
Powerful and lightweight, delivering high performance with minimal fuel con-sumption: these are the requirements for modern engines. Implementing high standards begins with an ever more complex and filigree casting: the crankcase. Being able to cleanly and faultlessly cast the water jacket poses a great challenge for foundries.
Engineer Martin Dahlmann, product manager and expert for special and pre-coated sand at Hüttenes-Albertus, has an answer. He helped a large German foundry achieve an intelligent and cost-effective solution with Resital® pre-coated sand from HA. When used specifically for producing the fine water jacket inter-bore bridge, the resin-coated sand guarantees the highest casting quality in an especially sensitive area.
Complex sand core for every detail of the crankcase
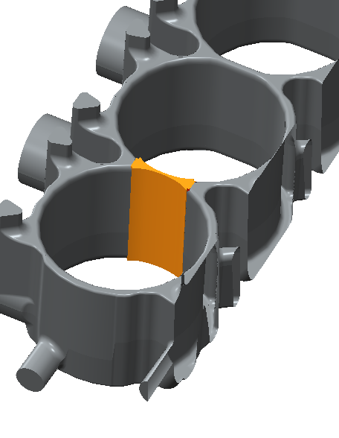
It is challenging to provide sufficient cooling for each cylinder in the crankcase when constructing modern engines. The water jacket situated between the cylinders ensures circulation of the cooling water, thereby preventing the engine from overheating. To save weight and installation space, cylinders nowadays are arranged in an ever closer configuration. As a matter of course, the economical geometry of the crankcase is also reflected in the casting mould for this component. A complex sand core has to cleanly mirror all detail and cavities of the crankcase. This challenge is especially difficult in the inter-bore bridge area of the water jacket, as these bridges are constantly becoming narrower.
The technical challenge of core shooting
The largest part of the core for the crankcase can easily be produced in the cold-box process. This, however, does not apply to the area of the water jacket bridges. A cold-box core sand mixture may not have the necessary flowability to create such a fine section. Making the core perfectly and sufficiently watertight poses a core shooting problem in the conventional cold-box process. The mould must be 100 percent full of sand in order to prevent core scrap and casting defects in the worst case. Due to their position in the interior of the crankcase, casting defects are difficult to identify, let alone remove. But especially in this area, they can have fatal consequences for proper engine cooling. Yet another problem: the narrow bridge cores easily break or tear as a result of thermal stresses.
But how can these narrow water jacket bridges be reliably modelled? One possibility is manufacturing cold-box cores based on HA special sands such as bauxite sand, Cerabeads or Kerphalite KF. Thanks to their low thermal expansion and their particle geometry, they are suitable for producing thin-walled casting parts. However, it would be technically more elegant and more economical to detach this fine section of the wa-ter jacket from the main part of the core and to model it separately. This process opens up a wide range of new possibilities to optimise the casting technique for this inter-bore bridge area.
Resital® pre-coated sand: best flow properties and mould-filling capabilities
One of these possibilities is the use of Resital® pre-coated sand. The pre-coated sand, based on silica sand, manufactured by HA is uniformly coated with Corrodur® solid resin and contains the necessary hardener. The dry pre-coated sand features optimum flow properties and mould filling capabilities, making it suitable for perfectly modelling even the lowest wall thickness. Yet there are certain applications where even moulding materials based on silica sand are not sufficient. In this case KeraCron® pre-coated moulding materials (containing Naigai Cerabeads) are used. Featuring the highest possible flowability, they offer greatly reduced thermal expansion and the best core shakeout.
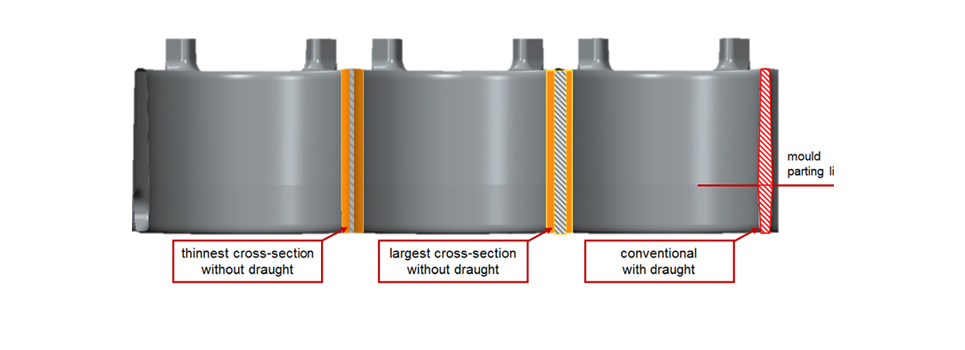
No draught of the mould required
The cores, which are separately produced – whether based on special sand in the cold-box process or based on the shell mould process with Resital® pre-coated sand or Ker-aCron® – offer a high or the highest dimensional accuracy. This leads to water jacket bridge cores that are shot and inserted in the cold-box core used to model the rest of the crankcase. This enables the production of a faultless casting part. A further advantage: The separate production of the bridge cores eliminates the need for a mould draught. This means that the full cross section of the cooling channel is available over the entire height of the water jacket – thereby providing better cooling performance to the cylinders.
×


{kind=link}
{kind=link}
{kind=link}
{kind=link}