

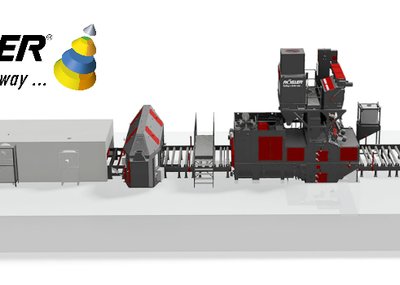
Custom engineered continuous shot blast machine for the production of bright steel products
Drawn steel, also known as bright steel, for example used in the production of injection parts for diesel engines, must meet strict quality standards. A key stage in the manufacturing of drawn bright steel is the blast cleaning of the raw material prior to the drawing process. Recently, Rösler developed a continuous shot blast system for a leading manufacturer allowing the fully automatic blast cleaning of steel bars with diameters/cross-sectional dimensions of 24 up to 80 mm (approximately 1.0 – 3.2 inches). This system not only produces excellent descaling results but permits processing speeds of up to 60 meters (197 feet) per minute.
As a fully owned subsidiary of the Saarstahl AG the Saar-Blankstahl GmbH is able to procure all its raw steel requirements from the parent company. This is a key factor for the excellent quality of the Saar-Blankstahl drawn steel products sold all over the world. Other factors for the high quality of these products are the comprehensive knowhow and state-of-the-art manufacturing lines for the drawing, peeling/stripping and heat treatment processes. In addition, the company, with plants in Homburg and Burbach, can also offer in-house high performance quality control technologies like eddy current and ultra sonic testing. By individually planning and coordinating the manufacturing processes and using special wires and steel bars, Saar-Blankstahl can produce high performance steel products for the most challenging applications like, for example, in the automotive industry.
Blast cleaning – a critical step in the overall manufacturing process
Prior to being drawn into steel bars with standard round, square and hexagonal profile as well as steel bars with special profiles, the rolled steel must be blast cleaned to remove scale and rust from its surface. Explains Günther Dorscheid, plant manager at Saar-Blankstahl: “Blast cleaning is highly critical for meeting the specific customer requirements for an absolutely homogeneous surface; for two reasons: On the one hand, residual scale on the steel can damage the drawing die which causes scratch marks on the drawn steel products. And on the other hand, scale embedded in the drawn steel can damage the tools during the subsequent machining process. For this reason, after the blast cleaning process the surface of the rolled steel must have a degree of cleanliness of SA 2,5 – SA 3.” This was a key requirement for the replacement of the old shot blast machine with a new blast cleaning system in the Burbach plant. In addition, the customer specifications called for a high parts throughput, high equipment availability, ease of maintenance and a highly efficient dust collection system. Another very important requirement was the integration of the new shot blast system into the existing manufacturing line. As the plant manager points out: “Especially the latter point was a real challenge, because the bridge crane in this section of the building has a relatively low height.”
A convincing custom engineered concept
Günther Dorscheid continues: “We only found out about Rösler, after our negotiations with other equipment manufacturers were already underway. We visited the plant in Untermerzbach and were quite impressed by what we saw”. Even though Rösler at this time had not yet built a comparable shot blast system, the customer placed its order with the company from Untermerzbach. Key factors for selecting Rösler were the convincing equipment concept and the willingness of Rösler to adapt its continuous shot blast system REDL 6-30/100 to the local space conditions at Saar- Blankstahl in Burbach. Of course, the excellent experience of Günther Dorscheid’s former colleagues with a pipe blaster from Rösler also helped.
Designed for a high capacity
The REDL 6-30/100 allows the blast cleaning of steel bars with round, square and hexagonal profile and cross sectional dimensions from 24 to 80 mm (approximately 1.0 to 3.2 inches). The transport of the steel bars takes place on transport rollers made from annealed tool steel. In the case of “light weight” parts special pressure rollers prevent the bars from slipping. The processing speed can be individually adjusted to the parts being processed within a range of 12 – 60 m (39 – 197 feet) per minute. This ensures that even in the case of steel bars with extreme rust and scale on their surface (rust grade “C”) a cleanliness of SA 3 can be achieved without difficulty.
The Rösler blast machine is equipped with 6 high performance blast turbines, type EVO 38, with an installed drive power of 30 kW each and a blast media throughput of up to 430 kg (946 lbs) per minute. The critical parts of these twin disk turbines are made from wear resistant materials like hardened tool steel and manganese steel. The housing is made from interlocking laser cut parts resulting in a highly robust design with a high life expectation. The slide-in, centrifugally locking throwing blades eliminate the need for fast wearing screws and springs. Moreover, the EVO turbines allow a simple and quick replacement of the throwing blades.
States the plant manager: “The new shot blast system is so productive that it has practically doubled our shot blast capacity with the blast cleaning process now being significantly faster than the drawing operation. We can now place the blast cleaned steel bars into a special buffer stock which allows us to turn off the shot blast machine for several hours per day. This not only helps to reduce our energy costs but also our requirements for wear parts and blast media. Of course, we now also have a welcome capacity reserve in our shot blast operation.”
Optimum protection against wear
Two turbines offset by 60° are strategically placed in each of the three blast chambers in a manner that allows the blast media always hitting the raw steel bars at an angle of 90°. The equipment concept with entry, center and exit blast chamber offers various advantages. For example, it prevents the turbines from blasting into each other which could cause serious damage. At the same time, this partitioning allows the placement of the transport rollers for the steel bars in areas which are not directly exposed to the blast stream, thus significantly reducing their wear rate. Those sections of the three blast chambers directly exposed to the blast stream are lined with easy to replace wear plates made from manganese steel, respectively, from hardened tool steel. The transport rollers are also made from hardened tool steel. The pressure rollers are made from a Vulkolan elastomer that helps prevent damage on the parts from trapped blast media.
Efficient cleaning of the blast media and the exhaust air.
To meet the height requirement for the shot blast machine of only 4,600 mm (181 inches) the REDL 6-30/100 was designed with a specially low profile. For this purpose the blast media classification system was not placed, as it is usually done, on top of the machine, but besides it. For this reason, the machine is equipped with a “split” elevator system consisting of two bucket elevators. A cross screw conveyor transfers the contaminated blast media from the blast chamber to the first bucket elevator which transports the blast media up to the air wash media classification system. The air stream flowing through the media curtain removes contaminants like broken down media and dust. Heavy particles are collected in a special bin, while dust fines are transported to a dust collector. The cleaned blast media is collected in a storage hopper placed directly below the air wash separator. From there the second bucket elevator transports the media to an intermediate hopper placed above the turbines. This arrangement allows a continuous, uninterrupted flow of the blast media to the turbines.
The contaminated exhaust air from the blast chamber is first cleaned in a cartridge dust collector. Subsequently, the clean air is passing through a fine filter for further reduction of the residual dust load. In winter the clean air from the dust collector can be guided back into the building, contributing to overall reduced energy consumption.
Integration of the system controls already during the pre-commissioning phase
The Rösler shot blast system is integrated into a complete manufacturing line. This required not only a quick exchange of the old with the new shot blast machine controls but also their integration into the higher level line controls. In this respect a big benefit for Saar-Blankstahl was the fact Rösler completely sets up its equipment in Untermerzbach prior to shipment and conducts extensive trial runs. Günther Dorscheid explains: “Other equipment manufacturers would have delivered single components, installed them at our plant in Burbach and tested the equipment for the first time on site. At Rösler we had the opportunity to test a fully functional shot blast system during the pre-commissioning phase in Untermerzbach. This allowed us to jointly test and optimize the integration of the controls with our own control engineers like, for example, the operating concept, the monitoring and tracing of product batches, etc. This helped us replacing the old shot blast machine with the new one within a time period of only four weeks.”
also available in <link record:tt_news:12151 internal-link>
![]()


{kind=link}
{kind=link}