

Work started in 2009 in the Post-Graduate Program in Materials Science and Engineering at Federal University of Sao Carlos in partnership with Imperveg – Vegetable Polyurethane and winning the 15th CONAF (ABIFA Foundry Congress) has developed vegetable polyurethane resin of no-bake system derived from castor oil for use as a binder in molding sand.
Introduction
In general, we can describe the casting process as the leakage of a liquid metal into a mold containing a cavity with the geometry of the desired part. As a major advantage over other forming processes, is the possibility of obtaining parts of complex geometries economically.
Regarding the method of molding can sort it by the behavior of the ligands used in the manufacture of molds, and the green sand casting uses a binder with primary moist clay (bentonite) and other secondary additives. However, due to technological requirements, foundries using toxic ligands, such as phenolic, furan or phenol-urethane resins to allow taking larger parts with complex geometries and better finishing. In recent years, however, the increased demands of environmental regulations has impacted directly on the foundry industry, especially regarding the disposal of the materials used, it becomes increasingly costly to businesses.
In this work we used the sand casting process, specifically, chemically bonded sand systems.
Regardless of the binder system used, it was considered all processes as no-bake, i e, the curing process of resins takes place without the need for supply of thermal energy.
Context
The development of new technologies and all studies being performed today, aiming at the recovery and the inert chemically bonded sand, has a “green” obstacle inherent to the resins available which is its chemical origin. After use these molds are discarded, and thus the toxic ligands become an environmental problem. Thus, the replacement of these binders by organic compounds obtained from renewable sources such as polyurethane resin derived from castor oil minimizes the environmental impacts, leading the casting process towards the sustainability necessary for the foundry industry.
The organic binders
Phenolic, furan and urethane resins, among others organic constituents are used as binders in foundry sand. Include a class of organic substances that have a complex chemical structure, arising from the polymerization of various monomers, resulting in long polymer chains and high molecular weight. The processes that use these binders have been developed to solve problems of hardening speed, strength and collapsibility framing and improving the quality of the piece of metal produced.
The thermal decomposition of the resins
The synthetic resins used in casting are a major source of pollution in foundries with toxic gases. Among the most popular organic no-bake binders are the products of polycondensation of formaldehyde with urea, phenol, and furfuryl alcohol. The content of toxic compounds (phenol, formaldehyde, aromatic hydrocarbons, etc…) Present in the organic ligands suffer when the action of high temperatures in the presence of chlorine compounds lead to formation of dioxin, one of the most toxic compounds known (1). Depending on the character of the rupture of chemical bonds in thermal degradation, the resins can be divided into two groups. The first group includes resins whose depolymerization is determined by the rupture of bonds in the main chain with the formation of volatile products of low molecular weight resins, urea.
The second group includes the posting resins prone intramolecular functional group and the corresponding cyclization and condensation reactions, leading to the formation of a large number of non-volatile charred (solid carbon). This group includes phenolic resins and furan (2).
The vegetable polyurethane
Polyurethanes derived from castor oil had their development from the 40's, with applications in paints and varnishes (3).
Some of this work, pioneers of the synthesis of polyurethane, used castor oil as a polyol. However, in the late 50's, came polyether polyols derived from petroleum and hence lower cost, relegating to the background research on the polyurethane derived from castor oil (4). With the global trend in search of ecological materials, synthesized from biodegradable and renewable sources, the development of polyurethane derived from castor oil was prominent, being the object of constant study, is through the study of new techniques for obtaining and preparing reagents, is the search for new applications to materials already known.
This material is considered environmentally friendly, biodegradable, derived from renewable sources, and especially does not cause harm to those who apply and not the end user, because in its present composition is a fatty acid chain whose molecular structure is present in human fat in the body. Due to this aspect of such material is not considered "weird" when in contact with the human body (5).
The environmental problem
The search for sustainable development is gaining an increasingly large within the productive sector is the increasing involvement of society in environmental issues, either by legislation that has characteristics increasingly strict. The adoption of cleaner technologies, which will meet the requirements and environmental sustainability, represents one of the most influential determinants of technological change in the foundry industry.
In this context, industrial processes are undergoing a revolution in their development, changing its modeling since the development of the project through to completion, through the purchase and storage of raw materials, energy costs, and disposal of surplus from the process.
Another point that should not be overlooked is that even with all the investment in research and development / improvement of the compounds used in organic binders systems, aspects of occupational health and safety of workers are not fully resolved, because the toxicity of the compounds used is inherent in its chemical origin (6).
Materials and methods
For the development of this experimental work were used as reagents to obtain specimens and the molds industrial sand 60/70 mesh provided by Mining Jundu, vegetable polyurethane resin (VPU) by Imperveg Company and various inorganic materials such as Taguá clay and São Simão clay, provided by Minasolo Company, sodium activated bentonite supplied by the Union Bentonit Com.Ltd Ind. and Northeast., soda lime glass powder 100 mesh provided by the Ematec Company, phyllite PDG (FPDG) white fondant phyllite (FBF) both supplied by the Itapeva Mining Company, ulexite and anhydrous acid boric, both provided by the Boro do Sul Ltda. and hydrated lime of the company's commercial Itaú. Considering some basic characteristics of the resins for bonding sand molds are present, such as mechanical tensile strength, collapsibility, among others, was an elaborate sequence of trials aiming its determination in relation to the resin under study.
Mechanical Tensile Strength
Initially specimens were made from NBR13204 (7), using industrial sand grain size of 60/70 mesh with the addition of 1.5% by weight of resin VPU and also specimens with the addition of 1.3% phenol-urethane resin, as indicated by the manufacturer.
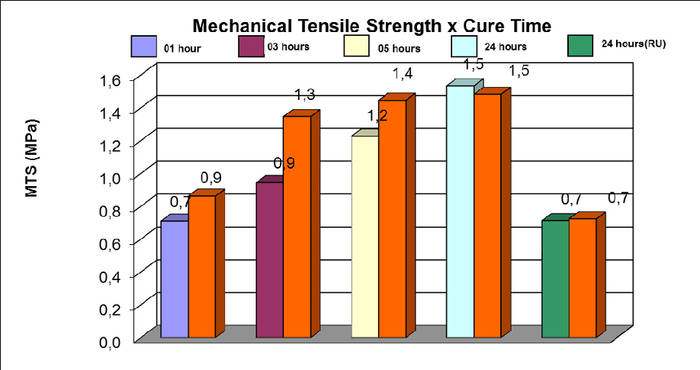 Figure 1. Behavior of the Mechanical Tensile Strength in accordance with the cure time for the specimens with VPU-compared to the phenol-urethane resin. (Orange bars on the right) |
From the measurements of tensile strength it was observed that after 24 hours the values obtained for the composition with the addition of 1.5% VPU are comparable to the values obtained for the composition with the conventional phenol-urethane resin (Figure 1).
Thermal analysis of PUV and phenolic resin (TG / DTG)
The thermal analysis covers a range of techniques that analyze the phenomena of transformation that occur in materials alone or in compositions to be studied as a function of heat treatment to be used. Such transformations can be dehydration, decomposition, phase transformation, chemical reactions associated with endothermic and exothermic effects, which in the case of foundry resins have a direct effect on the behavior of the same when vertimento of the liquid metal into the mold.
Table 1 shows the organic functions present in the VPU and their decomposition temperatures.
Table 1. Functions present in the VPU and their decomposition temperatures [28].
| Functions involved | Decomposition Temperature (° C) |
| Volatilization of additives | 100-300 |
| Breakup of urethane bond | 300-400 |
| Scission of the ester linkage | 400-550 |
The behavior of VPU studied is shown in Figure 1, where it´s possible see the steps described above, as well as check the temperatures for each stage of decomposition.
It is also possible to observe a further degradation of the VPU resin taking as given reference temperature (Figure 1) and comparing the behavior of the degradation of phenolic resin (Figure 2).
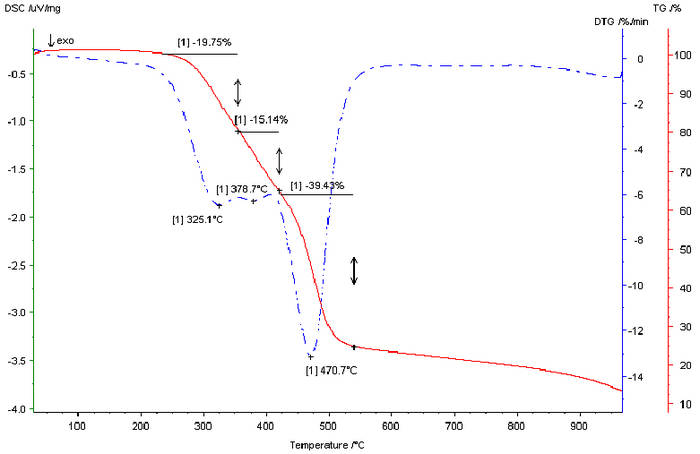 Figure 1. TG / DTG curve illustrating the behavior of VPU resin used in the development of the experimental work. |
In comparison, Figure 2 shows the thermal behavior of a phenolic resin subject to the same test conditions of the VPU resin.
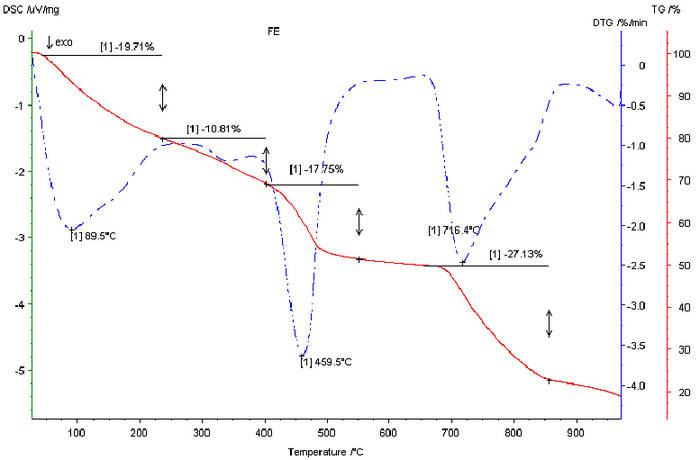 Figure 2. TG / DTG curve illustrating the behavior of phenolic resin subject to the same test conditions of the VPU resin. |
Fusion of cast iron and aluminum in the laboratory.
Taking as a basis the results previously obtained of the mechanical tensile strength, molds were made with the addition of 1.5 wt% of VPU resin over the sand.
This first test was made in the Casting Laboratory of the São Carlos Federal University (UFSCar).
In this preliminary test we used two metals with different melting point and metallostatic pressure, which would provide a different request from the molds. Three molds were cast with an aluminum alloy 356.0 and three with cast iron GGG 40.
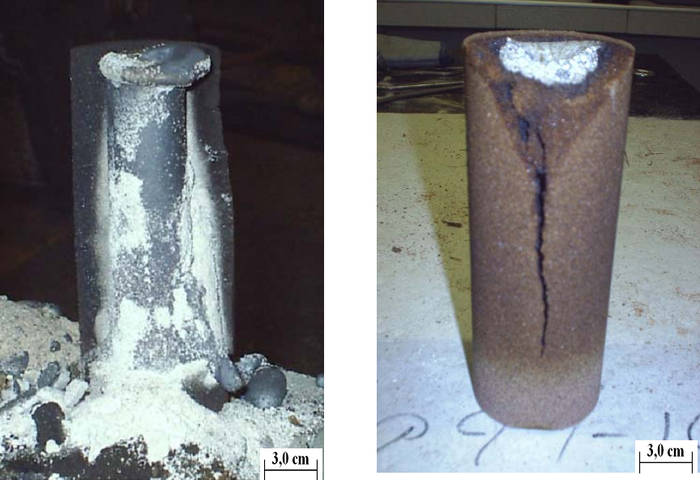 Figure 3 Digital image of the sand molds behavior using only VPU resin as binder after fusion in the laboratory of cast iron and aluminum left and right, respectively. |
The first test result proved, as expected from the results obtained by thermal analysis, the sand agglomerated with resin not only provides hot strength desired.
Addition of inorganic components
From the results obtained in this first test and thermal analysis of the resins, began the incorporation of inorganic materials at levels between 1.0 and 5.0% wt in order to aid in the resistance of the mold from forming a liquid phase during the filling of the same metal, and ensure the cohesion of the grains of sand without compromising the refractoriness of the sand and collapsibility of the mold. The proportion of resin was maintained at 1.5% by weight on the sand + inorganic aditive.
Again tests were performed in the laboratory fusion UFSCar casting alloys used with the same before and after visual observation of the castings (surface finish, especially on the encrustation of sand and boiling) and behavior patterns (cohesion, and collapsibility) were selected compositions that best met the criteria.
Figure 4 shows the behavior of the molds which best responded to requests from the fusion of the cast iron.
 Figure 4 Digital image of the sand molds from compositions with incorporation of inorganic material submitted to the cast iron fusion. |
Figure 5 shows the behavior of the sand mold that best responded to the request from the fusion of aluminum.
 Figure 5 Digital image of sand mold from composition with incorporation of inorganic material submitted to the aluminum fusion. |
Analysis by scanning electron microscopy (SEM).
The use of SEM as a complementary technique appears to be of great importance and versatility, both to study the microstructure, making it possible to obtain images with high resolution, but also the study of material properties and its chemical analysis. In this sense, samples were prepared with the molds after the fusion step for further analysis of microscopy.
Considering the similar behavior of the inorganic components added to the resin under the effect of temperature, we evaluated the behavior of molds used in the test lab merger described above and shown in Figure 6 by the mold used in the fusion of cute. At this point, we highlight three regions of the mold wall (outer wall, intermediate region, wall interface with the liquid metal) and the microstructure of different answers depending on exposure to temperature.
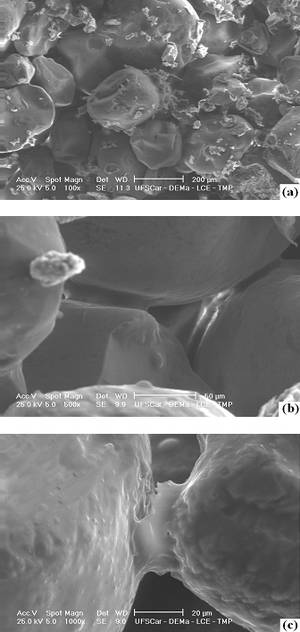 Figure 6 a) outer wall of the mold without undergoing the action of the molten metal temperature, b) Middle region of the mold wall temperature after undergoing the action of generating liquid phase, c) region of the inner wall of the mold (interface with the liquid metal ), indicating also the formation of liquid phase. |
From the results obtained by these tests, along with consistent results in mergers in the laboratory were carried out industrial tests presented in the sequence.
 Figure 7. Nodular cast iron cast at Metallux - Casting and Zinc (São Carlos – Brazil). |  Figure 9 Low carbon steel cast in the laboratory at UFSCar (São Carlos – Brazil). |
 Figure 8. Aluminum cast at Funcred -Aluminum Foundry (São Carlos – Brazil). |  Figure 10 White iron (2.0%w.t. Ni) cast at Ferrusi - Casting Industrial Ltda. (Sertãozinho – Brazil). |
Conclusion
From the first results obtained, we can say that there is a real possibility of the use of organic ligands derived from renewable sources for use as binders in sand molds for casting, and the composition with the addition of hydrated lime and boric acid obtained a better result in the fusion of soft and composition with the addition of boric acid showed a better performance in aluminum smelting. This behavior can be explained by associating with melting temperature of these metals with the temperature rise of the liquid phase from the oxides added in each of the compositions.
However, additional information must be obtained through a study covering the following topics:
- Study the characteristics of molds made of sand and pellets recovered resin USP;
- Study the influence of the percentage of residual inorganic component of recovery for each cycle of sand;
- Evaluate the behavior of males linked resin USP;
Thanks
To my advisor, Ph.D. Márcio Raymundo Morelli, for believing in this project from the beginning, the encouragement and trust in this period and especially for the friendship.
To Ph.D. Claudemiro Bolfarini by the facilities of the Laboratory of Foundry DEMa / UFSCar to perform the first tests of fusion.
To Ph.D. Gennady Gerasimov of Moscow Lomonosov State University, by the e-mails with references and explanations about the research.
To CNPq for financial support that enabled the development of this project.
To the companies cited, who kindly lent their structure and facilities for the testing of fusion.
REFERENCES
- CASTRO, C. A. G. The production of foundry sand base and the environment: Sibelco Mining Limited. In: CONGRESS OF FOUNDRY, New York, 2001. Proceedings ... Sao Paulo, 2001.
- G. Gerasimov Ya.; Et al. Kinetics of Thermal Decomposition of organic binders in molds. Journal of Engineering and Thermophysics, v. 82, n. 1, p. 92-97, 2009
- MILK, F. A. Thermal performance, mechanical and clinical material based on polymer derived from castor oil for the manufacture of implants and other material on the market. 2007. 103 p. Dissertation (Master in Bioengineering), Graduate Program in Bioengineering Inter - School of Engineering of Sao Carlos / Faculty of Medicine of Ribeirão Preto / Institute of Chemistry of Sao Carlos, Universidade de São Paulo, 2007.
- WILD CHILD, G. D. Mechanical behavior of polyurethane derived from castor oil reinforced with carbon fiber: contribution to the project stems of hip implant. 2001, 136p. Dissertation (Master in Mechanical Engineering) - School of Engineering of Sao Carlos, University of Sao Paulo, Sao Carlos, 2001.
- EREN, D. Prostheses castor. FAPESP online, see 91, nov. 2003. Available at: <http://revistapesquisa.fapesp.br/?art=2268&bd=1&pg=1&lg=>. Accessed on: 17 February 2010.
- T. FISH S. and E. BIRTH S. Analysis of phenol in air samples and urine of workers in metal casting. Sao Paulo, Brazilian Journal of Toxicology, v.21, p. 60-69, 2008.
- Brazilian Association of Technical Standards (ABNT). NBR 13204: Sand crowded with cold curing resins for foundry - Determination of tensile strength of the standard mixture - Test method, 1994. 2 p.
Authors
Marcelo Strozi Cilla - Graduate Program on Materials Science & Engineering
(PPG-CEM) of the Federal University of São Carlos (UFSCar) - marceloscilla@gmail.com
Márcio R. Morelli - Graduate Program on Materials Science & Engineering
(PPG-CEM) of the Federal University of São Carlos (UFSCaar) - morelli@ufscar.br
