
The final quality of the metal casting is the results of a tremendous amount of controlled parameters inside the foundry workshop. On a daily basis, parameters such as pouring temperature, sand quality, molding conditions, etc. are leveraged by metal casters to balance quality versus the yield of production, which have usually an opposite trend.
The molding sand and the sand used for core making have a direct impact on the casting quality, and thus on the efficiency of production. The use of special sands has been widely spread to reduce sand fusion, metal penetration, and veining. Despite the high price, such product choices can generate significant savings in the foundry process, particularly referring to the lower scrap percentage as well as the shorter finishing time. On top of that, nowadays, health and environmental conditions are critical and have to be taken into consideration when the sand type is chosen.
Two Imerys’ sands, Kersand™ (AFS 60) & Durandal™ 60 (AFS 50) now used by sand casting foundries, appear to fulfill requirements in terms of refractoriness and thermal expansion, as well as in terms of supplying, and price condition stability. Those two products are similar, made with natural minerals with intrinsic high refractoriness and low thermal expansion. In addition, they are respirable crystalline silica free, and this over the several sand loops. The two sands are performing in all steel alloys, cast iron & copper alloy foundries and are compatible with all type of binding systems (organic & Inorganic), and furthermore, generate no low melting temperature point when mixed with silica sand.
Market Conditions
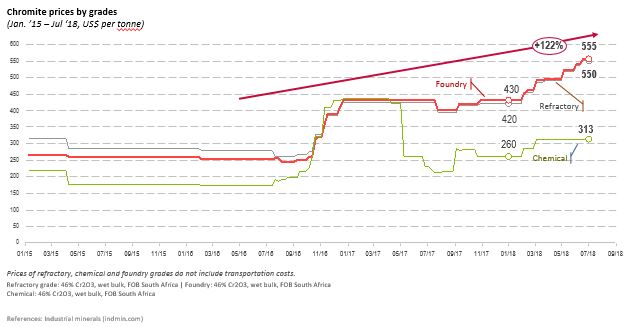
Chromite is commonly used for its refractoriness properties as well as for its anti-veining characteristic. Nevertheless, in a two years time period, chromite price FOB South Africa more than doubled from initial price (graphic below-indmin). This clearly shows the high volatility of the chromite market price. This is not surprising, considering that all South African producers are primarily in the ferrochrome business producing metallurgical grade, with non-metallurgical grades being produced as a by-product. The production cost of foundry grade chromite is considerably greater than the production cost of sintered metallurgical grade chromite. The majority of the chrome ore deposits are usually providing undesirable foundry properties due to their formation type, crystal size and impurities, therefore, extra processing is needed to reach necessary final properties.
Special sand, even if used in lower volume compared to silica sand (for instance 10%), can represent roughly half of the expenses when compared to silica sand, resin and coating cost.
New types of special sands were developed over the past 10 years, in order to improve the performance and compensate the high price volatility associated with the traditional chromite sand. Durandal™ D60 and Kersand™ are two natural mineral products which have been designed specifically to reduce casting defects and are respectively produced in South Africa & France. European sourcing is an important advantage considering logistic delivery delays as well as geopolitics stability situation.
Technical considerations
Chromite is heavy and will need 40% more in weight to fill the same volume of cores compared to Kersand™ and Durandal™ 60. This is a key point regarding sand consumption. Indeed, loose bulk density is around 1,6 for Kersand™ and Durandal™ 60 whereas chromite sand lies at 2,7. This difference leads to immediate savings of 40% of sand consumption for a constant volume of core produced.
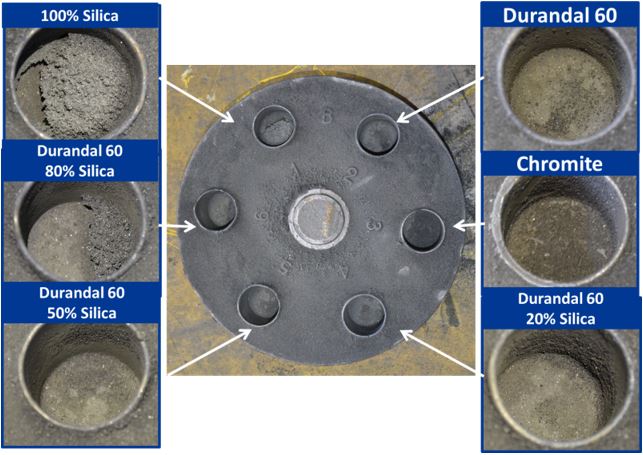
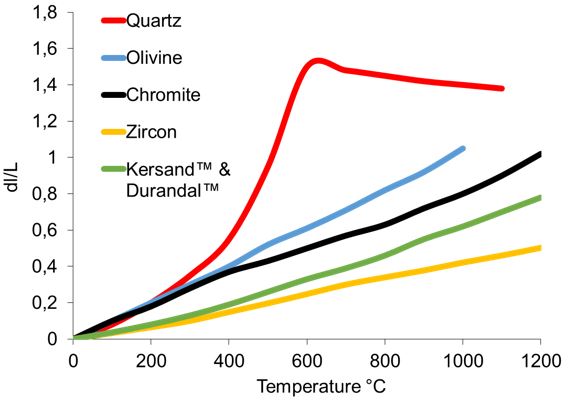
Direct comparison of Kersand™ and Durandal™ 60 versus chromite in terms of thermal expansion is shown in the above left graph. Both, Kersand™ and Durandal™ 60 show linear expansion with temperature compared to silica which exhibits the well know transition quartz α to β at about 573°C. Furthermore, this expansion is low compared to silica & chromite. Thermal expansion, on top of refractoriness, has a direct impact on veining defects. Anti-veining properties have been proven in numbers of foundries, in tough casting conditions for Kersand™ and Durandal™ 60 products. Iron casting has been performed with chromite, silica sand, Durandal™ 60, and a mix of Durandal™ 60 and silica sand cores. These cores were made with alkaline phenolic resin. Results show sand fusion defect when silica is used, and clean casting for chromite and Durandal™ 60. Furthermore, under those casting conditions it is demonstrated that a mix 50%/50% Durandal™ 60 and silica still leads to clean casting. Also, the cooling time of casting was simulated by using 3 parameters depending on the temperature (thermal conductivity, heat capacity, and density). These were calculated and measured per the hot wire method until 1400°C on the bulk sand sample. Those simulations have shown a very similar solidification time for Kersand™ and chromite sand for a given condition (respectively 32min and 29min).
Conclusion
Some foundries switched from chromite to 100% Kersand™ or Durandal™ 60 for technical reasons (quality variation of chromite sand) as well as for health and environmental requirements (further regulation on Cr VI hazardness), but mainly for economic constraints. Use of low loose bulk density sand is a strong lever to reduce consumption of sand. Shifting from 100% chromite to 100% Kersand™ or Durandal™ 60 will intrinsically lead to an immediate saving of 40% of sand consumption for a constant core volume amount. It should also be pointed out that cores will be 40% lighter by using Kersand™ or Durandal™ 60 compared to chromite, which in terms of operator working conditions is a significant improvement. Finally, chromite foundry market prices have become very volatile with more than doubled prices in two years. Raw material sourcing is critical in every industry. Its stability in terms of quality, cost and supply conditions, directly impact the quality and efficiency of the final application. Imerys Kersand™ (AFS 60) and Durandal™ 60 (AFS 50) are definitely a realistic, relevant and sustainable alternative to replace chromite in sand casting applications.
Please come to talk to our experts at our GIFA booth Hall 12 C34 or contact Philippe Diaz Foundry Technical Manager at philippe.diaz@imerys.com









{kind=link}
{kind=link}
{kind=link}