity to ensure the competitiveness of foundries are becoming ever more important in all areas. Thus, extremely short cycle times are a significant requirement in core production. Furthermore, environmental considerations are one of the key parameters in the selection of the appropriate cold box technology for European foundries in particular.
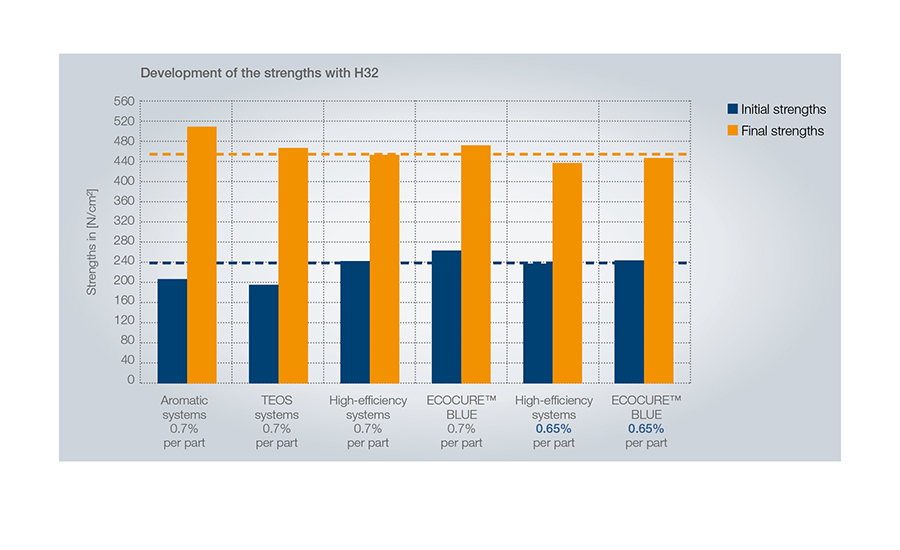
A new binder that lives up to all of these requirements or even exceeds them must distinguish itself via exemplary mechanical strengths and an excellent reactivity for short cycle times, as well as very good casting results and as minimal an influence on the environment, health and occupational safety as possible.
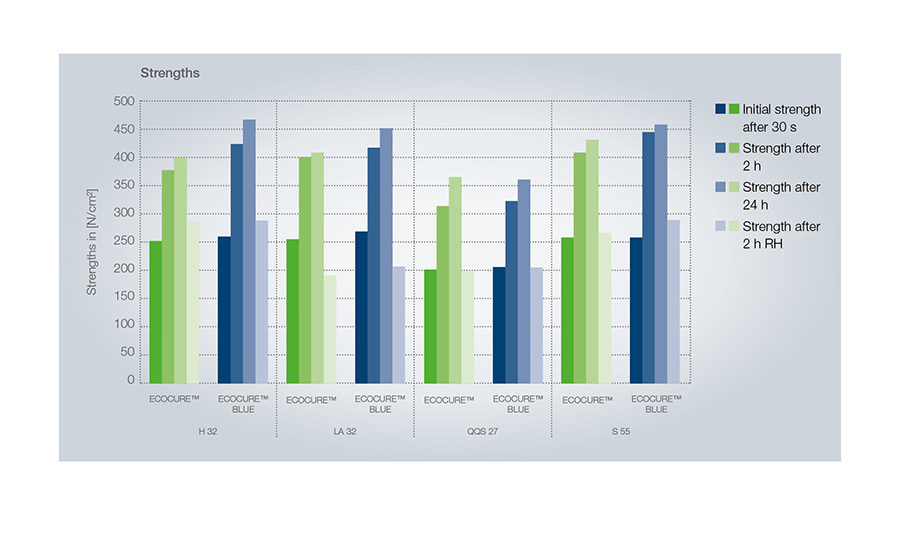
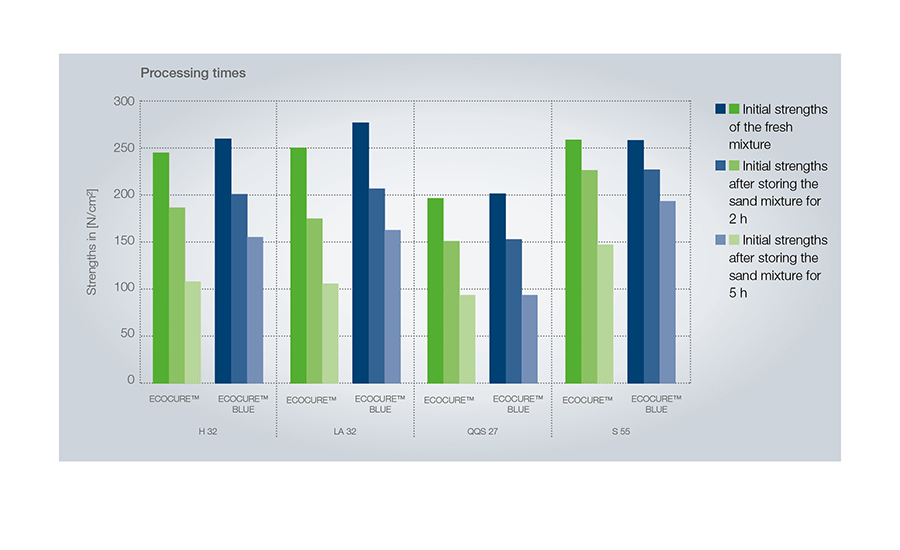
The first product of the new technology platform ECOCURE BLUE 30 HE1/ECOCURE BLUE 60 HE 1 achieves the good technical performance of ECOCURE 30 HE 1 LF/ECOCURE 60 HE 1 LF (2nd generation high-efficiency system), which is known to be the best non-aromatic system on the market and is used in nearly all Europen countries for iron applications.
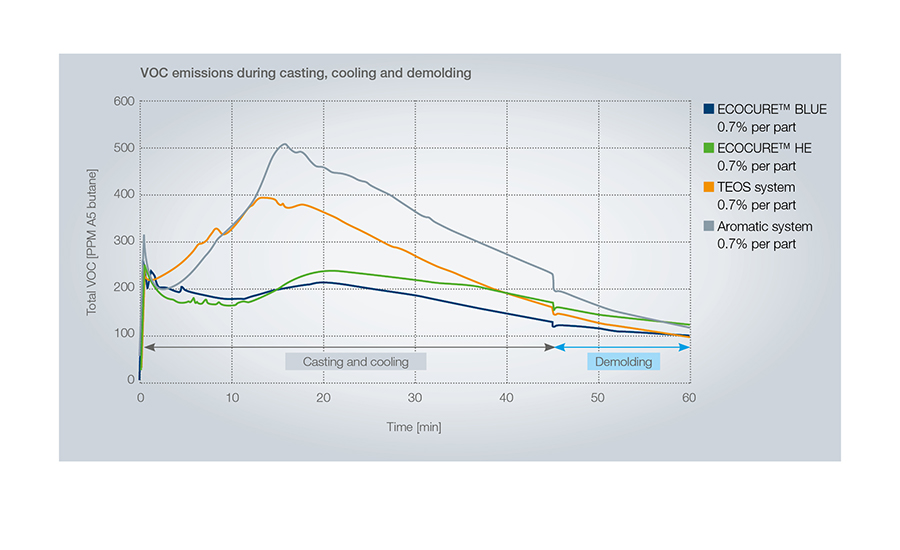
Various cold box systems available on the market were examined via the Hoodstack analysis regarding the emissions that formed during the casting process.
The analysis of the VOCs during casting, cooling and demolding reveals a clear reduction when using ECOCURE HE and BLUE compared to aromatic or TEOS systems.
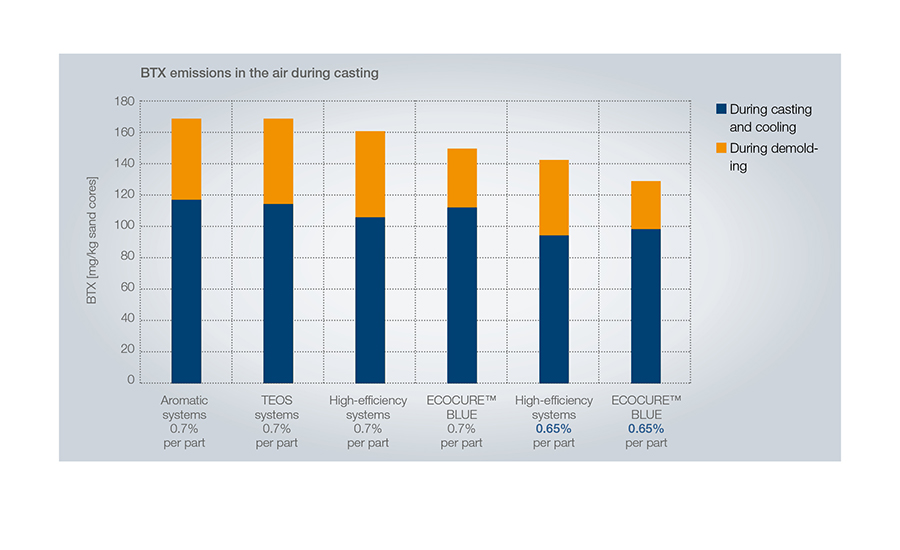
The analysis focused in particular on the phenol and BTX emissions that form at the start of casting via pyrolysis.
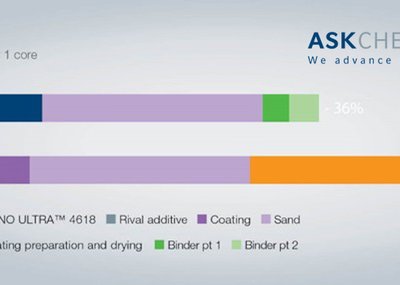
When examining the results, it was possible to once again confirm that the most efficient method of minimizing BTX emissions is the reduction of the added amounts of binder. This can be identified in the measurement values of the ECOCURE HE system, which on average emits X% fewer emissions than the compared systems.
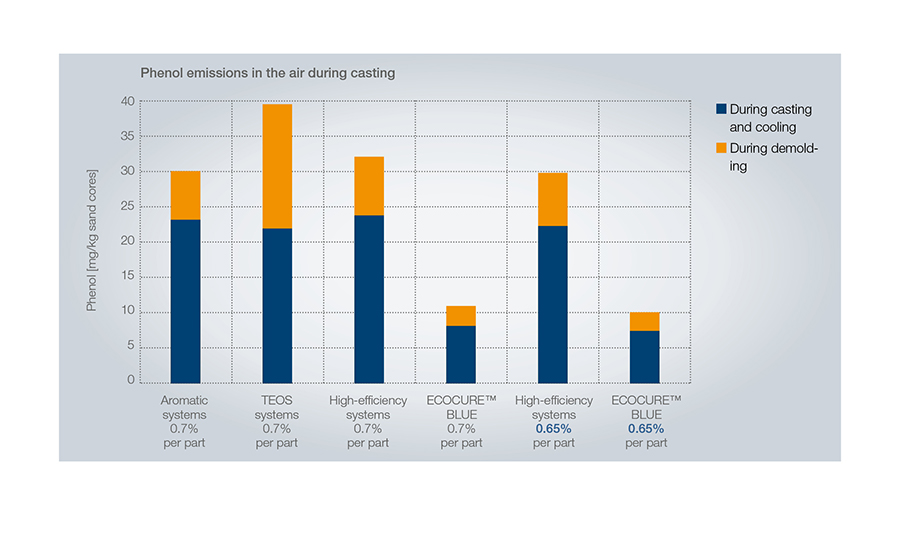
Moreover, with the “ECOCURE BLUE” platform the phenol emissions – and therefore also the proportion of free phenol content – are significantly reduced. After comprehensive tests, ASK Chemicals assumes that foundries employing the “ECOCURE BLUE HE” systems can reduce the phenol emissions during casting by up to 80%.
Initial experiments in foundries have shown that particularly the phenol content in waste sand can be reduced by at least 20%, sometimes even up to 50% – depending in the procedure and the quantity of the new core sand used – via the use of the new “ECOCURE BLUE” technology platform.
Conclusion
For the first time ever, the new technology platform ECOCURE BLUE offers foundries the possibility to work with a cold box part 1 that does not contain any hazardous substances subject to labeling requirements and that helps them to significantly reduce their phenol emissions. Initial experiments also show a reduction in the phenol content in waste sand, which can have positive effects on the class of landfill and the corresponding costs.
That ecology and economy do not have to be mutually exclusive is demonstrated by the new “ECOCURE BLUE HE” systems, which are in no way inferior to the current best cold box binders available on the market regarding reactivity, strengths and casting results. ECOCURE BLUE HE was developed for iron and steel casting and is not only recommended for the production of hydraulic components, turbochargers, brake disks and engine blocks, but also for other application areas.
The new technology platform ECOCURE BLUE can be used with all common sand qualities (quartz, special sands and reclaimed sands) and is compatible with numerous sand additives (organic, inorganic or hybrid additives).
All catalysts currently available on the market can be used. Naturally, ECOCURE BLUE is very compatible with water-based and alcohol-based coatings.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}