

When crane systems and lifting gear with a load capacity of 80 kg to 120 t are constructed, the surface also needs to be perfect. ABUS, one of the most important European manufacturers of indoor cranes, erected a completely new plant in Gummersbach and works there since 2019 with AGTOS shot blast machines. These embody special functions and have been adapted to meet high ergonomic and safety requirements.
Michael Wirths, Component Plant Manager at ABUS, related how this cooperation with AGTOS came about. “Our contact with AGTOS arose in the early 2000s in relation to spare parts for the Schlick shot blast machines we then operated. We were very pleased with the cooperation, as AGTOS had speedy response times and offered excellent service. For us, it was apparent that AGTOS would also be the company to approach when it came to new investments. Cooperation in the project was marked by a spirit of partnership, commencing with the definition of requirements, compilation of a specification and the offer and continuing through explanations and speedy consideration of change requests. Design changes were also realised efficiently by AGTOS Project Managers U. Wietkamp (Design) and Christian Remmes (Sales). We were very impressed by the project work”.
Special features of both shot blast machines
Both shot blast machines are installed on vibration isolation mats that reduce vibration and noise. The two machines are also equipped with a generously dimensioned Type TP 1500 touchpanel to ensure that personnel enjoy optimum operating conditions. Swivel arms facilitate flexible positioning, contributing to optimum machine operation. Batches are recorded through barcodes, triggering the appropriate predefined blasting program in each case.
Maintenance hatches and doors were enlarged, adapting them to ABUS requirements with regard to ergonomics.
In the event of a service assignment inside the blasting cabin, the dedusting system which normally leads to the associated cartridge filter switches to indoor extraction. The advantage here is that additional mobile extraction units can be dispensed with. Nevertheless, the filter systems are equipped with fire detection equipment and extinguishers. The performance of filter systems is set to separation efficiency levels far lower than statutory requirements.
The first wire mesh conveyor shot blast machine delivered was used for processing flame-cut blanks for single-track crane trolleys. Blasting in this case achieves optimum cleaning of the parts prior to welding. Rust and scale need to be effectively removed through blasting to achieve high-grade weld quality. The welding process is followed by coating with waterborne or 2-component paint, depending on customer requirements and wishes.
AGTOS wire mesh conveyor shot blast machine features
Wire mesh conveyor shot blast machines are, essentially, extremely flexible in terms of their use. The fact that workpieces are simultaneously shot blasted from above and below considerably broadens the spectrum of workpieces that can be processed. The machines are used for applications such as deburring, descaling and cleaning of cast and laser-cut parts.
The AGTOS wire mesh conveyor shot blast machine operating process
Automatic workpiece detection upstream of the inlet sluice starts the needs-based abrasive supply to the four active AGTOS high-performance turbines. These are equipped with 11.0 kW motors at ABUS, enabling the achievement of blasting speeds of up to 2.0 m/min.
Workpiece detection ensures that shot blasting only occurs when the workpieces are in the shot blasting area. This reduces the stress on wear parts in the machine and saves energy. The inlet sluice is equipped with wear-resistant rubber curtains for sealing purposes. Workpieces that have passed through the shot blasting zone move to a blower unit. Abrasive remaining on the workpiece surface is removed here and fed back into the abrasive circuit.
The abrasive keeps circulating and is cleaned for continuous use. Cleaning is realised in a special air separation system. It cascades here over an edge, while a finely adjustable air flow is fed through at the same time. This is generated by the cartridge filter system fan. It guides the fines to the impact separator where coarser particles are separated. The abrasive continues to the cartridge filter system which eliminates undersized particles and dust. An abrasive dosing device is used to convey the cleaned abrasive from the storage hopper to the high-performance turbines.
Christopher Fritz Dietrich, Project Engineer for factory planning and organisation, emphasises the compact design of the machine, a feature not available in this form from other manufacturers. ABUS placed particular importance on a few special features, including installation of a perspex safety pane on the working platform to protect any worker on the platform from a crane passing close by. In addition to hearing the noise of the approaching crane, the worker can also see it.
Dietrich is impressed. “The blasting performance exceeded the demands stipulated by us in the specification, enabling an expansion in the product range”.
The most recently delivered AGTOS system, a roller conveyor blast machine, blasts undercarriage supports for travelling cranes. Points of particular importance to ABUS in the first project were implemented here from the outset.
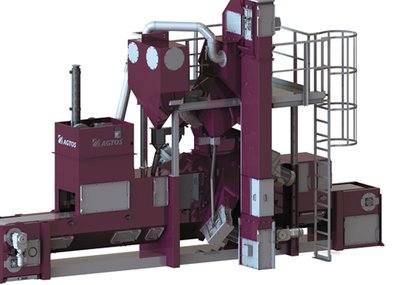
AGTOS roller conveyor blast machine features
This machine type is used for descaling and rust removal on sections/profiles and sheet metal. The rollers convey the deposited workpieces through the blasting chamber and upstream brush blower unit. The machines can be integrated in production lines with sawing, drilling, blasting and conservation stations.
The AGTOS roller conveyor blast machine operating process
The workpieces actuate the switching threshold upstream of the inlet sluice for the automatic abrasive supply of the high-performance turbines. This also ensures that shot blasting in this machine only occurs when the workpieces are in the shot blasting area. The machine at ABUS has four high-performance turbines, each with a drive power of 15.0 kW. This ensures that a high blasting speed can also be achieved with this machine.
The inlet sluice is equipped with wear-resistant rubber curtains and other sealing elements for sealing purposes. Workpieces that have passed through the blasting zone move to a combined brush blower unit. Abrasive remaining on the workpiece surface is fed back here into the abrasive circuit. Cleaning of the abrasive is also achieved through an air separation system on this machine.
The unique feature of this machine is the brush station. As workpieces with differing heights are processed on this blast machine, the cleaning brush also has bristles of differing lengths to follow the individual profiles of workpieces. This ensures that the bristles are not pressed down too far during lowering in the case of taller workpieces, as this would accelerate wear. This measure also ensures the efficiency of the process. The workpieces are also cleaned using a blower unit.
A further detail is the maintenance platform tailored to special customer requirements. It improves accessing during service assignments.
The quality of the blasting process on both machines is assured through abrasive analyses conducted by AGTOS. Cycles are initially shorter, being extended as experience is gained and the machines are run in. The operating mix is analysed and compared with previous values. What is important in this context is checking to see if too many fines are present, as these contribute significantly to wear inside the machine. Conversely, consistent quantities of coarse particles are necessary for the blasting performance, and consistent quantities of fine particles for the blasting overlap. A consistent operating mix achieves the consistent blasting performance desired and an efficient process.
Maintenance is achieved with the support of a plan compiled by ABUS that, simply and clearly, depicts the steps to be realised and confirmation notations provided by personnel.
Positive collaboration and a coherent service concept bode well for future cooperation between ABUS Kransysteme GmbH and AGTOS.
Please note the following: Please write AGTOS in uppercase letters, as it is an abbreviation for A Gesellschaft für Technische Oberflächen Systeme.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}