

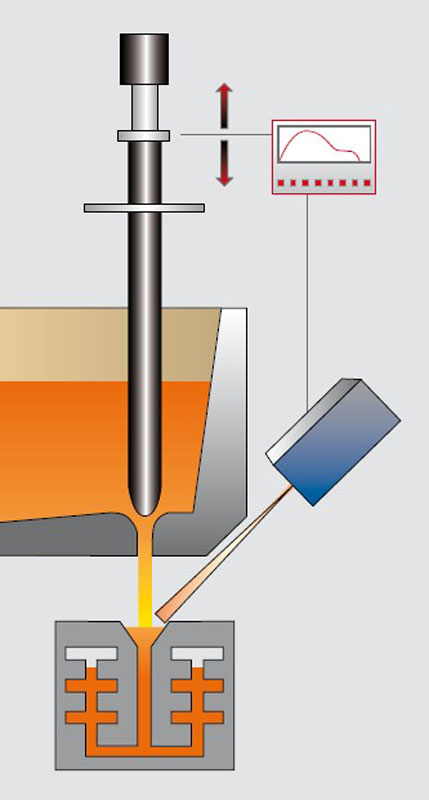
Die Herstellung hochwertiger Gussteile auf automatisierten Formanlagen stellt hohe Anforderungen an das dosierte Füllen der Sandformen. Der Einsatz von druckbeaufschlagten Gießöfen mit Stopfensteuerung und Gießregelsystem ist, neben den unbeheizten Gießeinrichtungen mit Stopfensteuerung, zweifelsfrei eine sehr gute technische Lösung für diese Aufgabe. Das Prinzip einer Gießregelung mittels Laserentfernungsmesser ist in Bild 1 dargestellt.
Neben der Tatsache, dass die Taktzeiten derartiger Formanlagen unter 10 Sekunden liegen können, sind teilweise Gießkurven mit stark wechselnden Gießleistungen zu realisieren. Die Abgüsse müssen dabei stets exakt reproduziert werden. Die Dosiergenauigkeit wird dabei unter anderem von den technischen Merkmalen der Stopfensteuerung und des zugehörigen Antriebs bestimmt. Für das präzise Arbeiten des Stopfenantriebs sind daher vor allem eine hohe Stellgeschwindigkeit und Genauigkeit gefragt.
Eine einstellbare, geregelte Schließkraft des Stopfens, eine automatische Korrektur des Düsenverschleisses sowie Einrichtungen zur Düsenreinigung und zum Einreiben des Stopfens sind weitere Anforderungen. Der von OTTO JUNKER entwickelte neue elektrische Stopfenantrieb (Bild 2) erfüllt diese Anforderungen mit hoher Zuverlässigkeit.
Bei der neuen Stopfensteuerung wird der Stopfen durch einen echten Linearantrieb mittels Magnetkraft bewegt. Einziges bewegliches Bauteil ist das Schubrohr (Sekundärteil) mit spiralförmig gedrehter Nut. Zwischen diesem und einer Statorhohlwelle (Primärteil, 2-polig gewickeltes Blechpaket) befindet sich ein definierter Luftspalt. Damit arbeitet dieser Antrieb praktisch verschleißfrei. Bei einem eventuellen Stromausfall fällt der Stopfen aufgrund der geringen Selbsthemmung des Linearantriebs durch sein Eigengewicht nach unten und verschließt die Ausgussdüse. Mittels einer integrierten Hebelvorrichtung kann der Stopfen sehr einfach manuell in eine mechanische Schnapp-Halterung gehoben werden.
Beim Abschalten der Stopfensteuerung nach Produktionsende hebt der Linearantrieb den Stopfen ebenfalls in diese Schnapp-Halterung. Anschließend wird der Leistungsteil des Antriebs automatisch abgeschaltet. Beim Einschalten der Stopfensteuerung wird der Leistungsteil eingeschaltet und der Linearantrieb fährt den Stopfen selbsttätig aus der Schnapp-Halterung bis in die Ausgussdüse.
Zusätzlich zur eigenen Gewichtskraft des Stopfens wird dieser dabei mit einer einstellbaren, geregelten Anpresskraft in die Ausgussdüse gepresst. Verschleiß an Stopfen und/oder Düse wird auf diese Weise bis zu einer einstellbaren Verschleißgrenze automatisch korrigiert. In einem Langzeiteinsatz wurde der neue Stopfenantrieb bei dem Unternehmen Ergocast Guss GmbH unter Produktionsbedingungen erprobt. Aufgrund des positiven Testergebnisses kommt jetzt der neue Antrieb auch bei weiteren Gießofenprojekten und auch bei Stopfeneinrichtungen von unbeheizten Gießeinrichtungen zum Einsatz.
×

{kind=link}