
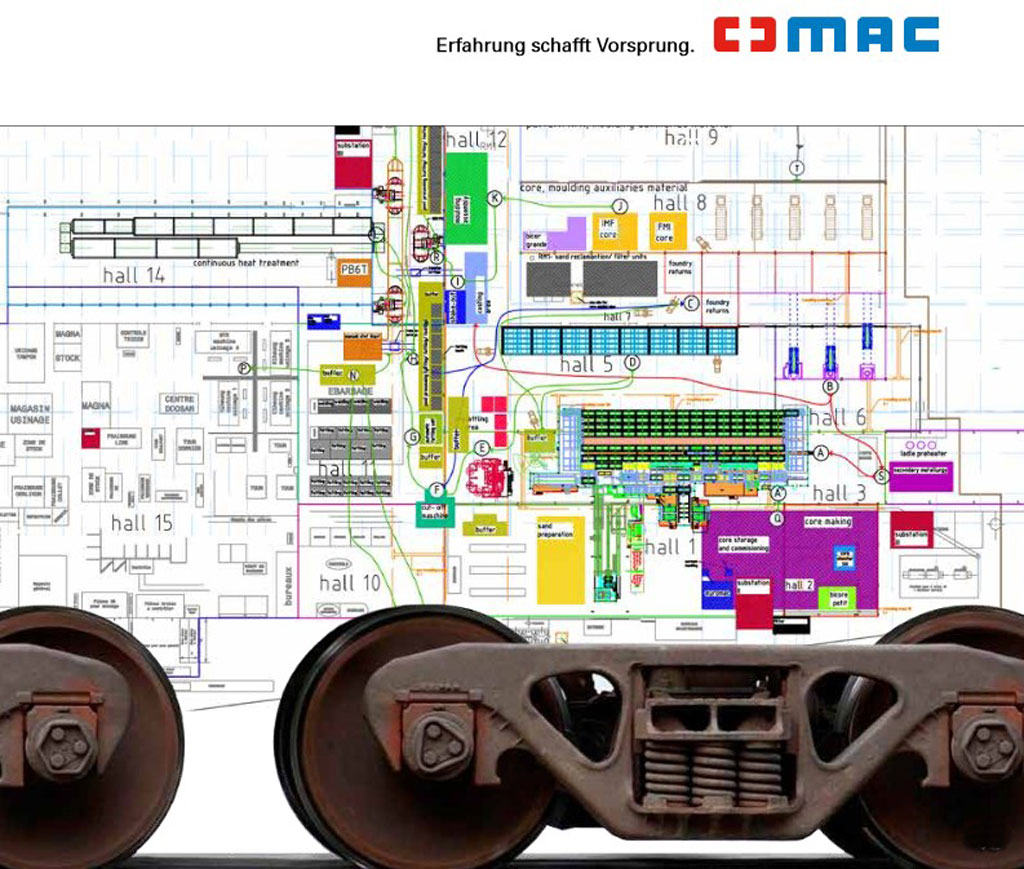
MAC GmbH | Consulting and Engineering was contacted by a Russian railcar manufacturer who had acquired a stake in a steel foundry out side of Russia in order to produce steel castings for boogies to be used in freight transport railcars. The task was to engineer a highly economical foundry concept enabling the steel foundry to continue with the ongoing production for western customers and to produce in addition sideframes and bolsters for the Russian railway. The future output figures were about 8 times higher than the existing production.
The project started with a quantitative analysis of the existing castings and the future product mix. The special technical requirements of the rail application with very low operating temperatures had a major influence on the metallurgical production route. Certain boundary conditions caused by the location of the foundry close to residential neighborhoods had to be considered. Different technologies were compared in detail technically and economically in order to determine the best results.
While part of the existing equipment could be used further on with certain upgrade, other parts of the operation had to be adapted to the increased output. Traditionally very labour intensive production steps could be designed for improved productivity. This relates especially for the core making, fettling and quality testing. In addition production steps executed on different stand alone machines were combined into single units with higher productivity. For example the effort of flame cutting of the gating system and the risers could be reduced by 80% while delivering higher quality results.
In order to prepare the work environment for the improved quality of the workplaces and in anticipation of more qualified operators needed in future, all dust generating spots are planned to be hooked up to dedusting systems and filter units. All this changes in combination with improved internal logistics partly to be realized with transport systems instead of fork lifts, will result in a considerably lower increase of the workforce compared to the projected raise in output.
Since the major production increase was planned in the green sand moulding department fewer changes have been proposed in the no-bake hand moulding area which is used for castings bigger than the existing mould box dimensions of the automatic green sand line. Streamlining of work processes and concentration of hand moulding and core making in a suitable area of the plant will lead to higher productivity and reduced operating costs. Fettling and standard quality control steps have been planned with improved man operated handling facilities since production lot sizes did not allow for full automation. In post processing the moulding routes were continued by two different heat treatment concepts. A continuous annealing furnace for standardized parts with a single point of loading and unloading combined with different stand-alone heat treatment units for smaller lot sizes showed the best result regarding flexibility, operating costs and investment. Both heat treatment routes were combined with a transport system in order to minimize handling effort between heat treatment and descaling conducted by continuous throughfeed machine.
Services rendered by MAC in this concept engineering project:
- development of a production concept for a steel foundry capable to produce 8 times the current output
- disentanglement of material flow between product lines
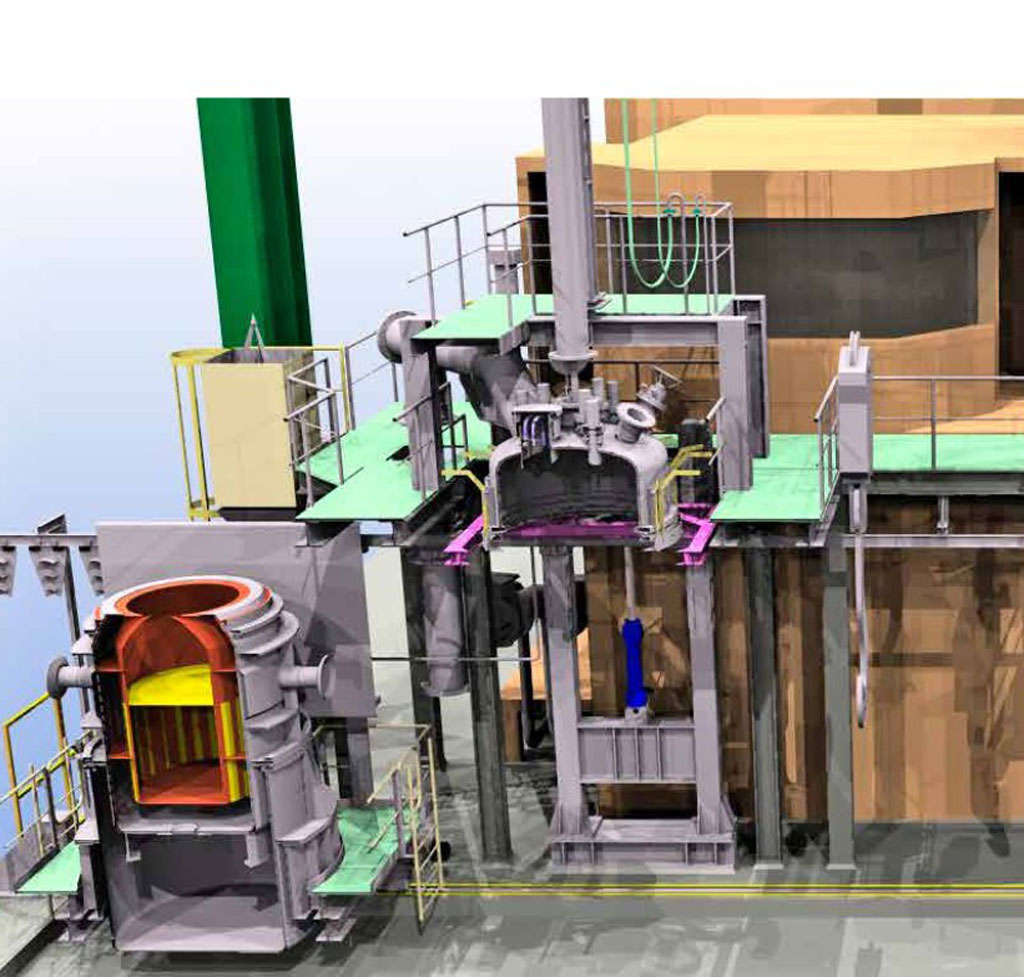
- determination of the most economical melting and melt treatment technology
- integration of part of the existing equipment with partially upgrade of performance
- sourcing of specialized equipment suppliers for handling and automation equipment
- elimination of unproductive handling effort by integration of transport systems
- determination of future energy and operating material quantities
- development of a timeline for realization
- definition of future manning intensity based on workload data
- Capex determination based on quotes
- determination of the economic feasibility of the project based on existing and future cost structure with financial key figures Payback, IRR and ROI
###COMPANY_LINK### <link record:tx_browserdirectory_directory:4881 internal-link> MAC GmbH - Consulting and Engineering
MAC GmbH - Consulting and Engineering

{kind=link}
{kind=link}
{kind=link}
{kind=link}