

Innovative and pioneering spirit - two key terms that have a high priority at ExOne: the company from Gersthofen near Augsburg, which is one of the leading manufacturers in plant production and the development of innovative process technology for digital sand mold production, is delighted to offer its customers something new. Not only because of the name of the European headquarter - S. Kent Rockwell 3-D Printing Innovation Center – indicates it, but also because, besides the in-house production of 3D sand printing systems, they also have a Production Service Center, customer service and also a very active research and development department.
Innovating together
The Küttner company from Essen, Germany, also offers its customers innovative food products. The company has implemented more than 450 cupola facilities worldwide. Küttner is a competent international partner for the design and construction of complete foundries as well as centrifugal castings. This is why Küttner technology is used for the production of rotationally symmetrical castings constructed from a wide variety of materials all over the world.
Sand molds in 3-D printing have been a staple in the industry for some time. In this process, the production of centrifugal casting presents very special challenges. In the past, Küttner has already been at the forefront of early positive experiments and believes that the new technology has enormous potential. Andreas Rössler, Project Manager of Sales at Küttner: "Of course we want to promote centrifugal casting, but we are primarily interested in showing our customers what is possible with 3-D printing." Andreas Rössler got together with ExOne with the idea of carrying out a series of experiments together as a feasibility study. After all, the companies have long been acquainting with one another as long-term sales partners in France. And of course, the 3-D printing specialists from Gersthofen were interested in further development in this area. Sand casting molds from the 3-D printer include numerous advantages to foundry operators - from shorter throughput times to reduced refinishing to a better surface quality in the raw castings. Many foundries already use the innovative tecnology for their manufacturing processes. The use of complete 3-D core packages in the production of rotationally symmetrical and non-rotationally symmetrical components in centrifugal casting is still in the development phase.
The initiation of a new series of tests
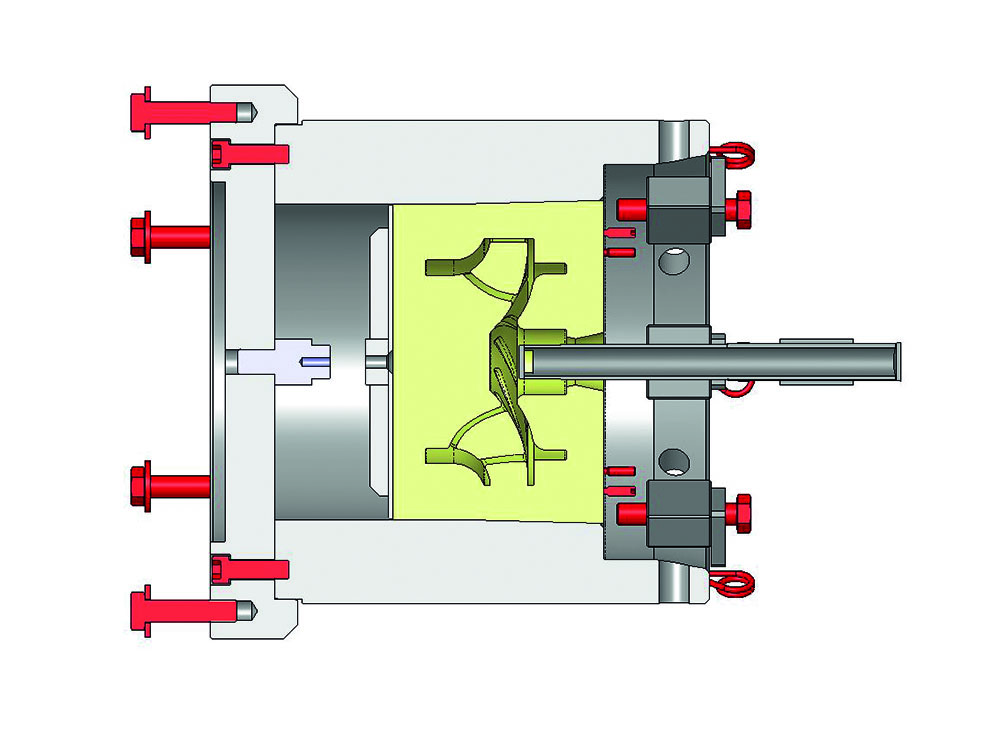
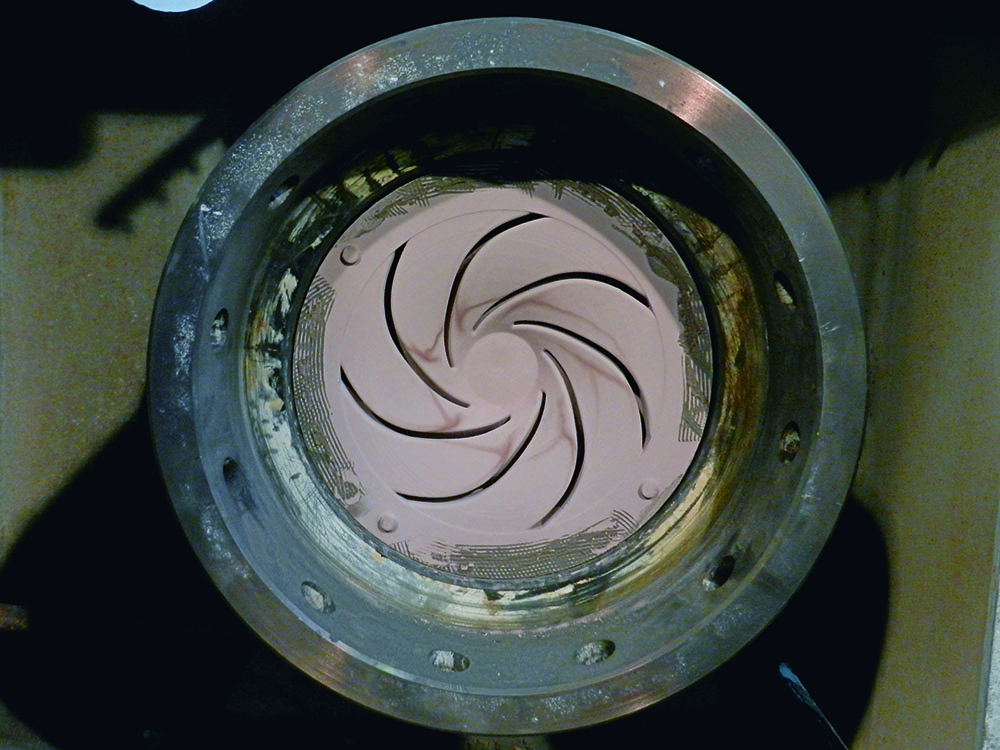
The series of tests should start with the casting of an impeller, a component that is used worldwide in hundreds of thousands of different variations. In July of this year, Holger Barth, the Regional Sales Manager at ExOne met with Andreas Rössler of the partner company Düker in Karlstadt in lower-Franconia. The series was designed and implemented in the company's factory, which is one of the leading manufacturers of fittings and drainpipes with its cast iron products (Images 1 and 2). ExOne sales manager Holger Barth traveled to the Main with two three-part sandpacks, each with five 3-D cores. They included an impeller-core package, which was used for the first experiment (Image 3). All cores were made by ExOne in advance on an S-Max Furan-3-D printer and then sized and glued. After the conditions for the tests were determined and all preparations had been completed, things were ready to go. The standard of the foundry was used on site to test the filling of the impeller package (Image 4). The melted cast ir on with lamellar graphite of type 15 had previously been melted in one of the melting furnaces, and a hot-wind cupola furnace used at Düker. Andreas Rössler: "We were very anxious to see if the cores produced by ExOne in the Furan 3-D print would be able to cope with the load of about 60 g." The results of the experiment even exceeded the high expectations: the printed cores not only stood up to the load but delivered a very good result overall (Image 5).
The results show significant advantages for centrifugal casting
ExOne sales manager Holger Barth: "The mold filling was excellent. Even rotationally asymmetrical contours were perfectly filled." It is well known that the advantages of the 3-D printing technology are great, especially for complex castings. The advantages for the centrifugal casting process especially is clearly obvious: "By dispensing with demoulding and by significantly reducing the size of the casting parts, the 3-D sand print allows for more constructive designs." The processing costs of the castings can thus be reduced by up to 50%. Furthermore, in the case of the impeller production by means of 3-D core packets, the assembly of cores or packets for the undercut, as is necessary in the core shooting of impellers, is not necessary.
Holger Barth and Andreas Rössler see many other advantages of the 3-D technology: free forms can be designed and several castings can be tried out without great development costs. This is not possible with impeller casting. Since the software currently available is largely unsuitable for the casting process simulation of centrifugal casting, there are hardly any simulation options for centrifugal casting and especially for centrifugal sand casting. This in turn has the consequence that little is developed or researched. "With 3-D-Print, on the other hand, we can immediately apply practical solutions and quickly realize ideas," Holger Barth claimed.
Andreas Rössler explained that the experiment also generally showed that it was possible to achieve great cost savings: "Since the use of the 3-D molds on gating and feed systems is completely dispensed with, we can identify the following effect: the use of molten material is reduced by nearly half, and the costs along with it." And the lesser amount of material not only results in an improved budgeting situation: "Even the cleaning costs for the removal of gating and feeding material fall to the wayside. This in turn saves valuable time." This first joint series of tests also provided a wide range of technical insights. Thus, for example, no significant differences were found between mediated and unmediated nuclei or in the selection of the size used. Furthermore, it was found that the casting quality was decisively determined by the position of the sprue to the centrifugal casting core, the direction of rotation as well as the rotational speed during the different process sequences, i.e. casting and coolin.
Holger Barth: "The use of 3-D cores and packages, small series or individual parts can also be presented economically in the case of centrifugal casting, as a larger series can be realized through the means of lost molds in a short time." Therefore, he also sees many opportunities for innovative 3-D technology in centrifugal molding.
Positive outlook and further tests
The conclusion from this first test series thus calls for a thoroughly positive outlook. There are plans to test further materials in the future, to conduct tests with other castings, and to optimise the cores with respect to shape separation. All of this opens up new opportunities for foundry operators on the path to a digital future. Pleased with the results, Holger Barth started, "On the basis of the tests, I see previously untapped market potential in the use of sand molds and cores in a centrifugal casting process". He is sure that the advantages of the 3-D technology will convince everyone sooner or later. "Together with Küttner, we want to demonstrate the versatile possibilities of using 3-D printed cores to our customers in the foundry industry."
Experimental Setup and Procedure
Core geometry used
Five cores as the core package 'impeller flange', manufactured on an S-Max Furan from ExOne
Core diameter
300 to 350 mm with an experimental core height of 210 and 230 mm
Centrifugal Casting System
RingCast 500 with heated casting channel and horizontal pouring direction
Speed
Geometry independent variable speed between 400 and 1800 rpm in corresponding predefined time windows
Mold
with end-face ventilation holes to hold the core package
Melt
EN-GJL150, grey cast iron melted in the cupola furnace, which was removed from the 50-tonne holding furnace by means of a pre-heated shear ladle
Cutting Temperature
1500 °C
Casting Temperature
1390 °C – 1430 °C
Dosage
Based on the planned filling amount over weight
×










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}