
Kurzfassung: Erläuterung der Entwicklungsmethode, des Wertes und der Leistungsergebnisse für die neueste Generation, der in die Kernschießmaschine integrierten Hocheffizienzheizung, sowie einer Finite-Elemente-Methode (FEM), zur Verbesserung der Leistung des integrierten Konstruktionskonzepts.
Die Resultate zeigen, dass bedeutende Ergebnisse bei der Verbesserung der Aushärtungseffizienz in der Kernherstellung, der Reduzierung des Energieverbrauchs und der Einsparung von Katalysatormaterial erzielt wurden.
1. Einführung
Der Gasgenerator (einschließlich Gasheizung, abgekürzt als Heizung) der traditionellen Kernschießmaschine, die in der Gießereiindustrie weit verbreitet ist, wird in der Regel getrennt von der Maschine installiert. Seine Hauptfunktion ist es, Hochtemperaturgas oder katalytisches Gas durch Schläuche oder Rohrleitungen zur Begasungshaube und zum Kernkasten zu leiten, was zur Aushärtung des Sandkerns führt.
Basierend auf der Erforschung des anorganischen und organischen Kernhärtungsprozesses ist die Verbesserung der Fähigkeit der Heizung, kontinuierlich Hochtemperaturgas zu liefern, eine bekannte Herausforderung. Unter Berücksichtigung des Status quo und der damit verbundenen Probleme kann die Entwicklung von Hochleistungsheizungen zu Effizienz- und Energieeinsparungen auf hohem Niveau führen.
Mit der aktuellen Technologie hat das Hochtemperaturgas einen langen Transportabstand, einen großen Temperaturverlust (bis zu 60% oder mehr), einen hohen Energieverbrauch und eine schlechte Stabilität. Insbesondere unter den Bedingungen des anorganischen Aushärtungsprozesses kann die Temperatur nicht garantiert werden, was zu einem geringen Aushärtungsgrad und hohem Energieverbrauch führt.
2. Statusanalyse
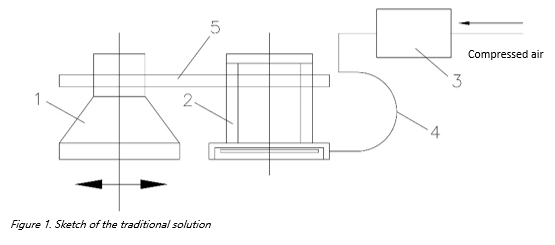
Das schematische Diagramm, der traditionellen Lösung, ist in Abbildung 1 dargestellt. Es zeigt den Aufbau der oberen beweglichen Baugruppen in der Kernschießmaschine. Die Heizung wird so nah wie möglich an die Kernschießmaschine positioniert, die Heizung wird vorzugsweise am oberen Maschinenrahmen befestigt. Die heiße Luft oder das katalytische Gas wird unter einem vorgegebenen Druck an die Begasungshaube geliefert, was zur Aushärtung des Sandkernes führt.
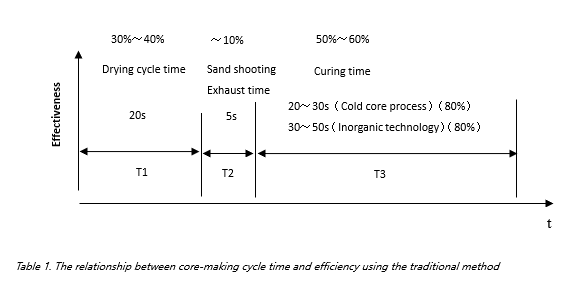
Für die Analyse der Zykluszeit, des Kernherstellungsprozesses, verwenden wir als Beispiel die Zykluszeit einer 40L Kernschießmaschine; siehe Tabelle 1.
Die Kernherstellungszeit T setzt sich aus T1+T2+T3 zusammen, wobei allein für die Aushärtung des Sandkerns etwa 50%~60% der Kernherstellungszeit benötigt wird. Die traditionelle Kernherstellungseffizienz liegt bei der Coldbox Technologie bei etwa 50-60 Schuss/h und bei 40-50 Schuss/h bei der anorganischen Technologie.
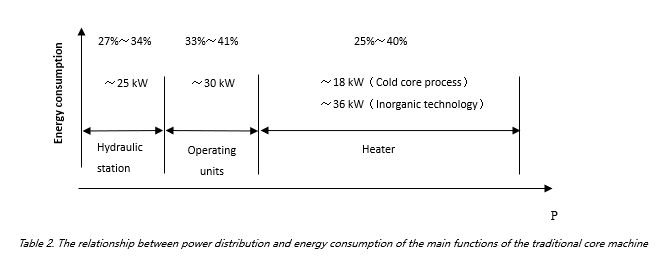
Am Beispiel einer 40 Liter Kernschießmaschine erfolgt die Analyse zum Leistungsbedarf durch die verschiedenen Anlagenkomponenten, siehe Tabelle 2.
Die wichtigsten funktionellen Energieverbräuche an der Kernschießmaschine sind auf das Hydraulikaggregat (Druckerzeugung), die Betriebseinheiten und die Heizelemente aufgeteilt. Unter diesen machen die Heizgeräte etwa 25%~40% aus. Kombiniert mit den Daten der vorherigen Auswertung beträgt der Energieverbrauch (im Coldbox-Prozess), gemessen an der traditionellen Kernschießmaschine, etwa 0,009 kWh je kg Kerngewicht.
3. Integrierte Lösung
3.1 Nach der obigen Analyse macht die Aushärtezeit 60% des gesamten Kernherstellungszyklus aus, und der Energieverbrauch macht 40% aus. Die Frage, wie das Design integriert werden kann, wird der Ausgangspunkt für die Lösung des Effizienz- und Verbrauchsproblems sein.
- Die Aufgabe der Integration des Heizgeräts umfasst in erster Linie die strukturelle und die funktionelle Integration.
- Strukturelle Integration: Der Heizer ist in die Begasungshaube der Kernschießmaschine integriert.
- Funktionale Integration: Der Heizer und die Zerstäubung des Katalysators, für den Coldbox-Prozess, werden funktionell integriert.
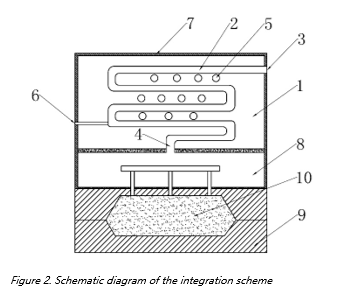
- Die schematische Darstellung der funktionellen Integration, siehe Abbildung 2.
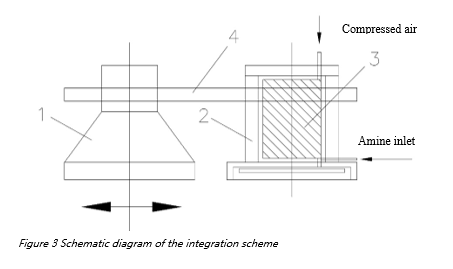
- Die schematische Darstellung, der integrierten Lösung, siehe Abbildung 3.
Verglichen mit der traditionellen Lösung sind die Komponenten gleich, mit dem entscheidenden Unterschied, die Heizung ist mit der Begasungshaube unmittelbar verbunden, wodurch der traditionelle Verbindungsschlauch entfällt.
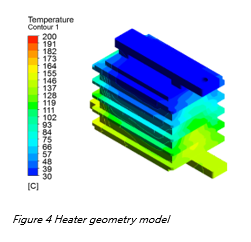
3.2 Entsprechend der aktuellen Struktur des funktionalen Schlüsselbauteils des Erhitzers, werden seine physikalische Form und das geometrische Modell des Fluidkanalbereichs vorverarbeitet, und der Strömungs- und Wärmeaustauschprozess des Erhitzers wird entsprechend den Betriebsbedingungen des Erhitzers simuliert und analysiert.
1) Das dreidimensionale Strömungsbahndiagramm des Gases im Heizkanal und das Kernflächendiagramm des Luftströmungswirbels werden durch Simulation erhalten, und die durch Simulation erhaltene Reynoldszahl des Lufteinlasses liegt innerhalb der Stufe "starke Turbulenz".
2) Der Erhitzer ist so ausgelegt, dass das Gas gleichzeitig von beide Seiten in Strömungskanälen eingeleitet wird. Da die geometrische Struktur der Kanäle symmetrisch ähnlich ist, weist die Gasströmung in den beiden Sätzen von Strömungskanälen ebenfalls ein symmetrisch verteiltes Strömungsmuster auf.
3) Aus dem schematischen Diagramm ist ersichtlich, dass innerhalb der Strömungskanäle des Erhitzers der Gasströmungszustand in den meisten Bereichen eine turbulente Wirbelströmung ist, so dass die Heiz- und Wärmeaustauscheffizienz des Erhitzers relativ hoch ist.
4) Die serpentinenförmig gekrümmten Strömungskanäle in den verschiedenen Schichten des Erhitzers sind durch das vertikale Rohr miteinander verbunden. Aufgrund der geringen Größe des Rundrohrs wird die Beschleunigung der Gasströmung durch die konstante Skalierung der Rohrgröße im Erhitzer erreicht, wodurch der Wärmeaustauscheffekt bis zu einem gewissen Grad verstärkt wird.
5) Vom oberen Einlass des Erhitzers bis zum unteren Auslass ist der Temperaturanstieg des Gases relativ stabil und kontinuierlich. Dies deutet darauf hin, dass beim Betrieb des Heizstabs der Heizmantel und das Gas in der Nähe der Grenzschicht nahe der Wand des Strömungskanals effektiv erwärmt werden und der Wirbel im Krümmungsbereich den Wärmeaustausch des Gases verstärkt. Der Temperaturanstieg des Hauptstroms im glatten geraden Kanal hängt in erster Linie vom Wärmezustand der Moleküle ab.
4 Ergebnisse von Produktionstests und Verifizierung
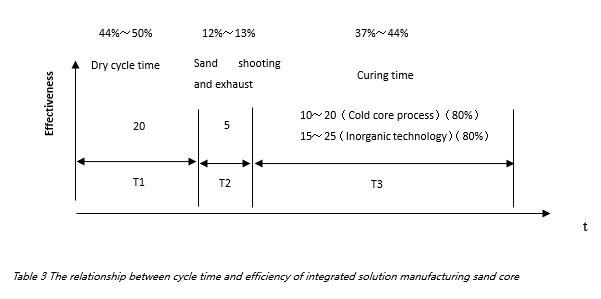
4.1 Durch die Anwendung der integrierten Lösung wird Aufgrund der Erhöhung der Begasungstemperatur und der damit kontinuierlichen Verkürzung die Aushärtezeit der Begasungszyklus erheblich verkürzt, wodurch die Effizienz der Kernherstellung verbessert wird. (Siehe Tabelle 3).
Der prozentuale Anteil der Sandkernhärtung im Kernherstellungszyklus wird von 50%~60% auf etwa 37%~44% reduziert, und die Kernherstellungseffizienz der integrierten Lösung wird auf etwa 90-100 Schuss/h (Coldbox Prozess) und 80-90 Schuss/h (anorganischer Prozess) erhöht.
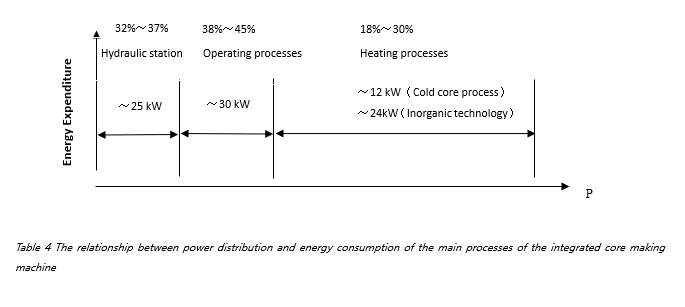
4.2 Durch den Wegfall der Hochtemperatur-Gasförderleitung wird der Wärmeverlust bei der Gastemperatur stark reduziert und die gleiche Einlasstemperatur an der Begasungshaube erreicht. Die eingestellte Temperatur des Heizelement-Integrationsschemas ist niedriger, die Ansprechzeit ist kürzer und der Anteil der Heizelementleistung wird ebenfalls von 25%~40% auf 18%~30% reduziert. Darüber hinaus wird der Energieverbrauch für die Aushärtung um mehr als 50% reduziert. (Siehe Tabelle 4).
Da der Erhitzer und die Katalysatorzerstäubung funktionell integriert sind, kann für den Coldbox Kernprozess, der Katalysator im zerstäubten Zustand dosiert eingespritzt werden. Die Effizienz der Katalysatorvergasung und der Ausnutzungsgrad werden verbessert, wodurch die Katalysatormenge reduziert wird. Es wird eine höhere katalytische Wirkung erzielt und damit die Aushärtungseffizienz wesentlich verbessert.
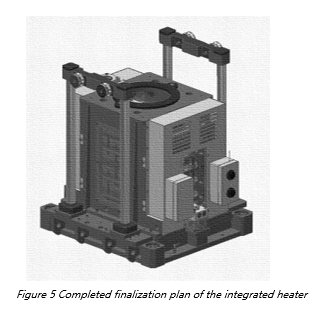
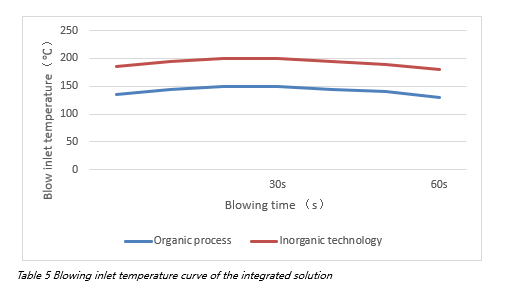
4.3 Die Abbildung 5 stellt die aktuelle konstruktive Lösung des integrierten Erhitzers dar, der bei der Verifizierung mit Produktionstests an der integrierten intelligenten Kernherstellungseinheit Mingzhi MiCC300 angewendet wurde. Nahezu 200.000 Sandkernformen wurden ohne Verfahrensfehler hergestellt. Die Einblastemperatur des organischen Prozesses kann bis 150℃ eingestellt werden. Die Einblaseinlasstemperatur des anorganischen Prozesses liegt über 200℃ (Einblasdruck 3 bar, Einblasstrom ca. 1200 l/min).
4.4 Tabelle 5 zeigt die Einblastemperaturkurve der integrierten Lösung. Während der gesamten hocheffizienten Aushärtungszeit (innerhalb von 30 s), zeigt die Einblastemperatur des integrierten Heizelements, eine verbesserte Fähigkeit konstant zu bleiben. Die Einblaseinlasstemperatur über 30 s zeigt einen Abwärtstrend mit einer Abnahme von etwa 5 %, was zeigt, dass die Wärmekapazität, die Heizleistung und andere Parameter des Heizelements gut ausgelegt sind und zu einer guten Leistung führen.
4.5 Prüfergebnisse siehe Tabelle 6
Die bei den Produktionstests gewonnenen Daten zeigen es deutlich: Bei einer Reduzierung des Wärmeverlustes um 50 % kann der Energieverbrauch effektiv um 50 % gesenkt werden, die Aushärtungseffizienz wird um 30 bis 50 % erhöht, die Katalysatormenge um 30 % reduziert und die Kosten für die Abgasreinigungsbehandlung sinken entsprechend (die Prozessluftmenge der Abgasanlage wird um 40 bis 50 % reduziert).
5. Schlussfolgerung
Diese Forschungsarbeit untersucht die hocheffiziente Begasungs- und Aushärtungstechnologie an der Kernschießmaschine. Es beinhaltet das Prinzip des Wärmeaustauschs, Prinzipien des Aushärtungsprozesses und fortschrittliche integrierte Konstruktionskonzepte. Es wurde ein digitales Finite-Elemente-Analysemodell eines Heizelements erstellt. Durch mehrdimensionale Analyse wird auch der fertige Heizer entwickelt.
Optimierte Designparameter verbunden mit der Quantifizierung durch Tests und der Verifizierung in der Produktion, des neu entwickelten integrierten Heizers, führen zu den folgenden Ergebnissen:
(1) Reduzierter Energieverbrauch um mehr als 30%.
(2) Reduzierung der Katalysatormenge um mehr als 30% im organischen Verfahren
(3) Steigerung der Heizungseffizienz um etwa 50%
(4) Reduzierung des Luftvolumens der Abgasbehandlung um mehr als 50% unter den organischen Prozessbedingungen
Für weitere Fragen oder Informationen: www.mingzhi-technology.com or www.mingzhi-technology.eu

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}