
Feeding aids like insulating or exothermic riser sleeves and hot-toppings can improve the overall quality and cost of steel castings. Their use has been long and well studied. However, these materials can impact the chemistry of the metal in the riser and potentially into the casting. This can occur by two mechanisms which have been extensively studied by ASK Chemicals. The first mechanism is the feeding aid intentionally slows the solidification of metal in the riser. This can lead to the segregation of certain alloying elements in the riser and potentially in the casting below the riser, causing under-riser cracking and other problems. The second mechanism is direct contamination into the riser or casting from the pickup of certain elements from the feeding aid materials.
Alloy segregation and under-riser cracking is usually only a problem when breaker cores are used to facilitate the removal of the riser. Earlier work showed that breakers with openings less than 70% of the riser diameter can cause segregation in the casting. However, new tests conducted by ASK Chemicals have shown that the use of different materials and geometries for the breaker core can minimize segregation while improving riser removal.
Aluminum pickup into the riser and casting from exothermic feeding aids is a serious concern because of the potential to produce aluminum nitride (AlN) which is known to embrittle steel castings. Tests were conducted to quantify the amounts of contamination from different types and formulations of feeding aids. Test cube castings were produced with different riser sleeve materials, then the risers and castings were sectioned and local chemistry was analyzed and the following conclusions were drawn:
- Alloy segregation can occur under the riser if the size of the opening, geometry and breaker core composition are not controlled or designed for the casting being fed (see Fig. 1 below)
- The star breaker core design offers an improvement in the break-off of the riser from the casting and an apparent improvement in the feeding of the casting without alloy segregation compared to standard round breaker cores of the same cross-sectional area.
- The sand breaker cores are not as thermally transparent as previously believed. The size of the sand breaker core opening will affect its overall performance, which is dependent upon the chemistry of the metal and the geometry of the casting.
- Exothermic breaker cores can offer improved feeding through a smaller opening as compared to a sand breaker core. They can result in easier riser break-off and cleaning of the casting.
- Mathematical calculations show that a star breaker core design will be about 21.5% easier to break-off as compared to a round breaker core where both cross-sectional areas are the same.
- Modeling can be an effective tool for determining the performance of your riser and breaker core design even before the first casting is made.
- Hot Topping materials showed varying results. The degree of contamination is dependent upon the formulation of the hot topping material.
 40% Round Sand Breaker |  50% Round Sand Breaker |  70% Round Sand Breaker |  Sand Star Breaker |
| Figure 1: Differences in alloy segregation in steel test castings based on breaker core size and shape | |||
As can be seen, ASK Chemicals technologists have thoroughly reviewed the effects of the breaker cores and their overall performance in feeding a casting; from the size of its opening, to the materials it is made from, and to the shape of its contact area (see Fig. 2 below on the comparison of fraction liquid between a 50% round sand breaker core and a similar sized sand star breaker core) . This provides evidence that the Star breaker core design can improve the thermal profile at the contact area and reduce alloy segregation as the casting solidifies. These types of studies to identify the optimal size and configuration of feeding aids are just one example of how ASK Chemicals is helping advance your casting.
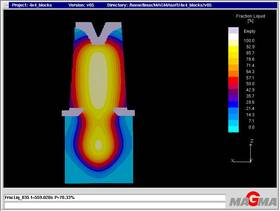
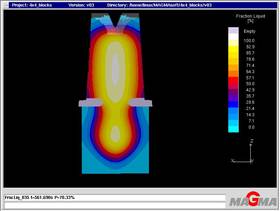
Fig. 2: Simulation Fraction Liquid results, B50 on
left compared to star contact on right at t=562 sec.
ASK Chemicals prides itself on being on the cutting edge of riser sleeve technology. Our riser sleeves and auxiliary products are based on patented technology, employing a fiber-free refractory base bonded with ASK Chemical's cold box resins. This design offers several advantages over the traditional fiber-based riser sleeves including excellent dimensional accuracy, high strength, low gas evolution and uniform chemical compassion. Our riser sleeves are available in a variety of formulations:
- IN Series - The IN series is an insulating formula designed for use with all metals including steel up to 4 inch section thickness
- STL Series - The STL series is a high grade insulating formula designed for use with heavier sectioned steel castings 3.5 inches thick and above
- EX Series - The EX series is a standard grade exothermic formulation designed for use with all ferrous metals
- EXF - The EXF series is a high performance, fast igniting, fluorine-free, exothermic formulation which was developed for ductile iron to eliminate fish-eye defects associated with the green sand contamination by traditional fluoride containing exothermic riser sleeves. The low energy required to ignite these sleeves makes them very effective in cold riser applications. They can also be used in steel applications where fast ignition is required.
ASK Chemicals also offers EXACTCAST Floating Cover Lids which can dramatically improve the consistency of a riser's feeding efficiency while also addressing safety concerns. Many of the foundry variables are eliminated when FCL's are used, such as: how much hot topping was used, when was it applied and did it really cover the riser evenly. Tests in both the lab and in the foundry confirm the overall performance and consistency improvements when EXACTCAST Floating Cover Lids are used compared to the use of traditional hot topping materials.
The EXACTCAST riser sleeve technology also offers unique opportunities to foundries for designing a gating and feeding system for their castings. Instead of having to use standard shapes, foundries can now work with Ashland's technical representatives to design custom shapes that will help maximize feeding efficiency and further lower casting costs.
Click here for further Information and Contact to ASK Chemicals GmbH in our Suppliers Profile
