

Dotson Iron Castings was recently awarded the Plant Engineering Award from the American Foundry Society (AFS). The Engineering Division of AFS presents the award based on an onsite audit covering the following selecton criteria:
- State of the Art
- Business KPI
- Supporting on-going operations
- Project planning
- Energy and environmental considerations
Dotson received the award based on the installation of the world’s first sand, clay and carbon reclamation system. The installation has resulted in improved surface finish, a reduction in the microstructure de-carb layer, a reduction in clay and new sand additions by 60% and 70% respectively, improved green sand stability by 42%, as well as the foundry measuring at less than ½ of the silica requirements for PEL.
Jean Bye, President/CEO stated, “Congratulations to our team for making both of these awards happen – it is their dedication to advancing with innovation at Dotson that not only sets us apart as an industry leader but helps us better support our customers. I am proud of our team and thank AFS for its recognition.”
In addition to the Plant Engineering award, Dotson also received an Outstanding Achievement award. The award was received for a casting conversion, which has resulted in nearly $100,000 in savings for the customer! The trip arm casting was converted from a five-piece fabrication used for tillage equipment.
Outstanding Achievement Award Overview
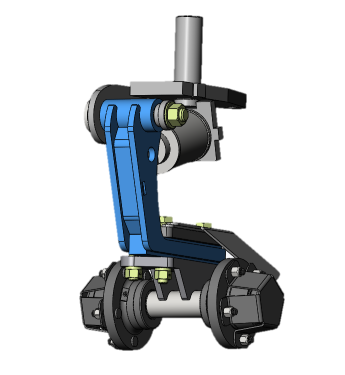
Trip Arm:
- Material: Ductile Iron 80-55-06
- Process: Horizontally-parted green sand
- Weight: 23 lbs.
- Dimensions: 12 x 12 x 3 in.
- Application: Agriculture
- Customer: Summers Manufacturing
This ductile iron casting was converted from a five-piece fabrication for use in a tillage tool. The trip arm absorbs shocks as discs hit obstructions in fields.
Converting to a casting allowed engineers at Summers Manufacturing to add material to high-stress areas and remove material from less critical areas. A feature was added for retaining the pin and roll pin, elimination a bushing in the fabricated part. It also improved fit-up during assembly and enhanced overall appearance of the machine.
Dotson’s customer saved nearly $100,000 and more than 3,000 employee hours annually.
Case Study in Casting Conversions
When Summers Manufacturing (Devils Lake, ND), came out with the new VRT Renegade, they partnered with Dotson Iron Castings to help convert the Trip Arm from a 5-piece fabrication to a single-piece casting.
The Machine
Summers VRT Renegade is the most versatile tillage tool on the market today. Controlled by an iPad, operators can adjust the blade angle, tillage depth, gauge wheels and down pressure on the fly. Unlike the competition’s rubber torsion style blade trip mechanism, Summers developed a disk trip system that uses a urethane bump stop to support the Trip Arm.
Fabrication
The 5-piece fabrication was very labor intensive to manufacture. The process included laser cutting, saw cutting, welding, drilling and machining. Summers estimated 1.5 man-hours per fabrication. With annual usage at 2,000 it would take 1 ½ full-time employees to keep up to demand.
Design State
There was a significant amount of collaboration between engineering teams during the design stage. Strength was a major consideration as the Trip Arm sees impact forces when the disc blades hit rocks or other obstructions in the field.
Lightener pockets were added to take out weight and cost. The final design required four cores per casting.
Advantages
- By converting to a casting, the engineers at Summers were able to add material to high stress areas and remove material from less critical areas
- A feature was added to the casting for retaining the pin and roll pin, allowing Summers to eliminate a bushing that was installed for wear in the fabricated part
- The consistency of the casting improved the fit-up during assembly and the casting also enhanced the overall appearance of the machine
Challenges
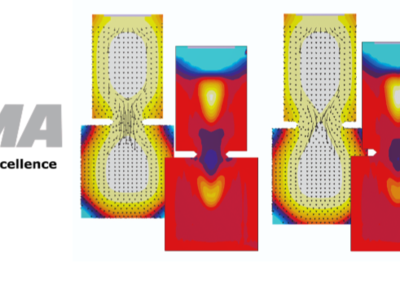
Initial Magma simulations revealed numerous isolated sections that would require feed metal and / or modifications to section thickness in order to produce a sound casting.
Gating Systems
After a few tweaks to the casting design and numerous gating system iterations, a very compact gating design resulted in zero porosity predicted in the castings. Castings sectioned during the start-up confirmed that they were porosity free. Yield is 60%.
Tooling
Once the gating system was proven out, new redboard tooling was CNC machined including a core mask so all 8 cores and the filter could be set at the same time. The gating system was 3D printed using high impact PLA filament.
Complications
Shortly after the castings were in production, Summers had a couple castings that cracked in the field. It was less than1%, but the engineers at Summers were quick to address the issue.
Solution
FEA results indicated adding a small amount of material in the area of the fracture would provide the additional strength needed. Dotson used 3D printed cores to prove out the change. Once testing was complete, the tooling was permanently modified.
Casting Process
- 2-on, 20x24 pattern, green sand horizontal molding
- Two multi-cavity core boxes, vertical cold box
- 8 cores and 1 filter in each mold
- Cores and filter set simultaneously with automated core setter
- Molds poured on automatic pouring lines
- Castings ground on CNC grinding machines and finished in-house on Makino horizontal milling centers.
Summary
Dotson used the latest technology and automation during the start-up and production of this fabrication conversion. Summers gained several advantages over the fabrication and nearly $100,000 in annual savings. In addition, they now have over 3,000 employee hours that can be assigned to other tasks.







{kind=link}
{kind=link}