

Coating Preparation Plant (CPP)
There is a continuing requirement for foundries to manufacture increasingly complex, high performance castings - while driving down production costs. A significant proportion of production costs can be attributed to re-work due to surface defects and these can be eliminated or significantly reduced through the use of the correct refractory coating.
The choice of coating is specific to the metal / mould interactions that are to be overcome, and the rheological properties can be tuned to the application requirements, however a coating will only achieve optimum performance when it is applied at the correct layer thickness. If the layer thickness is too thin, the coating will not provide adequate protection and if it is too thick there is the risk of scabbing defects, the formation of runs and drips and the cost penalty of using too much coating. The layer thickness of the applied coating can be controlled by diluting the as supplied coating, with a higher dilution resulting in a reduced layer thickness. Therefore, variations in dilution through poor process control and measurement, will lead to variations in applied layer thickness, resulting in variations in surface finish, defect levels and re-work costs. Traditionally coating dilution has been controlled through intermittent measurements of the diluted product using viscosity cups or Baume, however the intermittent nature of these tests and the dependence on an operator to interpret results and ensure the coating is homogenised after dilution, inevitably leads to application variations.
These variables can be minimised by the application of an automated Coating Preparation Plant (CPP), and this paper outlines the benefits of such a system in which coating density is continually monitored, and additions of either coating or dilutant are added and homogenised to ensure the product is always optimally supplied for the defined application. The CPP has been developed specifically for metal-casting operations by ProService Srl and is distributed exclusively by Foseco International Ltd.
The CPP is designed to accommodate a wide range of application methods including spray, dip and over-pour, and can be connected to all major packaging systems from drums to bulk silos. The CPP can be configured to work automatically, manually or intermittently dependent on the foundry process.
Features and benefits of the CPP include:
- Continuous monitoring (independent of operator)
- Controlled layer thickness
- Reduced coating consumption
- Optimised drying
- Fewer scrap cores/moulds
- Reduced casting scrap and defects attributed to poor coating practice
- Improved traceability and quality control
- Reduced risk of coating contamination and bacterial attack
- Improved working environment – specifically the handling of solvent based coatings
- Improved productivity
- Reduced casting manufacturing costs
- Improved profitability
Introduction
Atlantis Foundries (Pty) Ltd is a major South African and international truck engine block producer with an output of 68,000 tonnes of grey iron per year.
The company is a wholly-owned subsidiary of Mercedes-Benz South Africa and part of the Daimler group and is the leading automotive foundry in the country.
Atlantis Foundries’ plant is located in Atlantis, approximately 50 km north of Cape Town along the west coast of South Africa.
Atlantis Foundries have been using Foseco products for the past thirty years.
The engine blocks that are produced at Atlantis Foundries are primarily shipped to America and Europe with a smaller number being shipped to other parts of the world.
Being an international player in the automotive industry, Atlantis Foundries strives to keep abreast with all available technology. Foseco South Africa saw the need for Atlantis Foundries to take advantage of the available technology on offer from Foseco and thus entered into discussions with Atlantis management and engineers regarding the optimisation of their coating application. Foseco proposed the Total Coating Management Concept which would enable Atlantis Foundries to achieve the highest standards possible in coating technology.
Atlantis foundries background to CPP installation
Foseco first approached Atlantis in:
- 2007: First proposal for CPP given to Atlantis Foundries
- 2009: Due to economic recession the project was placed on “hold”
- 2010: Project to convert from solvent based to water based coating started
- 2011: Proposal for a dual solvent & water based CPP given to Atlantis Foundries
- 2012: Atlantis placed order for the CPP and dip tank
- 2013: CPP and dip tank installed and commissioned by Pro Service / Foseco in January 2013
Prior to the CPP installation
- Coating control using manual flow cup viscosity
- Flow cup viscosity reading was operator / cup dependant
- Manual dipping
- Difference in wet film thickness depending on flow cup viscosity and dipping time
- Coating related scrap
Atlantis Foundries used viscosity as their main control for the coating but it can be shown that this can be influenced by a number of variables.
Example: the viscosity control specification is normally not re-adjusted in the cooler or warmer periods of the year. However, the viscosity is highly influenced by temperature, and without compensation the result will be a difference in the final layer thickness applied, which then impacts on the casting output efficiency.
This limitation can now be overcome: The Coating Preparation Plant (CPP) automates the coating preparation from its supplied state through dilution to a defined specific density and subsequent control and monitoring on a continuous basis to ensure the consistency of the application.
By converting the applied control measures from viscosity to density, variables such as temperature are eliminated, because the solids content of the coating is kept constant and the product application consistency is lifted to a new level of quality.
After CPP installation
- Coating controlled by CPP using “Density Sentinel” probe
- Constant density readings (3 decimal places)
- Fanuc Robot Dipping
- Constant wet film thickness readings
- Decrease in coating related scrap
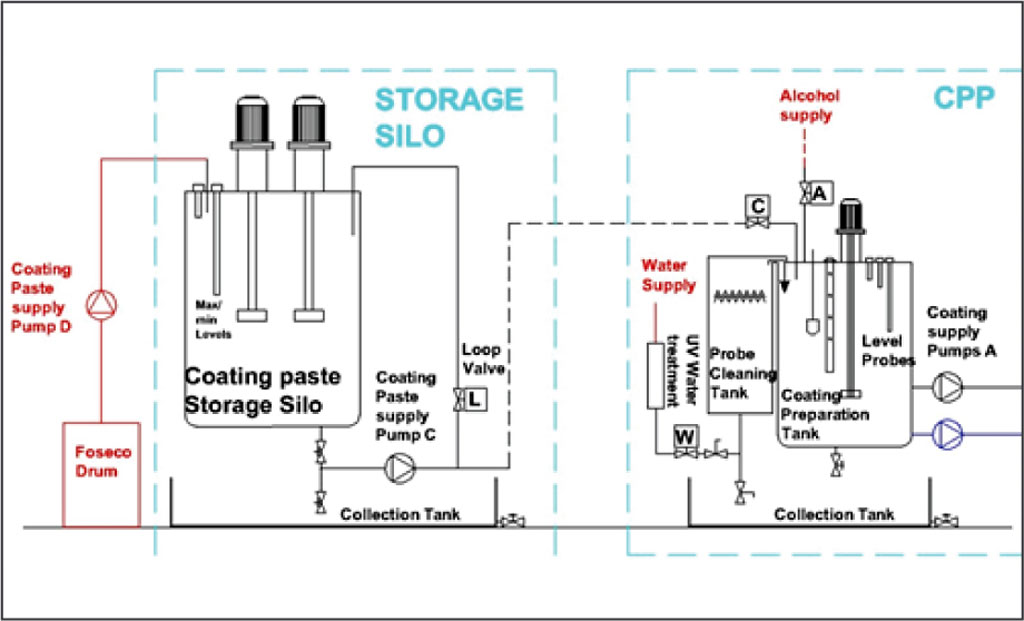
CPP configuration
- Coating storage tank: 2000 litre capacity
- CPP tank: 560 litres preparation tank supplying coating via diaphragm pump to dip tank
- CPP fitted with both “Density Sentinel” and “Viscosity Sentinel” systems
- Dip tank: 2200 x 1200 mm x 1000 mm high and fitted with a swing arm
- Coating runs via gravity back into coating collection tank and using a diaphragm pump, it is pumped back to CPP preparation tank
- In-line modular filters are installed to remove sand deposits from the coating and protect the CPP equipment
deposits from the coating and protect the CPP equipment
Coating Application ConsistencyThe Total Coating Management Concept
Foseco, together with its partner ProService have developed a stand-alone system which utilises the accuracy of density measurement to control coating consistency prior to application.
The Density Sentinel probe has been developed to operate effectively in the core shop and moulding line environments of a foundry.
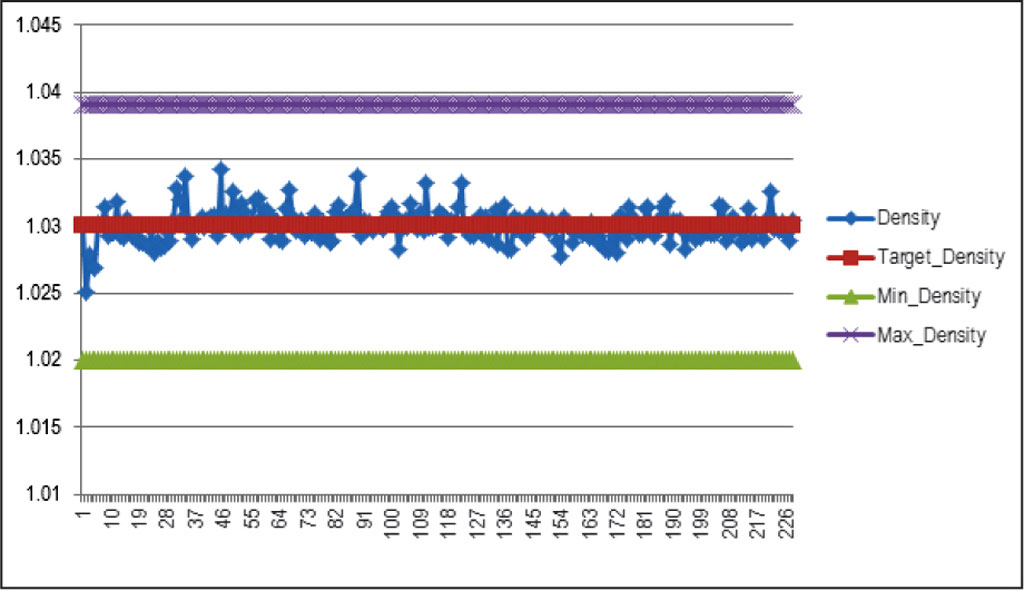
As illustrated in the graph above, the applied wet layer thickness will be consistent as the coating density is maintained within the specified limits and controlled closely around the target specification. This is because the measurements are continuous and not open to operator interpretation, which can lead to inaccuracies that will lead to poor coating application and increased cleaning/fettling and scrap costs.
Coating application consistency was also improved by the introduction of robotic dipping which provided controlled dip times and core manipulation. When the CPP was first installed the density range was set to between 1.1% and 1.5%, this was subsequently reduced to between 1.02% and 1.03%, indicating that the density can be controlled to a very high tolerance.
The CPP design was adapted to the specific requirements of Atlantis Foundries, in that it:
- Reacts immediately to the coating density changes, ensuring a continuous control of the coating density. It should be noted (Figure 3) that over a 24 hour period the Density Sentinel has conducted 226 tests and adjustments to the coating were made when required
- The unit is fully operator independent, ensuring manual input does not affect coating consistency
- It is possible to measure the coating density at the required depth (for example, in the case of the dipping application of cores: it is important to verify that the coating density value does not alter according to the dipping depth)
- The Density Sentinel is not affected by the turbulent flows inside the tank
- The measurement has a very high level of precision (three decimal points)
- The new Density Sentinel Plus allows for the creation of databases, to calculate statistics and to monitor the entire coating shop from one or more stations
Coating Preparation Plants have been installed by Foseco at many foundry locations globally and have been shown to deliver consistent coating dilution, eliminating variability of coating application and reducing subsequent casting defects and scrap associated with poor coating practice.
Conclusion
As the demand for more complex, critical castings increases, the higher quality standards are set, the function and performance of the coating utilized in the foundry process becomes critical. For example, the impact of a high performance core coating on the overall production cost of a typical automotive foundry can be significant, allowing foundries to reduce their fettling, cleaning, and casting inspection operations.
The coating cost is typically a fraction of the total manufacturing costs and usually would be less than 1% of total production costs.
For Atlantis Foundries to maintain a competitive edge within the foundry automotive market and their need to produce increasingly complex, higher quality castings, at increased production levels and with lower overall costs, they had to get the competitive edge by investing in a CPP to optimise the coating preparation and to ensure the consistency and quality of the components being cast.
References
- Foseco Ferrous Foundry’s Handbook
- ProService Technology for foundry solutions.
- Atlantis Foundries
more Info: <link file:7602 _blank download file>Vesuvius_FosecoFP259_low res.PDF


{kind=link}
{kind=link}
{kind=link}