

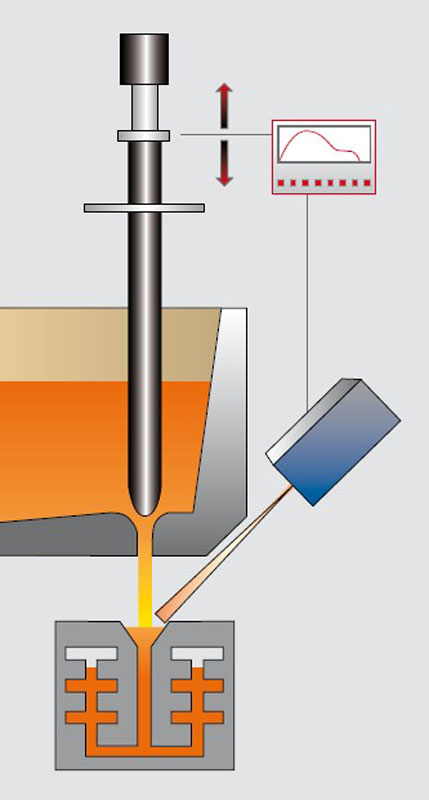
The production of high-grade castings on automated moulding lines poses high demands regarding dosed filling of the sand moulds. The use of pressurized pouring furnaces with stopper and pouring control system, much mlike stopper-controlled unheated pouring units, certainly represents a very good technical solution to satisfy these requirements. The entire equipment architecture of a pouring furnace with a pour control system based on laser distance measuring is illustrated in Fig. 1.
Along with the fact that such moulding machines may operate at cycles of under 10 sec., it is necessary at times to employ pouring curves with major changes in metal flow, and such curves must then be reproduced with accuracy and precision. The metal flow control accuracy depends, among other factors, on the technical characteristics of the stopper actuator system fitted on the pouring furnace. For its precise operation, fast and accurate positioning of the stopper are essential. Additional requirements include an adjustable high stopper closing pressure, automatic nozzle wear compensation, and appropriate cleaning devices.
The new electrical stopper actuator (Fig. 2) developed by OTTO JUNKER meets these demands with a high degree of reliability.
In the new actuating system, the stopper is moved via a genuine linear drive unit using magnetic force, i.e., without relying on any mechanical linkage. The pushing rod (secondary part) with its machined spiral-shaped groove and a hollow stator shaft (primary part, 2-pole wound laminated core) remain separated by a defined air gap, so the unit operates without wear. Due to the low self-retention action of this assembly the stopper will drop under its own weight in the case of a power failure, thus closing off the pouring nozzle. However, it can be raised manually into a mechanical snap-lock position by means of a simple lever device. The stopper will also move into this snap engagement upon power down when the operator de-energizes the system. When re-starting of the pouring system, power is switched on and the stopper moves out of this home position automatically.
Other features of the new system include an adjustable high stopper closing pressure, automatic nozzle wear compensation, and appropriate cleaning devices.
The new stopper actuating system was subjected to long-term trials under production conditions at Ergocast Guss GmbH. Given the encouraging results of these tests, the new actuator is now to be used in other pouring furnace projects as well and will likewise be used for the stopper mechanisms of unheated pouring systems.
×



{kind=link}