

Dust, scale and other contaminants in the blasting media can potentially reduce the blasting efficiency. Hence the cleaning of the abrasive has a special importance. Tests clearly show that the abrasion wear on the blast wheels can be reduced considerably by optimally controlling the operating mix.
In the blasting process, the blasting media (operating mix) is the means by which the cleaning is performed. Hence the cleaning of the abrasive has a special importance and is carried out by air and magnetic separators. While magnetic screening normally fulfills this task and the non-magnetic components are removed from the operating mix, it may lead to disturbances in the airwash separator due to various circumstances. Frequent sources of error can be mentioned here:
- incorrect setting of the airflow speed
- lack of control and cleaning of the dust filter cartridges
- inadequate evolution of the operating mix
- unwanted objects in the airwash separator (nuts, molding sand residues, wood, paper bags etc).
The airwash separator should remove unwanted items from the operating mix. Dust, scale, rust, color residues, molding sand and also fine abrasives, they all contribute in reducing the blasting efficiency, since they occupy the space for effective abrasive particles. In addition, abrasion on wheel spare-parts can increase drastically. It should be specially mentioned here that the blades, the control cage and also the impeller are in direct contact with the operating mix. In the case of the wheels, a maintenance change interval is often followed and the lower wear cannot always been noticed. However, looking at other wear parts like spiral conveyors or bucket conveyors, the savings potential is very clear, because repair costs are often incurred in the four to five-digit range.
Airflow Suction output plays a decisive role
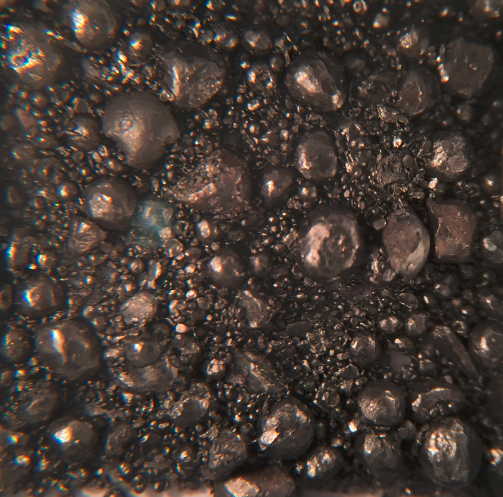
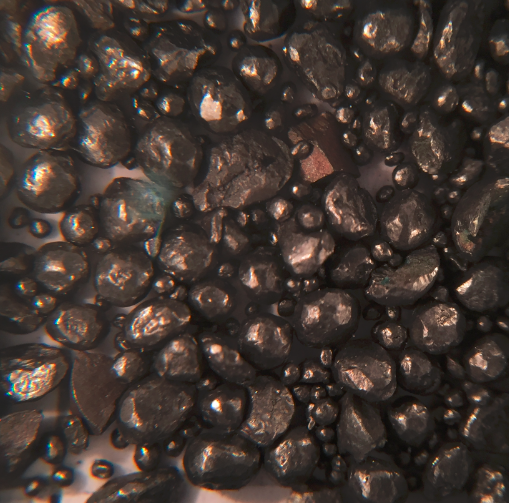
If the airflow capacity is set too low, the proportion of the increases as shown with an example of the working mixture WGP 012 from a foundry (Image 1). The screening showed that approximately 35 per cent is unusable or too fine of abrasive particles are remaining in the mix.. Correct airflow and airwash separator settings and the use of a magnetic separator allow a better clean and well balanced mix (Image 2)
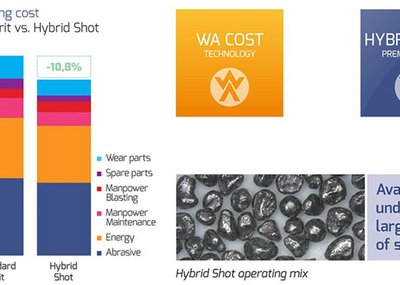
By removing the waste particles, the operating mix now has a higher efficiency, since each abrasive particle transfers sufficient energy for the cleaning process. This change has a direct effect on the wear of the throwing blades. Sand particles in the working mix often destroy the blades on one side very fast (Images 3 to 5). A too fine, scale-containing operating mix also increases the wear. When one evaluates the blasting process costs, it seems that the abrasive media costs in a forge application is approximately 20 percent of the blasting process costs, in a foundry, the proportion of abrasive is about 30 percent. The maximum possible savings is with the other cost factors such as energy, wear and spare parts, waste and personnel costs.
The better the operating mix conditions, the lower are the blasting costs.
Advantages of an optimally adjusted abrasive curtain
Not only has the lack of airflow output led to an unfavorable operating mix. The setting of the abrasive curtain also has considerable consequences. The abrasive curtain should be adjusted over the entire length of the airwash separator , only then a can airflow be adjusted to remove the unwanted contamination from the operating mix. If the abrasive curtain is irregular or only half-sided, air flows does not travel through the abrasive. In the waste’ silo, useful abrasive can be found due to the higher flow velocity (same air volume, but smaller area). As often is the case - if only the material from the waste container is tested, without having any inspection of the working condition of the air separator, incorrect decisions can be made. On the basis of the useful abrasive particles in the waste container, the decision is made to reduce the airflow speed at the air separator. This inevitably causes the operating mix to become too fine and sand, dust and scale ratio increases. This in turn means higher we r and an increase in the costs of the blasting process.
Permanently improved blasting results
After extensive and explicitly evaluated blasting trials at customer’s premises. It clearly shows that the wear of the wheel, wear parts can be reduced compared to a low-carbon abrasive by means of an optimally adjusted operating mix. An additional increase in performance was can be achieved with an optimized operating mix. This improves the blasting results and the overall blasting process costs were reduced. The highest possible efficiency in the blasting process is therefore also a combination of the right abrasive and the correct setting and maintenance of the blasting machine The user can adjust the airflow speed, some technical tools and experience is necessary for the required changes. Among other things, a thermal imaging camera is used for determining any obstructions in the ducting system or for hot spot identification. In addition, a special calculation tool supports the calculation of the blasting process costs before and after the optimized setting of the blasting system. Thus, the theoretical savings potentials are made traceable, indeed measurable and transparent.
×






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}