
VON PATRICK REICHEN, UZWIL, SCHWEIZ
Mit der Forderung nach höherer Effizienz und Nachhaltigkeit stellen sich aber auch an den Druckgießer ganz neue, bislang nicht bekannte Anforderungen nicht zuletzt um den Gießprozess zu beherrschen und die geforderten Qualitäten zu sichern. Insgesamt zeigt sich ein Trend hin zu komplexeren Bauteilen mit erhöhter Funktionalität und geringerem Teilegewicht bei reduzierten Kosten. Dazu werden verschiedene Lösungsansätze diskutiert.
Stichwort: Strukturbauteile
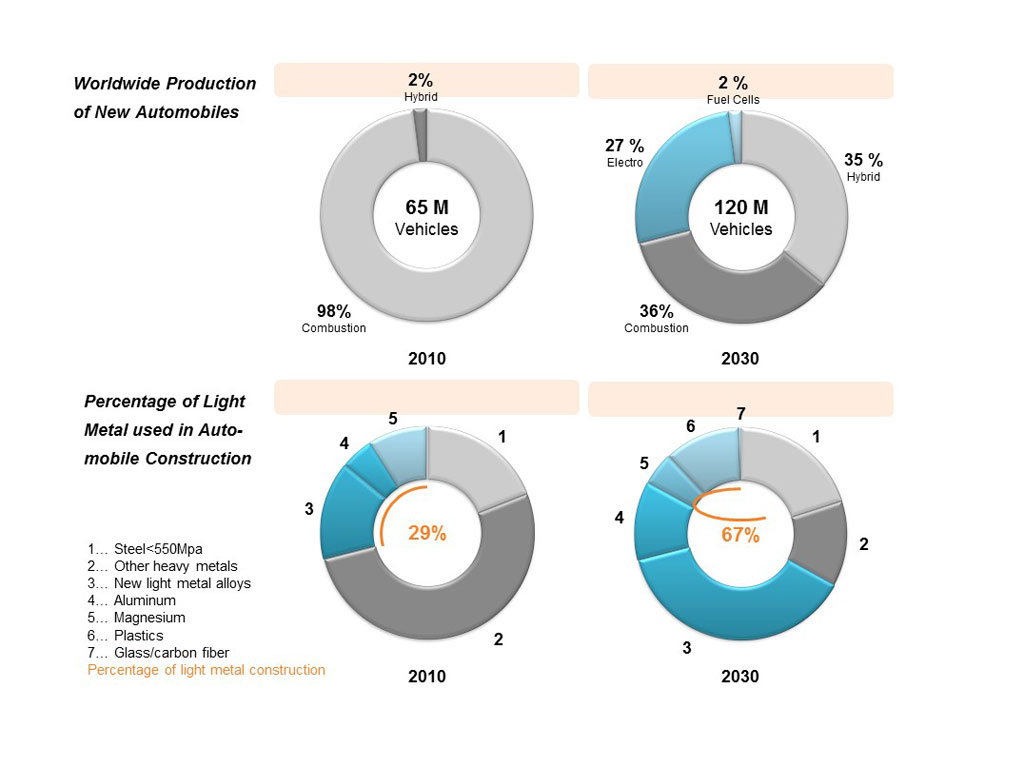
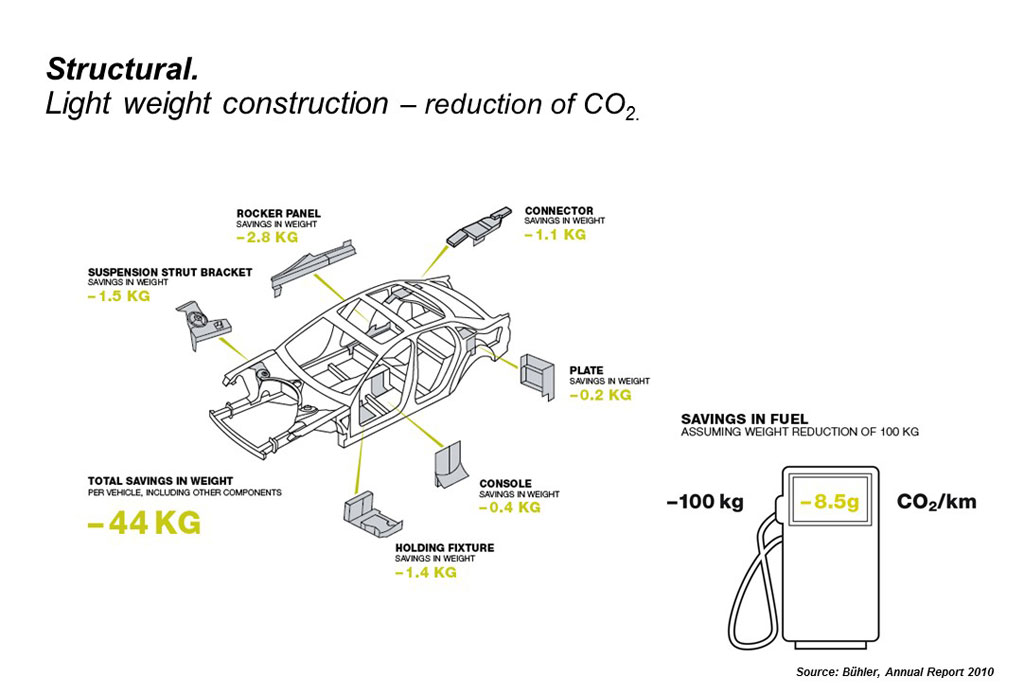
Neben der Substitution schwerer Werkstoffe wie Stahl durch Leichtmetalle trägt die Verwendung von Druckgussstrukturbauteilen dazu bei, im Automobilbau Gewicht zu reduzieren (Bild 2). So lassen sich wirkungsvoll der Kraftstoffverbrauch und in Folge die CO2-Emissionen senken. Doch nicht nur mit Benzin oder Diesel betriebene Fahrzeuge profitieren vom Leichtbau, sondern auch solche mit rein elektrischem oder Hybridantrieb: Batterien und zusätzliche Antriebselemente wie Elektromotoren erhöhen das Gewicht, was durch einen konsequenten Leichtbau der Karosserie ausgeglichen werden kann. Strukturbauteile aus Aluminiumdruckguss erweitern hierbei die Möglichkeiten entscheidend. Sie spielen schon heute eine immer entscheidende Rolle bei der Konstruktion neuer Fahrzeuge und werden dies auch in Zukunft tun.
Hohe Anforderungen
Die Anforderungen an solche Bauteile sind hoch: Insbesondere die tragenden Strukturen der Karosserie müssen hohen dynamischen Beanspruchungen standhalten und den Anforderungen der Fahrzeughersteller in punkto Crash-Sicherheit und Verbindungstechnik erfüllen. Hierfür muss ein konstanter, auf hohem Niveau gleichbleibender Prozess implementiert werden. Nur so können die hohen mechanischen Kennwerte zuverlässig eingehalten werden. Schweißen, Clinchen und Kleben muss bei Strukturbauteilen außerdem problemlos möglich sein. Trotz strikter Anforderungen der Automobilhersteller muss die Produktion kosteneffizient erfolgen. Dabei ist die gesamte Prozesskette des Druckgießens – von der Auswahl und Behandlung des Schmelzguts über die Formauslegung und Gießtechnologie bis zur eindeutigen Kennzeichnung jedes einzelnen Gussteils in enge Grenzen zu führen und zu überwachen.
Der richtige Prozess, die richtige Anlagentechnik
Strukturbauteile vereinen die Funktion einer Vielzahl von Blechteilen und reduzieren somit die Komplexität im Karosseriebau. Durch die Integration vieler Bauteile zu einem Gussstück werden diese jedoch immer größer und komplexer. Um ihr Gewicht zu minimieren, werden zudem die Wandstärken von derzeit 2,5 bis 3 mm auf künftig weniger als 2,0 mm reduziert und nur noch lokal der jeweiligen Beanspruchung entsprechend verstärkt. Entscheidend für eine gesicherte Produktion solcher Bauteile ist damit ein adäquater Prozess auf dafür spezifizierten Maschinen und Anlagen.
Noch dünnere Wandstärken bedingen noch kürzere Formfüllzeiten; noch größere Gussstücke mit langen Fließwegen für das flüssige Metall bedingen sehr steif dimensionierte Schließeinheiten. Um diese Aufgaben zu erfüllen, werden sehr leistungsfähige und hochdynamische Gießaggregate mit einer geringen Streuung der Prozessparameter benötigt. Hydraulische Spannzylinder direkt an den Säulen erlauben dabei die individuelle Spannung jeder Säule und damit eine homogene Schließkraftverteilung. Dies führt zu weniger Gratbildung und damit zu einem geringeren Nachbearbeitungsaufwand. So werden stabile Prozessverhältnisse garantiert. Die Regelung des Gießprozesses in Echtzeit sichert überdies eine außerordentlich hohe Reproduzierbarkeit über den gesamten Produktionsverlauf.
Dicht und frei von Turbulenzen
Um das für die Bauteileigenschaften im Guss bestimmende tiefe Vakuum in der Kavität zu erzielen, sind entsprechend ausgelegte Druckgießformen und eine leistungsfähige Formvakuumtechnik erforderlich. Dabei ist auch die Verschleißfestigkeit und thermische Isolation der Gießkammer entscheidend: Sie garantiert die Dichtheit des Vakuumsystems zwischen Gießkammer und Kolben und reduziert die Wärmeverluste des Schmelzgutes in der Gießkammer. Bei der Metalldosierung aus dem Dosierofen sind die Turbulenzen zu reduzieren. Nur so ist eine oxyd- und wasserstoffarme Schmelze in der Gießkammer für die nächste Formfüllung bereit.
Präzision in der Nachbehandlung
Neben dem Werkstoff selbst und dessen Schmelz- und Gießprozess müssen auch die Nachbearbeitung, Wärmebehandlung und Logistik der Bauteile in die Gesamtbetrachtung mit einbezogen werden. Fehler beim Trennstoffauftrag erhöhen die gasbedingte Porosität, was sich nachteilig auf die Schweißqualität auswirkt. Aus diesem Grund zeigt sich für solche Gussstücke ein deutlicher Trend zu Sprühkonzepten mit minimalem Trennstoffeinsatz. Dies erfordert jedoch ein angepasstes Temperierkonzept der Formeinsätze, um die Prozessenergie effizient abzuführen.
Insbesondere die Entformung und Entnahme des Abgusses und seine anschließende Abkühlung hat einen maßgeblichen Einfluss auf den Verzug. Die großen Dimensionen der Strukturbauteile stellen hierbei in der Massenfertigung eine neue Herausforderung dar: Die Bauteilentgratung in der Gießzelle bedingt große Entgratpressen und einen optimierten Materialfluss für das Gussstück sowie das Kreislaufmaterial. Ein falsch eingestellter Wärmebehandlungsprozess führt zu einem steigenden Produktionsausschuss, da die geforderten mechanischen Kennwerte nicht reproduzierbar erreicht werden.
Stichwort: Lost Core
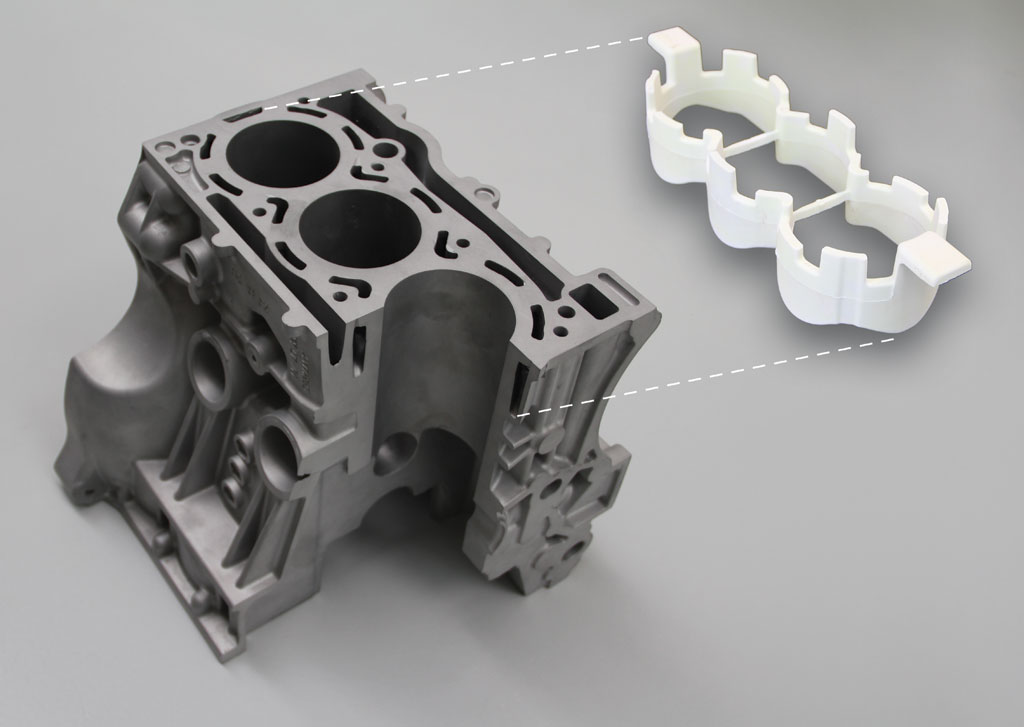
Mit einem seit Jahren durch Pioniere vorangetriebenen Verfahren mit verlorenem Kern – der sogenannten Lost Core-Technologie – werden die Möglichkeiten des Leichtbaus erweitert. Die innere Formgebung eines Gussteils kann noch komplexer gestaltet, auch geometrische Hinterschnitte können gefertigt werden. Dies ermöglicht ein bisher unbekanntes Teiledesign und eine noch höhere Funktionsintegration, wie sie beispielsweise für Zylinderkurbelgehäuse mit Closed Deck-Konstruktionen gefragt ist (Bild 3).
Bei diesem Verfahren wird der Wassermantel mit einem Salzkern gebildet, welcher später mit Wasser unter Hochdruck ausgespült wird. Der Einsatz von Salzkernen auf einer Druckgießmaschine ist unproblematisch, da das Salz im Gegensatz zu Sandkernen nicht abrasiv ist und somit keinen Verschleiß erzeugt. Auf diese Weise lassen sich auch Bauteile substituieren, die bisher im Kokillen- und Sandgießverfahren gefertigt wurden. Sie können mit Hilfe der Salzkerntechnologie nun noch wirtschaftlicher im Druckgießverfahren produziert werden. Druckgegossene Bauteile sind endkonturnah und erfordern weniger Nachbearbeitungsschritte.
Ein weiterer Vorteil der Lost Core Technologie ist die hervorragende Oberflächengüte der gegossenen Wand durch den Salzkern, vergleichbar mit der Rauheit eines Druckgussteils. Deshalb bietet sich Lost Core besonders für die Fertigung von Bauteilen zur Führung strömender Medien wie Wasser und Öl an. Mit Salz ausgesparte Aluminiumgussstücke weisen einen geringen Strömungswiderstand auf.
Bei der Herstellung des Salzkerns, der die innere Formgebung des Bauteils bestimmt, spielen die dafür geeignete Salzmischung und Prozessparameter die entscheidende Rolle. So wird die Stabilität des Kerns garantiert und gleichzeitig die anschließende Entkernung ermöglicht. Der Druckgießmaschinenhersteller wird damit zum eigentlichen Technologiepartner, der seine Kunden in der gesamten Prozesskette von der ersten Idee bis zur Produktionsreife unterstützt vom Teiledesign für die Salzkernapplikation bis zum Form- und Salzkernkonzept im Druckgießverfahren unterstützt.
Stichwort: Verbesserung der Ressourceneffizienz
Ein besonderes Augenmerk gilt dem Energie-und Materialeinsatz beim Druckgießen. Einen entscheidenden Einfluss darauf haben dabei die Gießform und das Gießsystem. Allein der Schmelz- und Warmhalteprozess verbraucht zwischen 50 und 70 % der im gesamten Prozess benötigten Energie. Zunächst wird also sehr viel Energie aufgewandt, um das Metall zu schmelzen und zu überhitzen um es kurz danach wieder in der Form zu erstarren, zu entnehmen und abzukühlen. Dabei ist das Temperierkonzept der Form entscheidend für die Abkühlzeit und damit die Zykluszeit des Gießprozesses. Insbesondere die klassische Oberflächenkühlung durch Sprühen mit wassermischbaren Formtrennstoffen beansprucht bis zu 50% des gesamten Zyklus und verbraucht damit Energie und Ressourcen.
Materialeinsatz reduzieren
Die Gestaltung des Gießsystems wiederum ist entscheidend für den Materialeinsatz. Dünnwandige Gussstücke beanspruchen für den Anguss anteilmäßig die größte Materialmenge. Diese muss wieder dem Schmelzprozess zugeführt werden was erneuten Energieeinsatz und gleichzeitig einen Materialverlust durch Krätze bedeutet. Die Wirtschaftlichkeit zwingt zu durchdachten Angusskonzepten, welche es erlauben, den Rücklaufanteil deutlich zu reduzieren. Dabei ist die konsequente Optimierung in einem frühen Stadium der Konzeption entscheidend für den nachhaltigen, wirtschaftlichen Erfolg.
Werkzeuge zur numerischen Simulation, mit denen sich präzisere und schnellere Füll- und Erstarrungssimulationen zur Festlegung von geeigneten Anguss-, Entlüftungs- und Kühlsystemen erstellen lassen, werden immer weiter entwickelt. Neben der Praxiserfahrung des Gießers werden diese Methoden in Zukunft an Bedeutung gewinnen. Dabei werden neben dem Werkstoff und dessen Erstarrungs- und Gießeigenschaften auch die Nachbearbeitung, Wärmebehandlung und Logistik der Gussstücke in die Gesamtbetrachtung einbezogen. Das Wissen über die einzelnen Prozessschritte und die damit verbundenen Auswirkungen auf Kosten und Funktion sollte in einer fundierten Ausbildung erlernt werden. Nur durch geschultes Fachpersonal lassen sich kostspielige Fehlläufe verhindern.
Stichwort: Erhöhung der Produktivität
Als wichtigste Gradmesser der Produktivität einer Gießzelle gelten ihre Verfügbarkeit sowie die Effektivität des Gießprozesses, sprich: die Anzahl der produzierten Gutteile pro Zeiteinheit. Doch wie lassen sich diese möglichst objektiv bestimmen? In der Industrie hat sich hierfür in der jüngeren Vergangenheit eine Berechnungsmethode empfohlen: Die OEE, sprich: Overall Equipment Efficiency oder anders gesagt der Vergleich zwischen der theoretisch möglichen Produktionsleistung einer Anlage und der tatsächlich erbrachten. Die OEE bestimmt sich aus dem Produkt von Verfügbarkeitsgrad (Betriebs- vs. Stillstandszeit), Leistungsgrad (theoretische Produktionsleistung vs. tatsächlicher) und Qualitätsgrad (Gut-Stücke vs. Ausschuss bzw. Nacharbeit) einer Anlage.
Besonders interessant dabei ist, dass in diese Berechnungsmethode die Performance der gesamten Gießzelle, also von Druckgießmaschine und Peripherie einfließt und dabei die Faktoren Zeit, Geschwindigkeit und Qualität sinnvoll und zuverlässig mitberücksichtigt werden. Die Zuverlässigkeit und Verfügbarkeit einzelner Komponenten ist deshalb weniger entscheidend für die Produktionsleistung der Druckgießzelle. Sie wird vielmehr bestimmt durch das schwächste Glied und das Zusammenspiel der einzelnen Komponenten und Teilprozesse der Produktionskette. Eine saubere Anbindung aller prozessrelevanten Komponenten ist der Schlüssel für eine unterbrechungsfreie und entsprechend wirtschaftliche Produktion.
Gezielte Optimierung
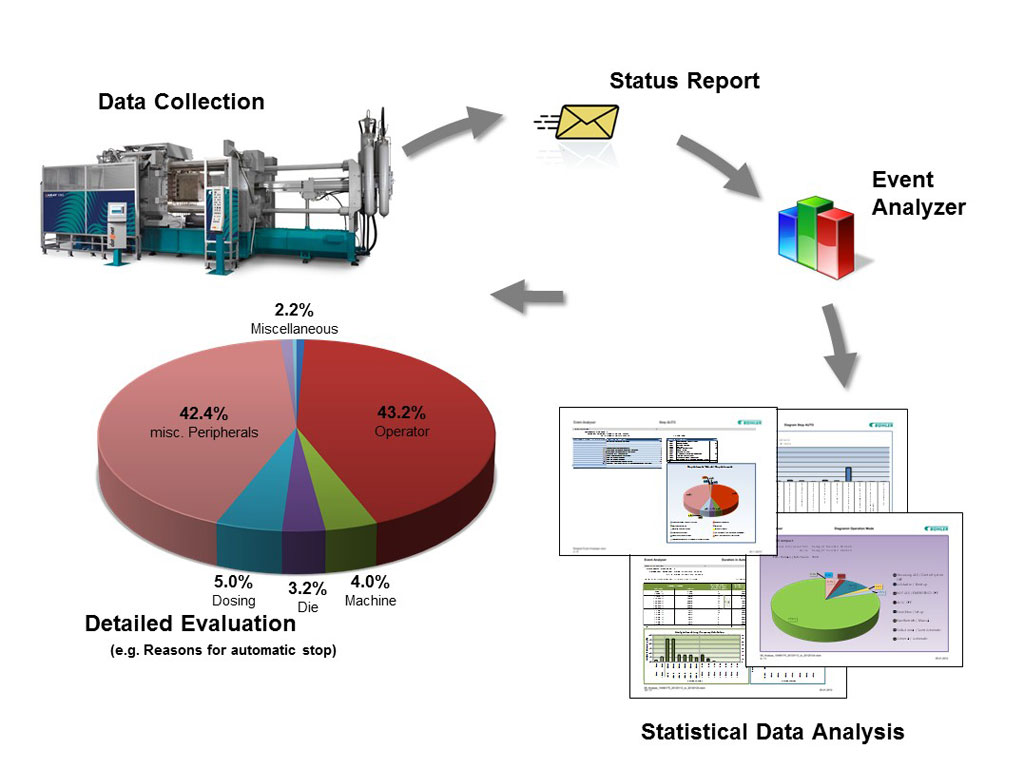
Die Zellensteuerung der heutigen Druckgießmaschine integriert sämtliche am Prozess begleitende Aktivitäten der Anlagenperipherie in die Überwachung und Dokumentation des Prozesses. Durch Schnittstellen zu übergeordneten Systemen können die erfassten Daten zentral gesammelt, analysiert und langfristig gesichert werden. Darüber hinaus unterstützen sie mit einem ausgeklügelten Diagnosesystem den Bediener bei der Optimierung des gesamten Gießprozesses und damit die OEE. Die Steuerung protokolliert wichtige Informationen zum Betriebszustand der Maschine und der Peripherie und alle aufgetretenen Alarme. Diese Protokolle sollten anschließend auch zur kontinuierlichen Prozessverbesserung und zum Verständnis der häufigsten Fehlerursachen aktiv genutzt werden. Mit spezialisierten Softwarepaketen, wie z. B. dem Bühler-Event Analyzer, lassen sich dann bei Bedarf die Daten auswerten (Bild 4). Stillstandszeiten können den jeweiligen Alarmen zugeordnet und so Fehler im Prozess identifiziert werden. Für die Gießerei ein entscheidender Vorteil: Sie kann so die Produktivität und Qualität ihres Gießprozesses gezielt verbessern und somit die Wirtschaftlichkeit steigern.
Fazit
Mit neuen innovativen Konzepten und deren konsequenter Umsetzung gepaart mit dem bestehenden Fachwissen lassen sich die zukünftigen Herausforderungen an das Druckgießen gut erfüllen. Diese ergeben sich insbesondere aus der Forderung nach Gewichtsreduktion, erweiterten Bauteilefunktionalitäten sowie der Verbesserung der Ressourcen- und Kosteneffizienz der zu produzierenden Gussteile. Maschinenkonzepte und Technologien hierfür werden kontinuierlich weiterentwickelt. Gefordert ist aber auch ein Umdenken in den Gießereien, die mit veränderten Prozessbedingungen konfrontiert sind. Um Bauteile von höchster Qualität kosteneffizient herzustellen, müssen deshalb alle Maßnahmen individuell auf die Erfordernisse des Gussstücks und den jeweiligen Produktionsprozess abgestimmt werden. Als global agierendes Technologieunternehmen steht Bühler hierfür mit seinem Know-how und qualifiziertem Personal als Partner bereit.
Dr. Patrick Reichen, Project Manager R&D, Bühler AG Die Casting, Uzwil, Schweiz
×

{kind=link}
{kind=link}
{kind=link}
{kind=link}