

Bis zu 5 Tonnen schwere Zylinderkurbelgehäuse vollautomatisch ausrichten und drehend strahlen
Die Veränderung des Produktionsprogramms und der Fertigungskapazitäten bei Zylinderkurbelgehäusen für Diesel- und Gasmotoren waren ausschlaggebend, dass die Eisengießerei Gienanth GmbH in ein neues Strahlsystem investierte. Mit der RMBS 1-842 konzipierte Rösler für den Geschäftsbereich Handformguss eine kompakte, vollautomatische Strahlanlage mit einer speziellen Manipulatorzange. Sie ermöglicht, dass die bis zu fünf Tonnen schweren Motorblöcke während des Entkernens, Entzunderns und Reinigungsstrahlens gedreht und gependelt werden können, um kurze Taktzeiten zu erzielen. Gleichzeitig sorgt die neue Strahlanlage für einen optimierten Produktionsfluss.
Seit fast 280 Jahren werden bei Gienanth im pfälzischen Eisenberg Bauteile gegossen. Aus dieser Erfahrung, gepaart mit umfangreichem Know-how und modernster Fertigungstechnik, hat sich die Eisengießerei einen technologischen Vorsprung in den Geschäftsbereichen Maschinenformguss und Handformguss erarbeitet. Letzterer ist auf die Serienfertigung von Zylinderkurbelgehäusen spezialisiert.
„Wir fertigen momentan etwa 25 unterschiedliche Varianten dieser Zylinderkurbelgehäuse. Unsere jüngste Entwicklung in diesem Bereich hat Abmessungen von zirka 3,5 x 1,0 x 1,10 (LxBxH) Metern und bringt rund fünf Tonnen auf die Waage. Für das Strahlen dieses Motorblocks ist unsere bestehende Strahlanlage zu klein. Darüber hinaus stellte sie auch immer einen Engpass in der Produktion dar. Daher war eine neue Strahlanlage erforderlich“, berichtet Frank Koch, Leiter der Produktion Handformguss bei Gienanth.
Neue Strahlanlage und Umbau der bestehenden im Paket
Die Investition in ein zweites Strahlsystem eröffnete Gienanth gleichzeitig die Möglichkeit, den Workflow zu optimieren. Die bestehende Anlage wird nur noch für das Entkernen/Entsanden der Motorblöcke bis 3,5 Tonnen Gewicht eingesetzt Für das Entkernen des größten Zylinderkurbelgehäuses sowie das Reinigungsstrahlen nach dem Putzen und Entzundern kommt bei allen Varianten das neue Strahlsystem zum Einsatz. Die bestehende Anlage musste dafür umgebaut werden. Die Projekte Umbau und neue Strahlanlage wollte Gienanth nur im Paket vergeben. Gründe sind die einfachere Ersatzteilhaltung und das Know-how der betriebsinternen Instandhaltung. „Wesentliche Anforderungen bei der neuen Anlage waren, dass die von unseren Kunden definierte Oberflächenbeschaffenheit in einer bestimmten Taktzeit erreicht wird sowie ein vollautomatischer Prozess. Außerdem war die Anlage in einen vorgegebenen, relativ knapp bemessenen Bereich der Fertigung zu integrieren. Und nicht zuletzt wollten wir einen Partner, der schnell und flexibel reagiert, wenn einmal eine Störung auftritt. Durch die Anlagengröße und unsere Vorgaben war die Anzahl der möglichen Partner eng begrenzt“, berichtet der Produktionsleiter.
Gesamtlösung und Fertigungstiefe überzeugten
Entschieden hat sich das Unternehmen für die kundenspezifisch entwickelte Motorblockstrahlanlage RMBS 1-842 der Rösler Oberflächentechnik GmbH. „Das Anlagenkonzept hat unseren Vorstellungen entsprochen. Außerdem konnten wir durch die Präsentation im Vorfeld schon genau sehen wie die Anlage aufgebaut und in die Fertigung integriert ist. Als ich bei einem Besuch des Unternehmens auch die Fertigungstiefe gesehen habe und wie dort gearbeitet wird, traute ich es Rösler zu, diese Aufgabe optimal zu lösen“, begründet Frank Koch die Entscheidung.
Bedarfsgerecht angepasste Konstruktion
Die völlig neu konzipierte Motorblockstrahlanlage RMBS 1-842 kommt einerseits für das Entsanden des größten Zylinderkurbelgehäuses zum Einsatz. Andererseits werden damit alle Motorblockvarianten mit einem Gewicht zwischen einer und fünf Tonnen nach dem Putzen gestrahlt und bei Bedarf entzundert. „Die teile- und aufgabenspezifischen Strahlprogramme sind in der Anlagensteuerung hinterlegt, was für den gewünschten vollautomatischen Betrieb sorgt. Es können 99 Programme gespeichert werden, die Auswahl erfolgt durch einen Mitarbeiter manuell. Die Anlage ist ausgelegt für die Bearbeitung von rund 90 Motorblöcken täglich im Dreischichtbetrieb. Damit haben wir unsere Strahlkapazität praktisch verdoppelt“, erklärt Frank Koch.
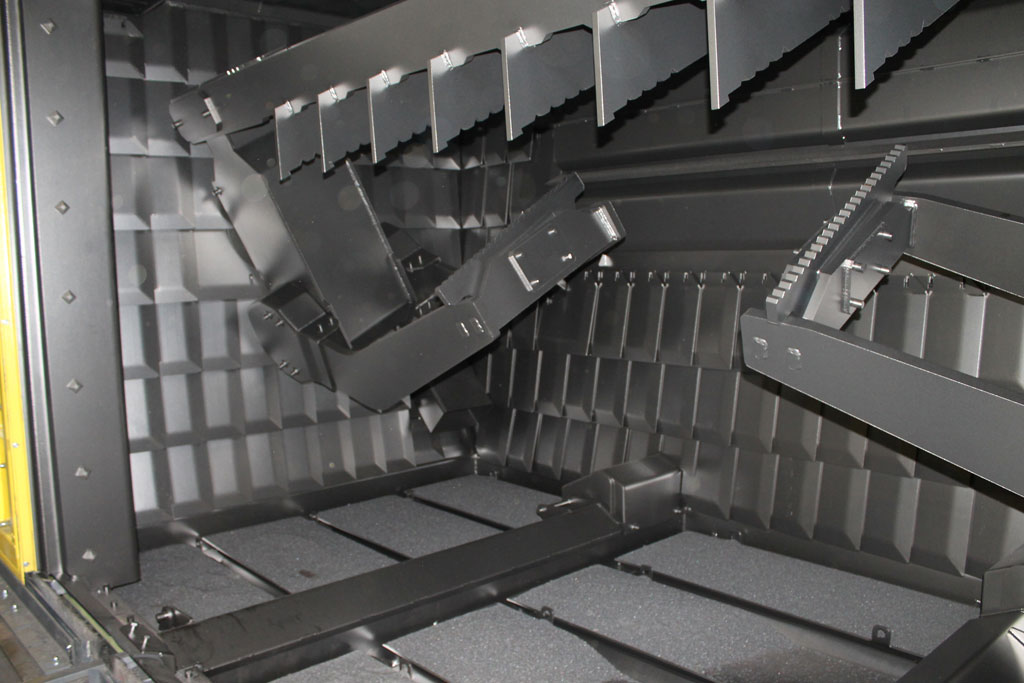
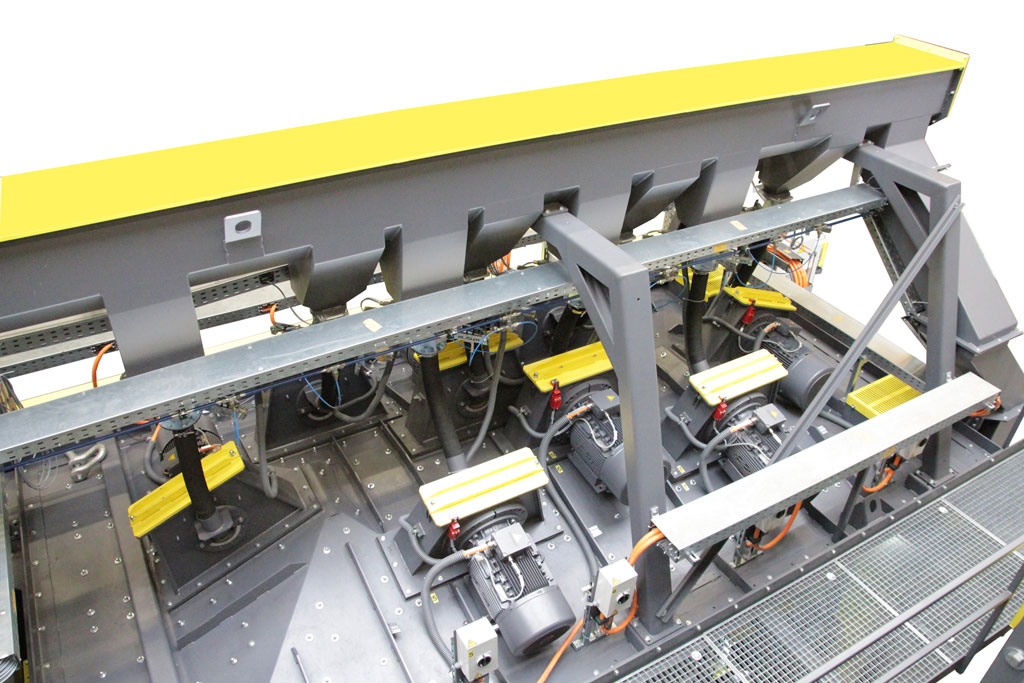
Die RMBS von Gienanth verfügt über acht Hochleistungsturbinen EVO 38 mit einem Strahldurchmesser von 40 Zentimetern und 30 kW Antriebsleistung, die auf dem Dach der Strahlkammer platziert sind. Der Strahlmitteldurchsatz liegt bei 350 kg pro Minute und Turbine. Die Position der Turbinen wurde durch Simulation ermittelt. Dies gewährleistet, dass alle Bereiche der Zylinderkurbelgehäuse inklusive der Stirnflächen gleichmäßig gestrahlt werden. Um den Verschleiß der aus 10 mm starkem Manganstahl gefertigten und mit auswechselbaren 12 mm dicken Manganstahlplatten ausgekleideten Stahlkammer so gering wie möglich zu halten und den Energieverbrauch zu reduzieren, können die äußersten Turbinen beim Strahlen kleinerer Werkstücke abgeschaltet werden. Alle Turbinen sind darüber hinaus mit Muschelschiebern ausgestattet. Die Strahlmittelzufuhr lässt sich dadurch für jedes Zylinderkurbelgehäuse und jede Strahlaufgabe teilespezifisch anpassen: Wenn beispielsweise beim Entkernen zum Werkstückgewicht von fünf Tonnen noch etwa vier Tonnen Sand hinzukommen, beginnt der Strahlprozess mit zwei Turbinen, die anderen schalten sich je nach Strahlprogramm nach und nach automatisch zu. Dies sorgt dafür, dass der Sand „schichtweise“ abgetragen wird. Der integrierte Magnetseparator kann dadurch das anfallende Sand-/Strahlmittelgemisch in der erforderlichen Qualität – Restsandgehalt kleiner 0,20 Prozent – aufbereiten, ohne im Falle anderer Strahlaufgaben überdimensioniert zu sein.
Eine Besonderheit dieser RMBS 1-842 ist auch die in die Strahlkammer integrierte Freistrahleinrichtung, die von außen bedient wird. Dafür öffnen sich in der Strahlkammer zwei Klappen, durch die eine Freistrahllanze eingeführt werden kann. Gleichzeitig geben zwei Sichtfenster den Blick auf den beleuchteten Motorblock frei, so dass der Mitarbeiter genau sieht, wo er strahlt. Über ein Bedienpult kann er den Motorblock in die erforderliche Position bringen.
Drehen und Pendeln während des Strahlprozesses
Herzstück der Anlage ist eine speziell entwickelte Manipulatorzange mit zwei Greifern. Sie ermöglicht die Bearbeitung eines großen oder zwei kleinerer Kurbelgehäuse.
Für den Strahlprozess werden die Motorblöcke vom Hallenkran auf einer Rollenbahn abgelegt, die sie zur Anlage transportiert und dort automatisch an den Beladewagen übergibt. Dieser zentriert das Werkstück und platziert es exakt in der Strahlkammer, wo es von der Zange gegriffen und fest eingespannt wird. Sobald die Strahlkammer geschlossen ist, rotiert die Zange den Motorblock kontrolliert unter dem Strahl der Turbinen. Ein Pendeln des Werkstückes ist ebenfalls möglich und trägt insbesondere bei kleineren Motorblöcken zum optimalen Strahlergebnis bei. Nach der definierten Strahlzeit, schaltet die Strahlmittelzufuhr automatisch ab. Das Werkstück dreht danach für zirka 10 Sekunden weiter, um Reststrahlmittel zu entfernen. Anschließend holt der Beladewagen das Teil aus der Strahlkammer und setzt es auf dem Rollenförderer ab, der es zur nächsten Bearbeitungsstation bringt. Die Taktzeiten liegen je nach Programm zwischen 12 und 20 Minuten.
„Wir sind nicht nur mit dem Strahlergebnis sehr zufrieden, sondern mit der gesamten Projektabwicklung. Die Zusammenarbeit war und ist sehr gut“, merkt Frank Koch abschließend an.
×

{kind=link}
{kind=link}