
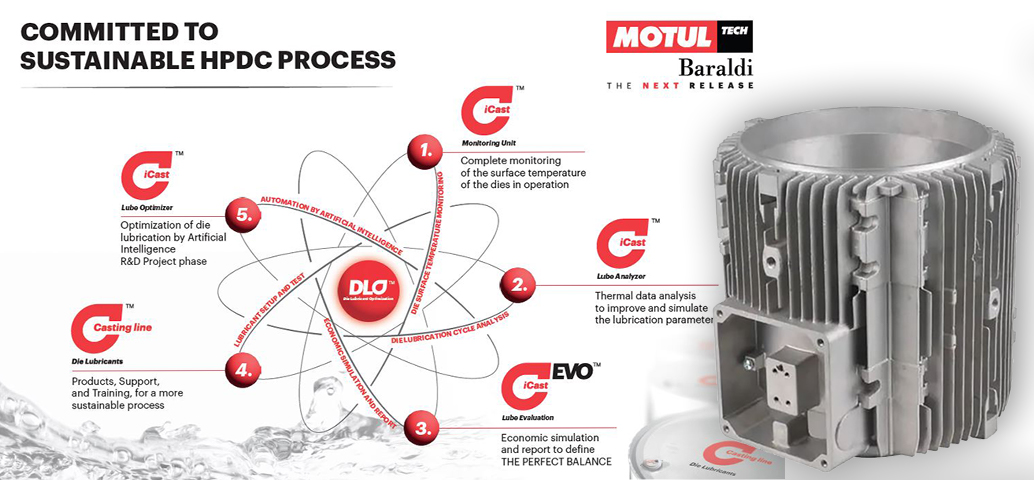
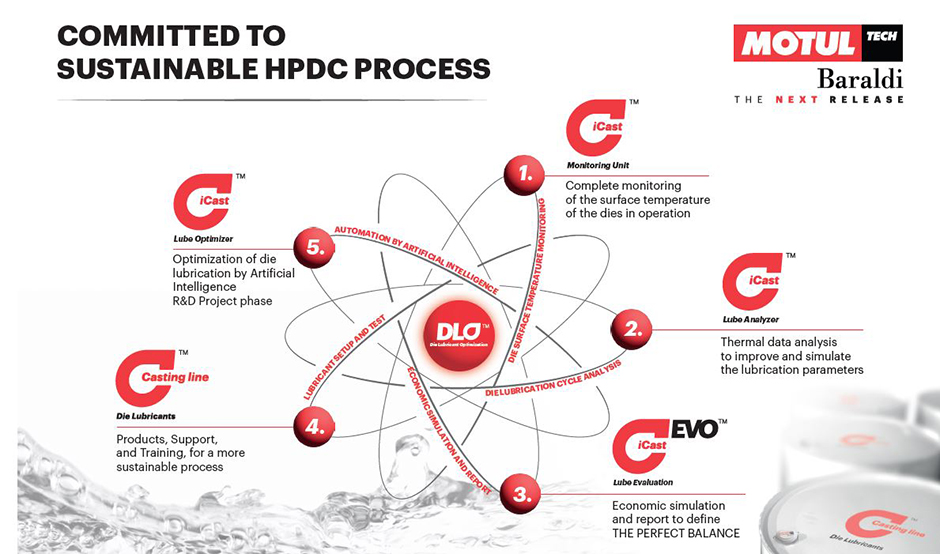
The High Pressure Die Casting of light alloys is, among the metal casting methods, the one with the greatest number of process variables and perhaps for this reason also the one that requires the most control of them. The quality of the castings is strongly influenced by these parameters and frequently we come across defects or imperfections in the casting which can significantly affect the percentage of waste in the foundry. Among the many process parameters to be kept under control, the temperature of the mold undoubtedly has a capital importance, not only for the quality of the castings but also for the lifetime of the die and therefore for the number of castings produced with that same die. The relationship between the surface temperature of the die and its lubrication is biunique, in the sense that both have direct consequences on the value and effectiveness of the other. Our intervention was recently requested by a Company who complained of problems of shrinkage porosity and early replacement of some pins of the die. Following our DLO procedure (Die Lube Optimization) we started by analyzing the thermographs of the surface of the fixed and mobile die, before and after lubrication, particularly in the areas where the shrinkage problem has been reported. Thanks to thermal analysis with ICAST Lube Analyzer (https://icast.baraldi.com/en/) we have modified the lubrication parameters, reducing the spray time by 1.4 seconds and the blowing time by 1 second, reducing the cycle time of 2.4 sec and the quantity of lubricant of 5%. The new lubrication parameters have been entered in the iCAST EVO simulator (https://icastevo.baraldi.com/en/) to verify the obtainable benefits compared to the current situation and these are the results:
- 1. Increase in the annual number of pieces produced by 4.52%
- 2. Reduction of the annual production costs of 15.15%
- 3. Reduction of annual wastewater disposal costs by 12.5%
- 4. Annual economic savings for one DC machine: around 30,000 Euros
Only thanks to this data is possible to make correct assessments and choose the die release agent that best suits the need and calculate the cost with respect to the existing situation. Without data and without the proper tools to obtain it, it is very difficult to bring about real improvements in the foundry.
The procedure we adopt is called DLO "Die Lube Optimization"
and if you are interested in applying it in your foundry, contact us: www.baraldi.com/en/contatti/






{kind=link}
{kind=link}